TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025163170
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2025129912,2021571660
出願日
2025-08-04,2020-05-28
発明の名称
腐食保護コーティングを施された平鋼製品からシート金属コンポーネントを製造するための方法
出願人
ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフト
,
ThyssenKrupp Steel Europe AG
代理人
個人
主分類
C21D
9/46 20060101AFI20251021BHJP(鉄冶金)
要約
【課題】溶接性に対する最高要件を満たすことによって、有機コーティングによるコーティング、特に塗布に対する最適条件を有する平鋼製品からシート金属コンポーネントを形成する方法を提供する。
【解決手段】a)鋼でできた平鋼製品が提供され、b)平鋼製品は4つのゾーンA、B、C、Dを有する連続炉において、0.1~15%の水素および窒素からなるアニーリング雰囲気下で特定の露点温度およびアニーリング温度によってアニールされ、c)得られた平鋼製品に腐食保護コーティングを貼着し、f)平鋼製品を平鋼製品の鋼のAc3温度よりも高くかつ1000℃を超えない熱間成形温度に加熱し、g)熱間成形温度に加熱された平鋼製品を熱間成形してシート金属コンポーネントとし、h)コンポーネントの少なくとも1つの部分を、シート金属コンポーネントの部分に硬化構造を生成するために十分な冷却速度で冷却すること、を含む、方法である。
【選択図】なし
特許請求の範囲
【請求項1】
腐食保護コーティングを施された平鋼製品からシート金属コンポーネントを製造するための方法であって、以下の作業ステップ、
a)鋼から製造される平鋼製品を提供するステップであって、前記鋼は(重量%にて)0.05~0.5%のC、0.5~3%のMn、0.06~1.7%のSi、最大0.06%のP、最大0.01%のS、最大1.0%のAl、最大0.15%のTi、最大0.6%のNb、最大0.01%のB、最大1.0%のCr、最大1.0%のMo、ここでCrおよびMoの含有量の合計は1.0%以下、最大0.2%のCa、最大0.1%のV、ならびに残余部の鉄および不可避の不純物からなる、前記提供するステップ、
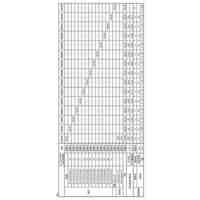
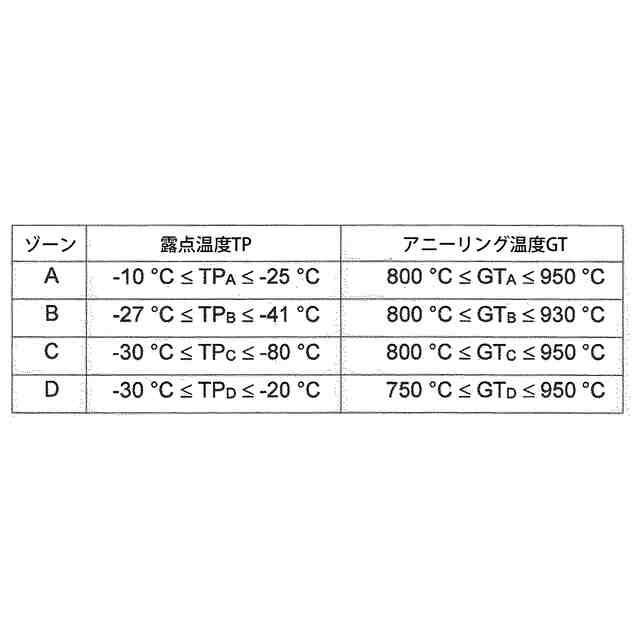
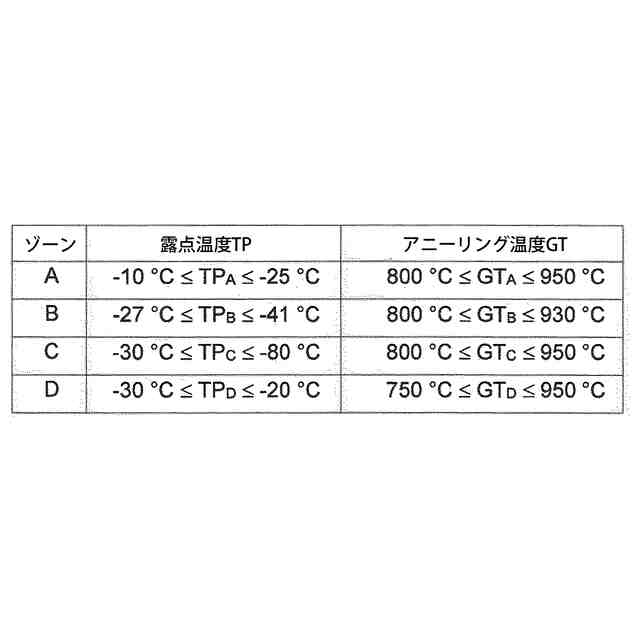
b)4つのゾーンA、B、C、Dを有する連続炉において前記平鋼製品をアニーリングするステップであって、前記平鋼製品は前記ゾーンを順次通過し、前記ゾーンにおいて前記平鋼製品は、各場合に0.1~15体積%の水素ならびに残余部の窒素および技術的に不可避の不純物からなるアニーリング雰囲気下でアニールされ、ここでアニーリング温度GT
A
、GT
B
、GT
C
、GT
D
における露点温度TP
A
、TP
B
、TP
C
、TP
D
については以下の仕様が当てはまる、前記アニーリングするステップ、
TIFF
2025163170000008.tif
41
170
c)作業ステップb)において得られた前記平鋼製品に腐食保護コーティングを貼着するステップであって、前記腐食保護コーティングは(重量%にて)最大15%のSi、最大5%のFe、合計0.1~5%の少なくとも1つのアルカリ土類または遷移金属、ならびに残余部のAlおよび不可避の不純物からなる、前記貼着するステップ、
d)任意には、前記腐食保護コーティングを施された前記平鋼製品を化粧圧延するステップ、
