TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175280
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023092942
出願日
2023-06-06
発明の名称
サージ圧吸収装置及び成形機
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/32 20060101AFI20241211BHJP(鋳造;粉末冶金)
要約
【課題】新たな構成のサージ圧吸収装置を提供する。
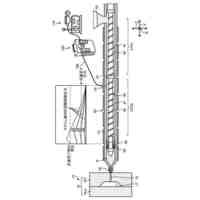
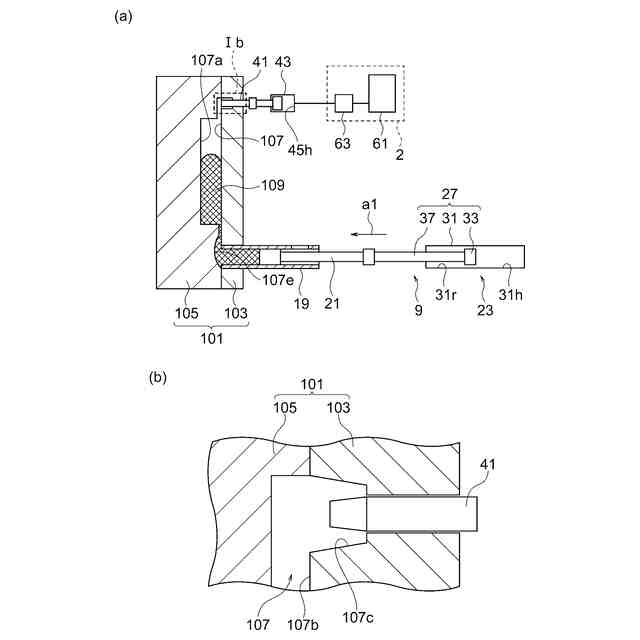
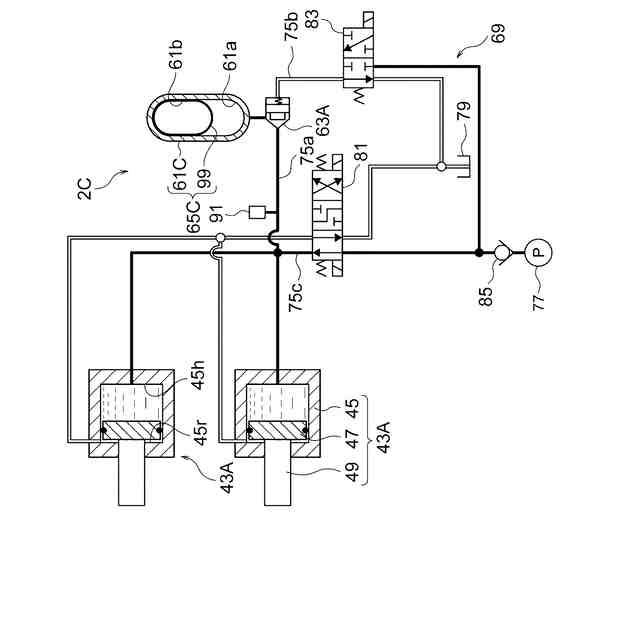
【解決手段】吸収装置2は、容器61と、気体圧回路71とを有している。容器61は、気体を収容する空間を有している。また、容器61は、金型101内への前進及びその反対側への後退が可能な進退部材41と固定される液圧式又は気体式のサージシリンダ43の、金型101内の溶湯109の圧力によって進退部材41が後退するときに容積が縮小されるヘッド側室45hの側からの流体を、容器61内の気体の圧縮を伴って受け入れる。気体圧回路71は、気体室61bへの気体の供給及び気体室61bからの気体の排出の少なくとも一方によって気体室61b内の圧力を調整する。
【選択図】図1
特許請求の範囲
【請求項1】
気体を収容する空間を有する容器であって、型内への前進及びその反対側への後退が可能な進退部材と固定される液圧式又は気体圧式のシリンダの、前記型内の成形材料の圧力によって前記進退部材が後退するときに容積が縮小されるシリンダ室の側からの流体を、前記空間内の気体の圧縮を伴って受け入れる容器と、
前記空間への前記気体の供給及び前記空間からの前記気体の排出の少なくとも一方によって前記空間内の圧力を調整する気体圧回路と、
を有しているサージ圧吸収装置。
続きを表示(約 870 文字)
【請求項2】
前記シリンダは、前記シリンダ室に前記流体としての液体を収容する液圧式シリンダである
請求項1に記載のサージ圧吸収装置。
【請求項3】
前記容器は、ピストンを収容しているシリンダ部材であり、
前記シリンダ部材は、前記ピストンによって、前記液体を収容する液室と、前記空間とに区画されている
請求項2に記載のサージ圧吸収装置。
【請求項4】
前記シリンダは、前記シリンダ室に前記流体としての気体を収容する気体圧式シリンダである
請求項1に記載のサージ圧吸収装置。
【請求項5】
前記容器は、前記空間に前記シリンダ室の側からの前記流体としての気体を受け入れる構成を有している
請求項4に記載のサージ圧吸収装置。
【請求項6】
前記気体圧回路は、電動機の駆動力によって前記空間に前記気体を供給する 請求項1に記載のサージ圧吸収装置。
【請求項7】
前記気体圧回路は、
前記空間に通じている気体圧式の供給シリンダと、
前記供給シリンダを駆動する駆動部と、を有している
請求項1に記載のサージ圧吸収装置。
【請求項8】
