TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073143
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023183655
出願日
2023-10-26
発明の名称
射出成形機及び金型保護設定値の設定方法
出願人
芝浦機械株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
45/80 20060101AFI20250502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】型閉じ時における金型保護に用いる設定値を容易に設定すること。
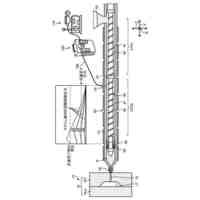
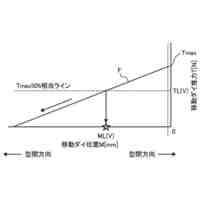
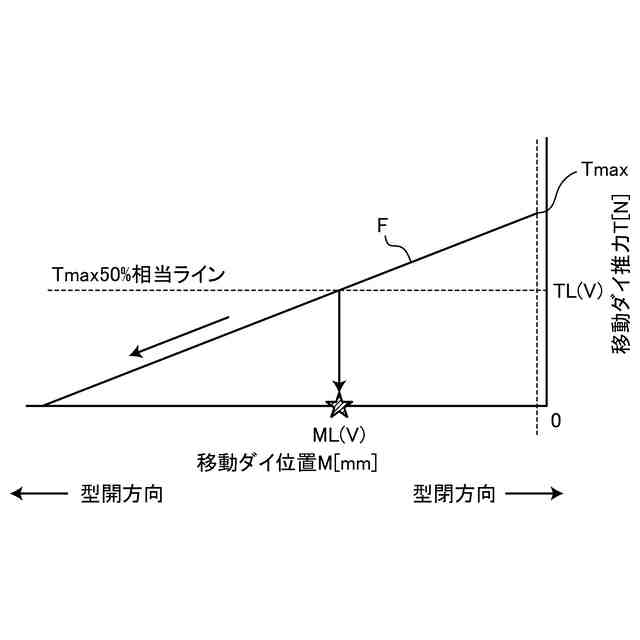
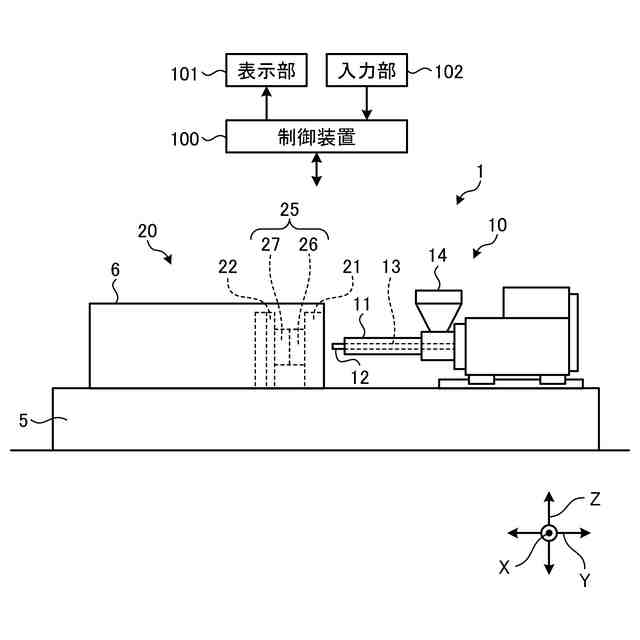
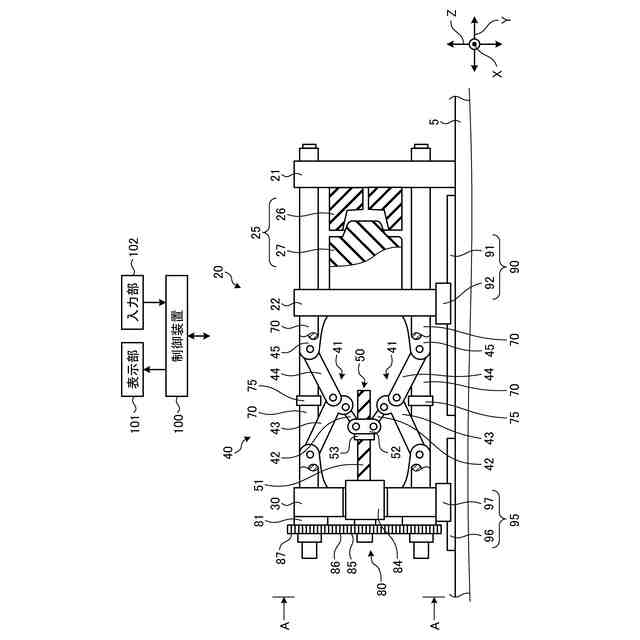
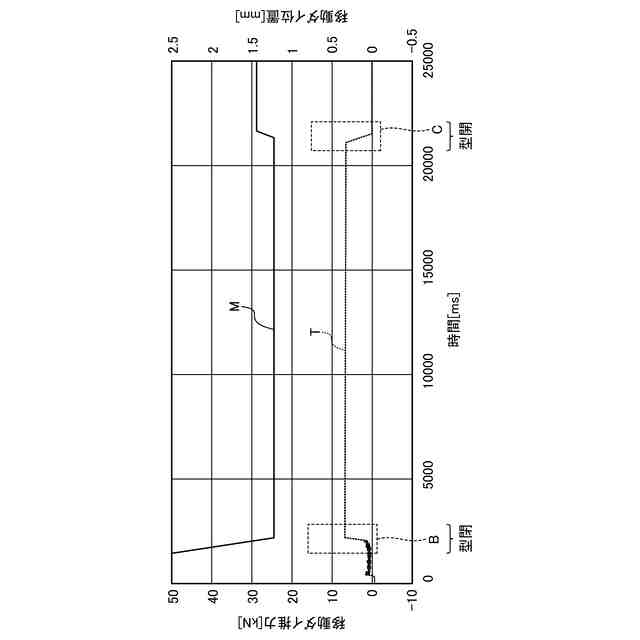
【解決手段】固定金型26が取り付けられる固定ダイ21と、移動金型27が取り付けられると共に、固定ダイ21に取り付けられる固定金型26に対して移動金型27が対向する向きで配置される移動ダイ22と、移動金型27と固定金型26との開閉と型締めを行う型開閉機構40と、型開閉機構40を制御する制御装置100と、を備え、制御装置100は、型開閉機構40によって移動ダイ22を固定ダイ21が位置する側に移動させる力である移動ダイ推力Tと、移動ダイ22の移動方向における位置である移動ダイ位置Mとの関係を示す推力位置関係データFに基づいて、型開閉機構40による最大の型締力よりも低い型締力として設定される低圧型締力での型閉じ時における、金型25の保護を行うための移動ダイ22の動作に対する設定値である金型保護設定値Vを算出する。
【選択図】図10
特許請求の範囲
【請求項1】
固定金型と移動金型とからなる一対の金型のうち前記固定金型が取り付けられる固定ダイと、
前記移動金型が取り付けられると共に、前記固定ダイに取り付けられる前記固定金型に対して前記移動金型が対向する向きで配置される移動ダイと、
動力源である型締モータで発生する駆動力によって前記移動ダイと前記固定ダイとの距離が変化する方向に前記移動ダイを移動させることにより、前記移動ダイに取り付けられる前記移動金型と前記固定金型との開閉と型締めを行う型開閉機構と、
