TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025073468
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2023184282
出願日
2023-10-26
発明の名称
射出成形機
出願人
芝浦機械株式会社
,
中部電力株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
45/78 20060101AFI20250502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂を溶融する際における温度設定をより適切に行うことのできる射出成形機を提供すること。
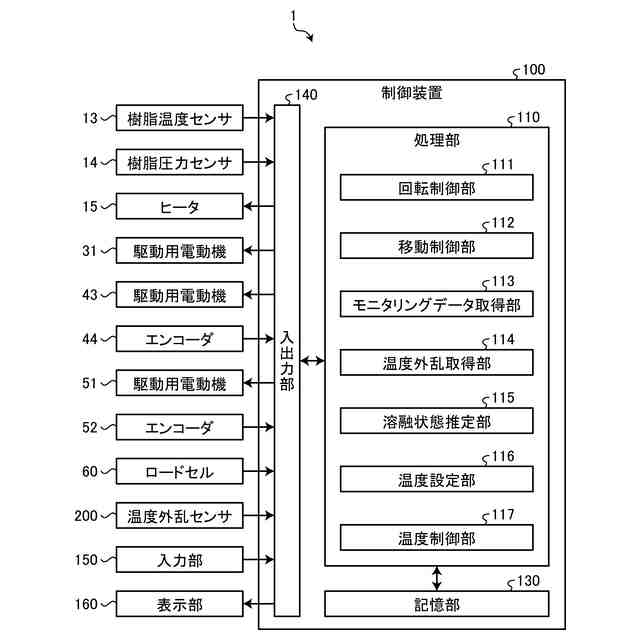
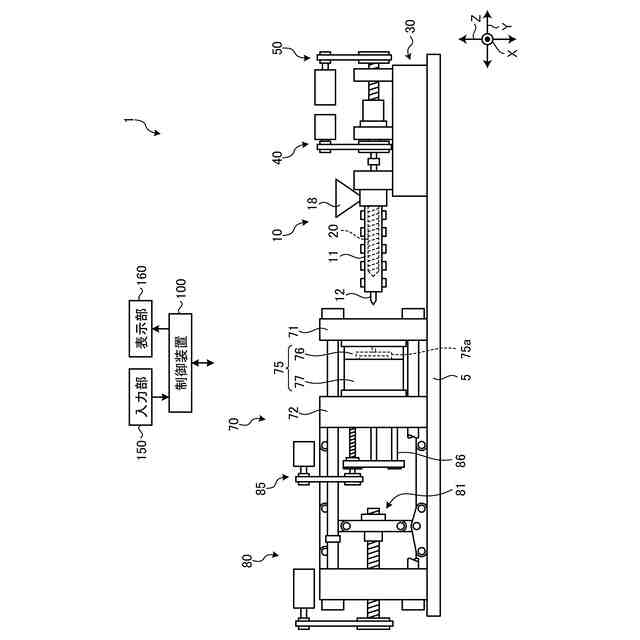
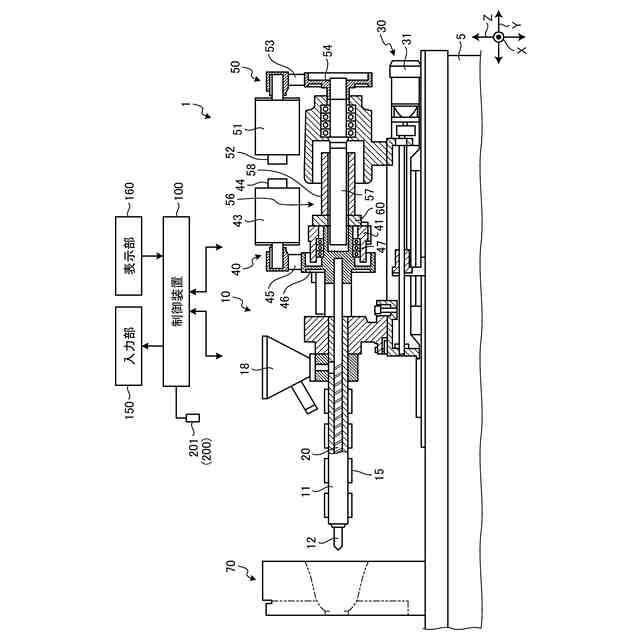
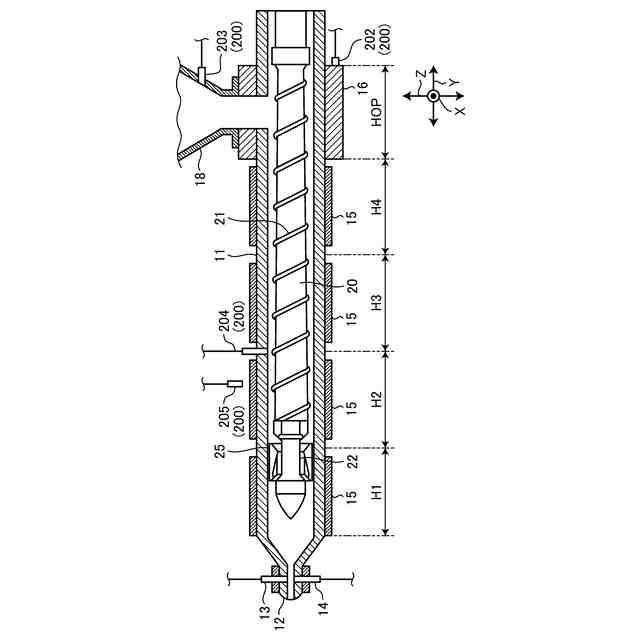