前記容器への前記液体の供給及び前記容器からの前記液体の排出の少なくとも一方によって前記容器内の前記気体の圧力を調整する液圧回路を有している
請求項2に記載のサージ圧吸収装置。
【請求項9】
前記流体を送出可能であり、前記シリンダ室と接続されることによって、局部加圧のための圧力を前記シリンダ室に付与する圧力源を更に有している
請求項1に記載のサージ圧吸収装置。
【請求項10】
前記液体を吐出可能であり、前記シリンダ室と接続されることによって、局部加圧のための圧力を前記シリンダ室に付与するポンプを更に有している
請求項2に記載のサージ圧吸収装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、サージ圧吸収装置、及び当該サージ圧吸収装置を含む成形機に関する。成形機は、例えば、金属を成形するダイカストマシン、又は樹脂を成形する射出成形機である。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
型のキャビティに通じるスリーブ内の成形材料(例えば溶融状態の金属)をプランジャによって押すことによってキャビティに成形材料を射出して成形品を製造する成形機において、いわゆるサージ圧が生じることが知られている(例えば特許文献1~4)。サージ圧は、成形材料がキャビティの概ね全体に行き渡って逃げ場を失ったとき(充填が概ね完了したとき)に生じる、瞬間的かつ比較的大きい圧力である。サージ圧が大きすぎると、例えば、いわゆるバリが生じる。バリは、キャビティの周囲へ成形材料が食み出して形成される部分(形成が意図されていない部分)である。
【0003】
特許文献1~4では、サージ圧を吸収する技術を開示している。具体的には、以下のとおりである。
【0004】
特許文献1及び2では、キャビティに充填された成形材料を局所的に加圧する(いわゆる局部加圧を行う)加圧装置がサージ圧の吸収に利用されている。加圧装置は、型内の成形材料を押圧する加圧部材を駆動する加圧シリンダを有している。成形材料がキャビティに充填される前において、加圧シリンダは、比較的低い駆動力で加圧部材を前進限(キャビティ側の駆動限)に待機させる。そして、キャビティに成形材料が概ね充填されると、成形材料によって押された加圧部材が後退し、サージ圧が吸収される。特許文献1及び2では、加圧シリンダと通じるサージ圧吸収用のアキュムレータを設けることも開示されている。
【0005】
特許文献3及び4では、局部加圧を目的とした部材ではないが、上記の加圧部材と同様に、成形材料によって後退する摺動部材が設けられている。摺動部材は、ゴム又はバネ等の弾性部材によって前方へ押されている。そして、キャビティに成形材料が概ね充填されると、成形材料によって押された加圧部材が後退し、サージ圧が吸収される。
【先行技術文献】
【特許文献】
【0006】
特許第7137729号公報
特許第7080963号公報
特開昭51-17122号公報
特開昭59-87964号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したサージ圧吸収装置は、それぞれ長所及び短所を有する。従って、サージ圧を吸収する新たな構成が提案され、技術の豊富化が図られることが待たれる。