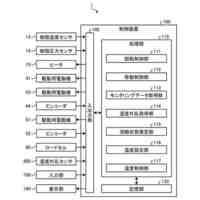
前記型開閉機構を制御する制御装置と、
を備え、
前記制御装置は、
前記型開閉機構によって前記移動ダイを前記固定ダイが位置する側に移動させる力である移動ダイ推力と、前記移動ダイの移動方向における位置である移動ダイ位置との関係を示す推力位置関係データに基づいて、
前記型開閉機構による最大の型締力よりも低い型締力として設定される低圧型締力での型閉じ時における、前記金型の保護を行うための前記移動ダイの動作に対する設定値である金型保護設定値を算出することを特徴とする射出成形機。
続きを表示(約 2,200 文字)
【請求項2】
前記金型保護設定値は、
前記低圧型締力で前記固定金型と前記移動金型とが接触する位置から前記移動ダイを前記固定ダイに対して僅かに離した前記移動ダイ位置として設定されるダイ前進限確認位置と、
前記低圧型締力で型閉じを行う際における前記移動ダイ推力の上限値として設定される移動ダイ推力リミットとであり、
前記制御装置は、前記推力位置関係データに基づいて、前記ダイ前進限確認位置と前記移動ダイ推力リミットとのうち、一方を用いて他方を算出する請求項1に記載の射出成形機。
【請求項3】
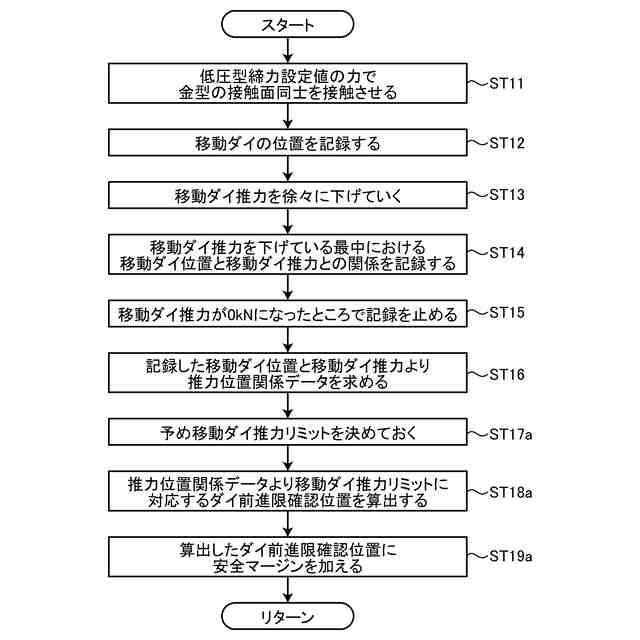
前記制御装置は、前記推力位置関係データに基づいて、予め設定される前記移動ダイ推力リミットに対応する前記移動ダイ位置を前記ダイ前進限確認位置として算出する請求項2に記載の射出成形機。
【請求項4】
前記制御装置は、前記推力位置関係データに基づいて、予め設定される前記ダイ前進限確認位置に対応する前記移動ダイ推力を前記移動ダイ推力リミットとして算出する請求項2に記載の射出成形機。
【請求項5】
固定金型と移動金型とからなる一対の金型のうち前記固定金型が取り付けられる固定ダイと、
前記移動金型が取り付けられると共に、前記固定ダイに取り付けられる前記固定金型に対して前記移動金型が対向する向きで配置される移動ダイと、
動力源である型締モータで発生する駆動力によって前記移動ダイと前記固定ダイとの距離が変化する方向に前記移動ダイを移動させることにより、前記移動ダイに取り付けられる前記移動金型と前記固定金型との開閉と型締めを行う型開閉機構と、
を備える射出成形機で前記型開閉機構による最大の型締力よりも低い型締力として設定される低圧型締力での型閉じ時における、前記金型の保護を行うための前記移動ダイの動作に対する設定値である金型保護設定値を設定する金型保護設定値の設定方法であって、