e)任意には、前記平鋼製品からボードを分離するステップ、
f)前記平鋼製品または前記ボードに100,000kJよりも高くかつ800,000kJ以下の熱エネルギー量Jを導入するために十分な保持時間の間、前記平鋼製品または前記ボードを前記平鋼製品の前記鋼のAc3温度よりも高くかつ1000℃を超えない熱間成形温度に加熱するステップ、
g)前記熱間成形温度に加熱された前記平鋼製品または前記熱間成形温度に加熱された前記ボードを熱間成形して前記シート金属コンポーネントにするステップ、
h)前記コンポーネントの少なくとも1つの部分を、前記シート金属コンポーネントの前記部分に硬化構造を生成するために十分な冷却速度で冷却するステップ、
を含む、方法。
続きを表示(約 1,000 文字)
【請求項2】
作業ステップa)において提供される前記平鋼製品の厚さは0.6~7mmであることを特徴とする、請求項1に記載の方法。
【請求項3】
作業ステップb)において完了される前記アニーリングの場合に、前記連続炉の前記ゾーンAにおける前記アニーリング温度GT
A
は810~940℃であり、かつ前記露点温度TP
A
は-15℃~-25℃であることを特徴とする、請求項1または2に記載の方法。
【請求項4】
作業ステップb)において完了される前記アニーリングの場合に、前記連続炉の前記ゾーンBにおける前記アニーリング温度GT
B
は800~900℃であることを特徴とする、請求項1~3の何れか一項に記載の方法。
【請求項5】
作業ステップb)において完了される前記アニーリングの場合に、前記連続炉の前記ゾーンCにおける前記アニーリング温度GT
C
は800~920℃であり、かつ前記露点温度TP
C
は-30℃~-50℃であることを特徴とする、請求項1~4の何れか一項に記載の方法。
【請求項6】
作業ステップb)において完了される前記アニーリングの場合に、前記連続炉の前記ゾーンDにおける前記アニーリング温度GT
D
は780~930℃であることを特徴とする、請求項1~5の何れか一項に記載の方法。
【請求項7】
作業ステップb)において完了される前記アニーリングの場合に、ゾーンA~Dにおいて維持される前記アニーリング雰囲気のラムダ値λは0.95~1.1であることを特徴とする、請求項1~6の何れか一項に記載の方法。
【請求項8】
作業ステップc)において前記平鋼製品に貼着される前記腐食保護コーティングのSi含有量は少なくとも3重量%であることを特徴とする、請求項1~7の何れか一項に記載の方法。
【請求項9】
作業ステップc)において前記平鋼製品に貼着される前記腐食保護コーティングのFe含有量は少なくとも1重量%であることを特徴とする、請求項1~8の何れか一項に記載の方法。
【請求項10】
作業ステップc)において前記平鋼製品に貼着される前記腐食保護コーティングは、合計で少なくとも0.11重量%のアルカリ土類または遷移金属を含有することを特徴とする、請求項1~9の何れか一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、腐食保護コーティングを施された平鋼製品からシート金属コンポーネントを製造するための方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
ここでの平鋼製品とは、その厚さよりも長さおよび幅の各々の方が顕著に大きい圧延製品であるものと理解される。これらの平鋼製品は、特に鋼ストリップおよび鋼シートを含む。
【0003】
別様のことが明示的に述べられていない限り、このテキストにおいて合金構成物の含有量に対する情報は常に重量%にて提供される。
【0004】
他方で、大気、特にアニーリング雰囲気の特定の成分の割合は、別様に注記されない限り体積%にて示される。
【0005】