【課題を解決するための手段】
【0008】
本開示の一態様に係るサージ圧吸収装置は、気体を収容する空間を有する容器であって、型内への前進及びその反対側への後退が可能な進退部材と固定される液圧式又は気体圧式のシリンダの、前記型内の成形材料の圧力によって前記進退部材が後退するときに容積が縮小されるシリンダ室の側からの流体を、前記空間内の気体の圧縮を伴って受け入れる容器と、前記空間への前記気体の供給及び前記空間からの前記気体の排出の少なくとも一方によって前記空間内の圧力を調整する気体圧回路と、を有している。
【0009】
本開示の一態様に係るサージ圧吸収装置は、型内への前進及びその反対側への後退が可能な進退部材と固定される液圧式のシリンダの、前記型内の成形材料の圧力によって前記進退部材が後退するときに容積が縮小されるシリンダ室の側からの液体を受け入れる液室と、前記液室とピストンによって区画された気体室と、を有するアキュムレータと、前記気体室への前記気体の供給及び前記気体室からの前記気体の排出の少なくとも一方によって前記気体室内の圧力を調整する気体圧回路と、を有している。
【0010】
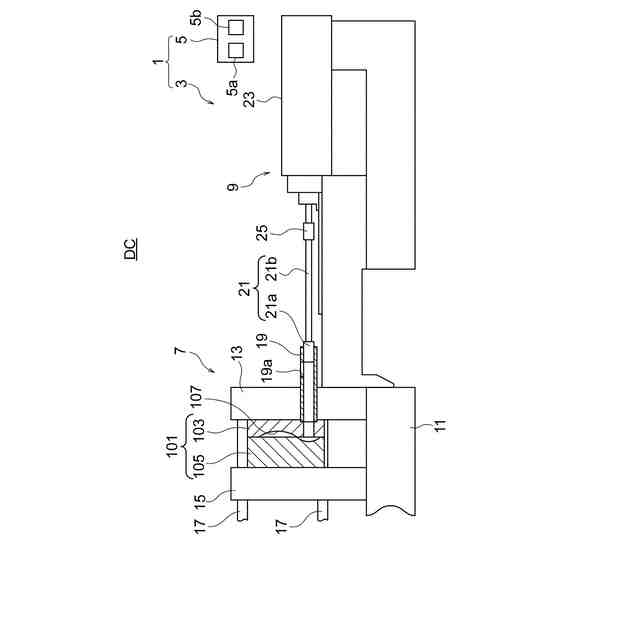
本開示の一態様に係る成形機は、上記サージ圧吸収装置と、前記型を保持する型締装置と、前記型内に前記成形材料を射出する射出装置と、を有している。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機
18日前
芝浦機械株式会社
双腕ロボット
22日前
芝浦機械株式会社
表面検査装置
1か月前
芝浦機械株式会社
モータ制御装置
23日前
芝浦機械株式会社
射出成形機及び型内圧の検出方法
5日前
芝浦機械株式会社
発泡成形用射出成形機及び発泡成形方法
22日前
芝浦機械株式会社
射出成形機及び金型保護設定値の設定方法
18日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
18日前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
金型冷却構造
22日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
23日前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
3か月前
セイコーエプソン株式会社
製造方法
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
16日前
トヨタ自動車株式会社
金型
17日前
トヨタ自動車株式会社
ダイカスト装置
8日前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
2か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
フタバ産業株式会社
成形品の製造方法
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