前記型開閉機構によって前記移動ダイを前記固定ダイが位置する側に移動させる力である移動ダイ推力と、前記移動ダイの移動方向における位置である移動ダイ位置との関係を示す推力位置関係データを求める手順と、
前記推力位置関係データに基づいて前記金型保護設定値を算出する手順と、
を含むことを特徴とする金型保護設定値の設定方法。
【請求項6】
前記金型保護設定値は、
前記低圧型締力で前記固定金型と前記移動金型とが接触する位置から前記移動ダイを前記固定ダイに対して僅かに離した前記移動ダイ位置として設定されるダイ前進限確認位置と、
前記低圧型締力で型閉じを行う際における前記移動ダイ推力の上限値として設定される移動ダイ推力リミットとであり、
前記金型保護設定値を算出する手順では、前記推力位置関係データに基づいて、前記ダイ前進限確認位置と前記移動ダイ推力リミットとのうち、一方を用いて他方を算出する請求項5に記載の金型保護設定値の設定方法。
【請求項7】
前記推力位置関係データを求める手順は、
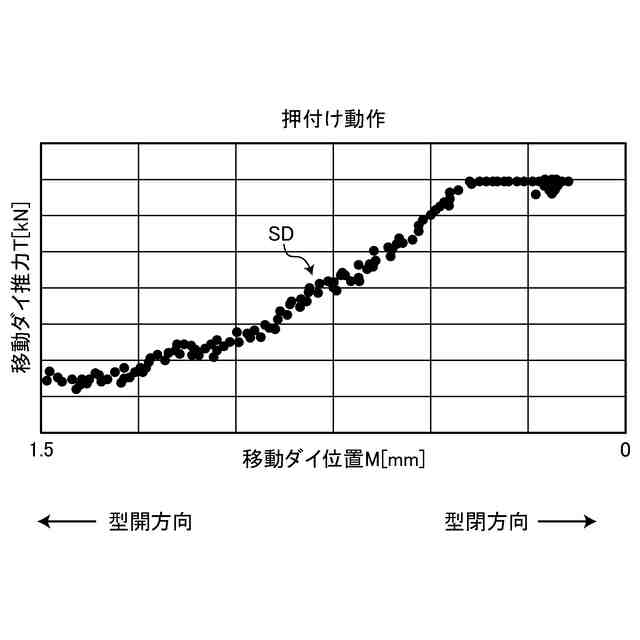
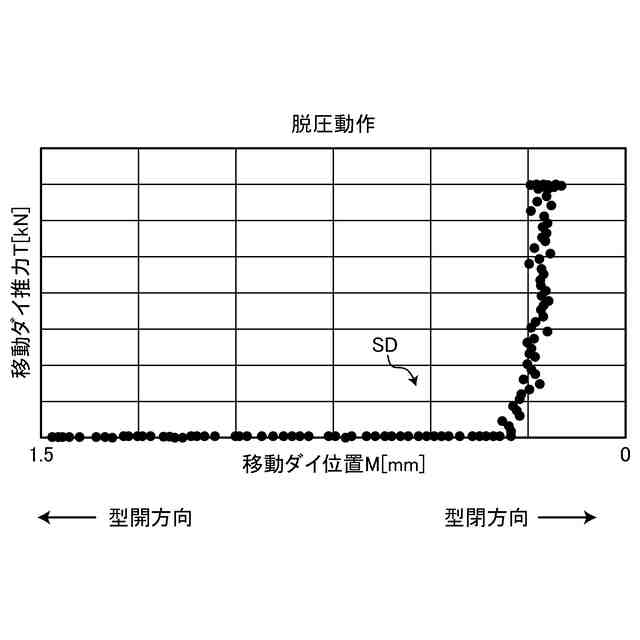
前記低圧型締力で前記固定金型と前記移動金型とを接触させた状態から前記移動ダイ推力を低下させて前記移動ダイ推力が0kNになるまでの前記移動ダイ位置ごとの前記移動ダイ推力を取得する手順と、
取得した前記移動ダイ位置と前記移動ダイ推力とより前記推力位置関係データを求める手順と、
を含む請求項5または6に記載の金型保護設定値の設定方法。
【請求項8】
前記推力位置関係データを求める手順は、
前記固定金型と前記移動金型とを離隔させた状態から前記移動ダイ推力を増加させて前記低圧型締力で前記固定金型と前記移動金型とを接触させるまでの前記移動ダイ位置ごとの前記移動ダイ推力を取得する手順と、
取得した前記移動ダイ位置と前記移動ダイ推力とより前記推力位置関係データを求める手順と、
を含む請求項5または6に記載の金型保護設定値の設定方法。
【請求項9】
前記推力位置関係データを求める手順は、
前記固定金型と前記移動金型とを離隔させた状態から前記移動ダイ推力を増加させて前記低圧型締力で前記固定金型と前記移動金型とを接触させるまでの前記移動ダイ位置ごとの前記移動ダイ推力を取得する手順と、
前記低圧型締力で前記固定金型と前記移動金型とを接触させた状態から前記移動ダイ推力を低下させて前記移動ダイ推力が0kNになるまでの前記移動ダイ位置ごとの前記移動ダイ推力を取得する手順と、