最初に示されたタイプの方法は、特許文献1より公知である。この方法に対する出発製品として平鋼製品が用いられ、その鋼基体はいわゆる「MnB鋼」からなる。このタイプの鋼はEN10083-3において規格化されており、良好な硬化性を有する。それらはホットプレスの際の信頼性高いプロセス制御を可能にし、それによって熱間成形の際にツール内で付加的な冷却なしにマルテンサイト硬化をなおももたらすことを経済的に可能にする。こうした鋼の典型的な例は、22MnB5の名称で公知である鋼であり、これはキー・トゥ・スチール(独:Stahlschluessel,英:Key to Steel)2004において材料番号1.5528として見出され得る。通常、市場より入手可能な完全に固められた22MnB5鋼は、鉄および不可避の不純物に加えて、(重量%にて)0.10~0.250%のC、1.0~1.4%のMn、0.35~0.4%のSi、最大0.03%のP、最大0.01%のS、最大0.040%のAl、最大0.15%のTi、最大0.1%のNb、合計で最大0.5%のCr+Mo、および最大0.005%のBを含有する。こうした複合鋼からなる平鋼製品を腐食作用から保護し、それと同時に熱間成形のために必要な加熱の際の水素吸収のリスクを最小化するために、平鋼製品には公知の方法によってアルミニウムベースの腐食保護コーティングが施され、この腐食保護コーティングは、0.005~0.7重量%の付加的な合金成分として有効含有量の少なくとも1つのアルカリ土類または遷移金属を含有する。加えて、コーティングには3~15重量%のSi含有量および最大5重量%のFe含有量も存在してもよい。保護コーティングの少なくとも1つのアルカリ土類または遷移金属として、ここでは好ましくはMgが0.1~0.5重量%の含有量で用いられ、代替的または付加的にカルシウム、ストロンチウム、ナトリウム、またはバリウムも考えられる。Alベースの保護コーティングは、「ホットディップアルミナイジング」という技術用語としても公知のホットディップコーティングか、またはたとえば公知のPVD(物理蒸着)もしくはCVD(化学蒸着)などのガス分離プロセスによって、鋼基体に貼着され得る。
【0006】
MnB鋼からなる鋼基体に腐食保護コーティングを貼着する方式に対する特別な要件については、上で説明された先行技術において言及されていない。上述の方式でコートされたボードを通常大気の下で従来の方式で360~800sの期間にわたって900℃の温度に加熱する場合には、コーティング中にアルカリ土類または遷移金属が存在するために、鋼基体においてはたかだか最小限の水素吸収が起こるだけであり、よっていわゆる「水素脆化」のリスクが最小化される。
【0007】
しかし実際の使用においては、この成功にもかかわらず、上述の方式で製造された平鋼製品から形成されたコンポーネントは最適化された強度を有するが、こうした平鋼製品から製造されたシート金属コンポーネントに対する抵抗溶接の場合、およびたとえば塗布などによる有機層の接着において、こうしたシート金属コンポーネントの挙動に対してますます高くなっている要件を常に満たすことはできないことが分かっている。
【0008】
特許文献2も、金属腐食防止コーティングを施されたアルミニウムベースの鋼コンポーネントを製造するための方法を取り扱っている。この目的のために平鋼製品が提供され、この平鋼製品は重量%にて0.15~0.50%のC、0.50~3.0%のMn、0.10~0.50%のSi、0.01~1.00%のCr、最大0.20%のTi、最大0.10%のAl、最大0.10%のP、最大0.1%のNb、最大0.01%のN、最大0.05%のS、および最大0.1%のB、残余部のFeおよび不可避の不純物からなり、かつAlコーティングでコートされており、このAlコーティングは重量%にて3~15%のSi、1~3.5%のFe、最大0.5%のアルカリおよび/またはアルカリ土類金属、残余部のAlおよび不可避の不純物からなる。