TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025009319
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023112236
出願日
2023-07-07
発明の名称
取鍋
出願人
山陽特殊製鋼株式会社
代理人
弁理士法人有古特許事務所
主分類
B22D
41/00 20060101AFI20250110BHJP(鋳造;粉末冶金)
要約
【課題】耐久性に優れメンテナンスが容易な取鍋の提供。
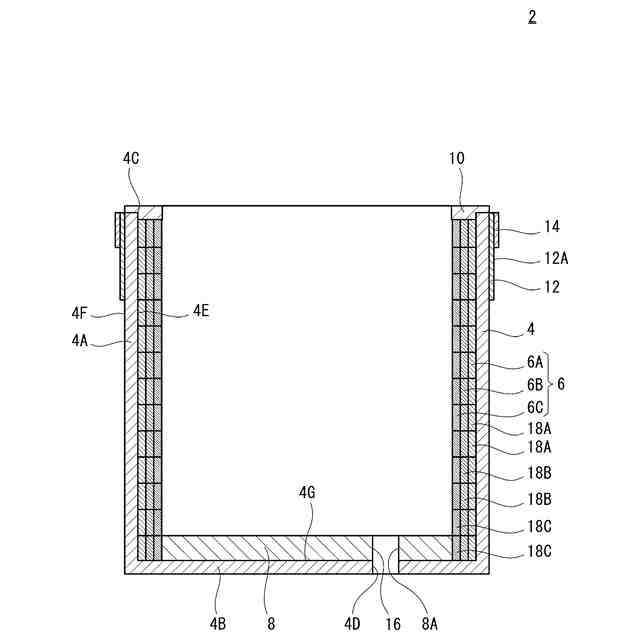
【解決手段】取鍋2は、上端に開口4Cを有する鉄皮4、鉄皮4の内周面4Eを覆う耐火物層6、開口4Cの周りで鉄皮4の外周面4Fに周方向に延在し鉄皮4を囲む第一帯12、及び、第一帯12の外周面12Aに周方向に延在し第一帯12を囲む第二帯14を有する。好ましくは、取鍋2は、開口4Cに耐火物層6の上に位置する押さえ金物10を、更に備える。好ましくは、第一帯12は鉄皮4に溶接され、第二帯14は第一帯12に溶接されている。
【選択図】図1
特許請求の範囲
【請求項1】
上端に開口を有する鉄皮、
前記鉄皮の内周面を覆う耐火物層、
前記開口の周りで前記鉄皮の外周面に周方向に延在し前記鉄皮を囲む第一帯、
及び、
前記第一帯の外周面に周方向に延在し前記第一帯を囲む第二帯
を有する、取鍋。
続きを表示(約 370 文字)
【請求項2】
前記開口に前記耐火物層の上に位置する押さえ金物を、更に備える、請求項1に記載の取鍋。
【請求項3】
前記第一帯が前記鉄皮に溶接され、
前記第二帯が前記第一帯に溶接されている、請求項1又は2に記載の取鍋。
【請求項4】
上下方向において、前記第一帯が前記鉄皮の中央より上方の外周面を囲む、請求項1又は2に記載の取鍋。
【請求項5】
前記第一帯の幅W1が前記鉄皮の高さHの1/2未満である、請求項1又は2に記載の取鍋。
【請求項6】
上下方向において、前記第二帯が前記第一帯の中央より上方の外周面を囲む、請求項1又は2に記載の取鍋。
【請求項7】
前記第二帯の幅W2が前記第一帯の幅W1の1/2未満である、請求項1又は2に記載の取鍋。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、取鍋を開示する。
続きを表示(約 770 文字)
【背景技術】
【0002】
溶鋼の移送や処理に取鍋が用いられる。取鍋は、鉄皮と、鉄皮の内面を覆う耐火煉瓦とを有する。この耐火煉瓦の脱落を防止するため、耐火煉瓦の上に押さえ金物を有する取鍋がある。その様な取鍋の一例が、特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
実開平2-144255公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
取鍋は高温の溶鋼の移送や処理に用いられる。溶鋼は高温であるため、鉄皮及び耐火煉瓦は、膨張収縮を繰り返す。この膨張収縮の繰り返しは、取鍋の耐久性を損なう。このため、取鍋は、定期的なメンテナンスを必要とする。
【0005】
本出願人の意図するところは、耐久性に優れメンテナンスが容易な取鍋の提供にある。
【課題を解決するための手段】
【0006】
本明細書が開示する取鍋は、上端に開口を有する鉄皮、前記鉄皮の内周面を覆う耐火物層、前記開口周りで前記鉄皮の外周面に周方向に延在し前記鉄皮を囲む第一帯、及び、前記第一帯の外周面に周方向に延在し前記第一帯を囲む第二帯を有する。
【0007】
好ましくは、この取鍋は、前記耐火物層の上に位置する押さえ金物を、更に備える。
【0008】
好ましくは、前記第一帯が前記鉄皮に溶接され、前記第二帯が前記第一帯に溶接されている。
【0009】
好ましくは、上下方向において、前記第一帯は、前記鉄皮の中央より上方の外周面を囲む。
【0010】
好ましくは、前記第一帯の幅W1は、前記鉄皮の高さHの1/2未満である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社 寿原テクノス
金型装置
6か月前
三菱電機株式会社
三次元造形装置
6か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
株式会社エスアールシー
インゴット
6か月前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
中子の製造方法
13日前
個人
透かし模様付き金属板の製造方法
6か月前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
芝浦機械株式会社
成形機
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
株式会社浅沼技研
半溶融金属の成形方法
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
22日前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
14日前
トヨタ自動車株式会社
金型温度調整装置
6か月前
トヨタ自動車株式会社
突き折り棒
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
新東工業株式会社
粉末除去装置
6か月前
株式会社豊田中央研究所
積層造形装置
1か月前
日立Astemo株式会社
成形装置
3か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
ポーライト株式会社
焼結部品の製造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
22日前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
artience株式会社
接合用ペースト、及び接合体
14日前
株式会社神戸製鋼所
鋼の製造方法
5か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