前記固定金型と前記移動金型とを離隔させた状態から前記移動ダイ推力を増加させながら取得した前記移動ダイ位置と前記移動ダイ推力とより求める前記推力位置関係データである第1推力位置関係データを求める手順と、
前記低圧型締力で前記固定金型と前記移動金型とを接触させた状態から前記移動ダイ推力を低下させながら取得した前記移動ダイ位置と前記移動ダイ推力とより求める前記推力位置関係データである第2推力位置関係データを求める手順と、
を含み、
前記金型保護設定値を算出する手順では、前記第1推力位置関係データと前記第2推力位置関係データとに基づいて前記金型保護設定値を算出する請求項5または6に記載の金型保護設定値の設定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機及び金型保護設定値の設定方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
加熱バレル内で溶融した樹脂を金型内に射出することにより成形を行う射出成形機は、金型に対して型締力を付与する型締装置を有し、型締装置によって一対の金型に対して型締力を付与した状態で、金型内で成形を行う。型締装置は、間隔をあけながら並んで配置される固定ダイと、移動ダイとを有している。固定ダイと移動ダイとにはそれぞれ金型が配置され、型締装置は、固定ダイと移動ダイとの距離を変化させることにより、固定ダイと移動ダイとにそれぞれ配置される金型に対して型締力を付与することができる。
【0003】
射出成形機では、このように金型に対して型締力を付与しながら成形を行うため、適切な成形を行うためには、移動ダイの位置に応じた制御や型締力の管理が重要となる。例えば、特許文献1に記載された金型閉鎖位置の基準値設定方法では、自動型厚調整工程を実行し、その後、自動閉鎖位置検出工程を実行し、自動閉鎖位置検出工程により検出した金型閉鎖位置を基準値として設定することにより、正規の基準値を確実に設定して正確な型締力を安定して設定すると共に作業効率化を向上させている。
【0004】
また、型閉じを行う際に、可動金型を大きな速度のまま固定金型に接触させると、接触時の衝撃で金型が損傷する虞があるため、従来の射出成形機では、金型の保護を目的として、可動金型を固定金型に対して小さな速度で接近させながら接触させる、いわゆる低圧型締力の制御を行う。例えば、特許文献2に記載された型締装置の制御方法では、低圧型締力で型閉じを行って可動金型が固定金型に近接した位置で低圧型締力より大きな型締力を可動金型に加えて型締を行い、低圧型締力の値と可動金型が停止した位置との相関関係に基づいて低圧型締力の設定値を求めることにより、容易に低圧型締力を設定することを可能としている。
【先行技術文献】