提供されたシート金属はオーブン内である温度である期間にわたりアニーリングされ、その温度および期間は複雑な公式によって算出されるパラメータによって互いに関連付けられている。炉の滞在時間および温度に依存して、基体とコーティングとの間の遷移部にいわゆる相互拡散ゾーンが形成され、そこではプレス硬化の間にマルテンサイト構造が生じないが、これはAlコーティングにも割り当てられない。この相互拡散ゾーンは、平鋼製品の中心から始まって、コンポーネントにそれ以上のマルテンサイト構造が存在しなくなる厚さから、Alコーティングの鉄含有量が継続的に≦85重量%となり、かつAl含有量が継続的に≧10重量%となる厚さまで延在する。相互拡散ゾーンがどのように設計され得たかについての詳細な情報も、相互拡散ゾーンの形成および組成をコーティングの特定の表面特性に関するターゲティング方式でどのように制御し得たかについての説明も、この先行技術において提供されていない。代わりに、ここではAlコーティングの変形挙動、特に達成可能な曲げ角度を改善するための考察に焦点が合わせられている。
【先行技術文献】
【特許文献】
【0009】
欧州特許出願公開第2 993 248(A1)号
独国特許出願公開第10 2017 210 201(A1)号
【発明の概要】
【課題を解決するための手段】
【0010】
この背景に対して、溶接性に対する最高要件を満たすことによって、有機コーティングによるコーティング、特に塗布に対する最適条件を有する、上に説明されたタイプの平鋼製品からシート金属コンポーネントを形成することを可能にする方法を示すという目的が出現した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
2か月前
新和環境株式会社
炉システム
7か月前
新和環境株式会社
炉システム
7か月前
日本製鉄株式会社
転炉精錬方法
7か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
富士電子工業株式会社
焼入れ装置
2か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
24日前
株式会社伊原工業
還元鉄の製造方法
7か月前
日本製鉄株式会社
スラグの排出方法
7か月前
中外炉工業株式会社
連続式熱処理炉
5か月前
日本製鉄株式会社
溶銑の予備処理方法
3か月前
株式会社不二越
熱処理システム
1か月前
株式会社デンケン
高温炉
7か月前
中外炉工業株式会社
前処理装置
4か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
22日前
高周波熱錬株式会社
熱処理方法及び熱処理装置
22日前
大同特殊鋼株式会社
浸炭部材の製造方法
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
7か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
日本製鉄株式会社
脱りん方法
5か月前
大同特殊鋼株式会社
熱処理設備
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
1か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
高炉の操業方法
5か月前
出光興産株式会社
熱処理油
2か月前
日本製鉄株式会社
鋼の製造方法
4か月前
富士電子工業株式会社
クランクシャフト支持装置
5か月前
出光興産株式会社
熱処理油
22日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