【特許文献】
【0005】
特開2006-15551号公報
特開2008-49674号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、射出成形機を用いて成形品の成形を行う際には、射出成形機の動作に関して様々な設定を行うが、例えば型閉じ時の金型保護設定項目として、ダイ前進限確認位置と移動ダイ推力リミットが挙げられる。ダイ前進限確認位置は、低圧型締力で型閉じの動作を行う移動ダイの位置に対して設定される位置になっており、型閉じ時に金型で異物を挟んだか否か等の異常の検出を行うための位置として設定される。ダイ前進限確認位置は、低圧型締力を最大にして型閉じを行った際の移動ダイの位置から、移動ダイが固定ダイから離れる方向に僅かに後退した位置で設定される。
【0007】
移動ダイ推力リミットは、低圧型締力で型閉じを行う際における、移動ダイの推力の上限値として設定される。つまり、型閉じ時に移動ダイを移動させる際には、移動に対して様々な摩擦抵抗が発生するため、移動ダイの推力は摩擦抵抗を超えて金型同士を接触させることができる大きさ必要があるが、移動ダイの推力を大きくし過ぎてしまうと、金型で異物を挟んだ際に金型で異物を潰してしまい、これに伴い金型が損傷する虞がある。このため、型閉じ時における移動ダイの推力は、金型同士を確実接触させることができ、且つ、金型で異物を挟んだ際においても金型を損傷させることがない程度の大きさにする必要があり、移動ダイ推力リミットは、このような動作を移動ダイに実現させるための推力の上限値として設定される。
【0008】
これらのダイ前進限確認位置や移動ダイ推力リミットは、金型によって異なるため、金型を交換するごとに設定する。しかしながら、ダイ前進限確認位置や移動ダイ推力リミットの設定は、金型の状況を観察しながら型閉じを行うことにより設定する必要があるため、設定に要する時間が長くなり易くなる傾向にある。また、ダイ前進限確認位置や移動ダイ推力リミットの設定は、これらのように金型の状況を観察しながら設定するため作業者の経験への依存度も高く、設定をする者によって設定値がバラつき易くなる虞がある。このため、射出成形機では、型閉じ時における金型保護に用いる設定値の設定について改善の余地があった。
【0009】
本発明は、上記に鑑みてなされたものであって、型閉じ時における金型保護に用いる設定値を容易に設定することのできる射出成形機及び金型保護設定値の設定方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述した課題を解決し、目的を達成するために、本発明に係る射出成形機は、固定金型と移動金型とからなる一対の金型のうち前記固定金型が取り付けられる固定ダイと、前記移動金型が取り付けられると共に、前記固定ダイに取り付けられる前記固定金型に対して前記移動金型が対向する向きで配置される移動ダイと、動力源である型締モータで発生する駆動力によって前記移動ダイと前記固定ダイとの距離が変化する方向に前記移動ダイを移動させることにより、前記移動ダイに取り付けられる前記移動金型と前記固定金型との開閉と型締めを行う型開閉機構と、前記型開閉機構を制御する制御装置と、を備え、前記制御装置は、前記型開閉機構によって前記移動ダイを前記固定ダイが位置する側に移動させる力である移動ダイ推力と、前記移動ダイの移動方向における位置である移動ダイ位置との関係を示す推力位置関係データに基づいて、前記型開閉機構による最大の型締力よりも低い型締力として設定される低圧型締力での型閉じ時における、前記金型の保護を行うための前記移動ダイの動作に対する設定値である金型保護設定値を算出する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機
5日前
芝浦機械株式会社
双腕ロボット
9日前
芝浦機械株式会社
表面検査装置
24日前
芝浦機械株式会社
モータ制御装置
10日前
芝浦機械株式会社
発泡成形用射出成形機及び発泡成形方法
9日前
芝浦機械株式会社
射出成形機及び金型保護設定値の設定方法
5日前
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
4か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
株式会社日本製鋼所
押出機
7か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
25日前
東レ株式会社
一体化成形品の製造方法
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社リコー
シート剥離装置
9か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社FTS
セパレータ
3か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
5か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形装置
17日前
日東工業株式会社
インサート成形機
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