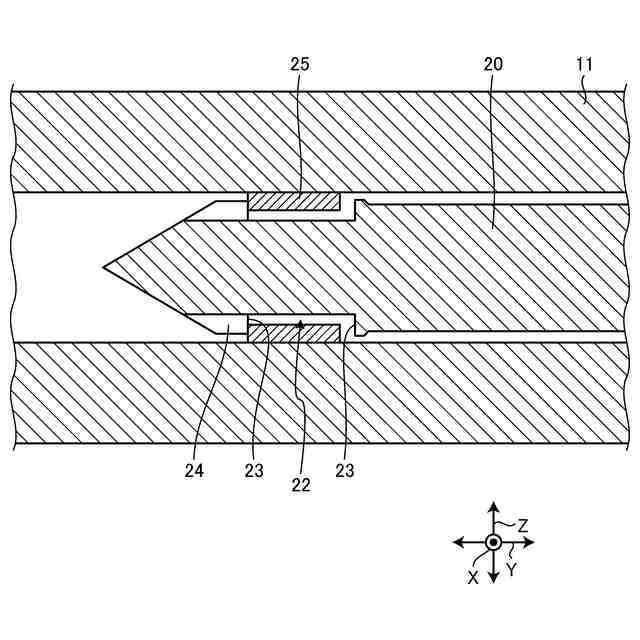
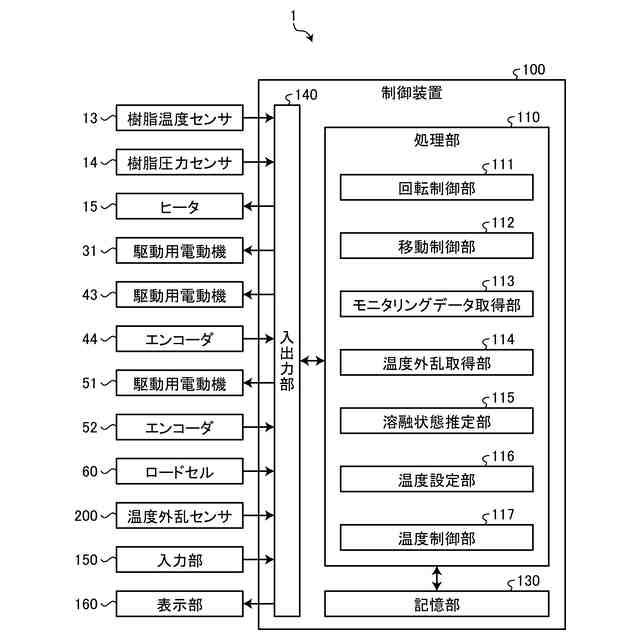
【解決手段】加熱バレル11で樹脂材料を溶融して樹脂材料をノズル12から射出する射出装置10と、加熱バレル11に複数が配置され樹脂材料を加熱するヒータ15と、加熱バレル11に複数が配置されるそれぞれのヒータ15ごとに温度制御を行う温度制御部117と、射出装置10で樹脂材料を溶融する際に射出装置10より検出されるモニタリングデータを取得するモニタリングデータ取得部113と、モニタリングデータ取得部113で取得したモニタリングデータに基づいて加熱バレル11における樹脂材料の溶融状態である樹脂溶融状態を推定する溶融状態推定部115と、温度制御部117でヒータ15の温度制御を行う際における温度設定を、溶融状態推定部115で推定した樹脂溶融状態に基づいてヒータ15ごとに行う温度設定部116と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、
前記加熱バレルの長手方向に複数が配置され、前記加熱バレル内の前記樹脂材料を加熱するヒータと、
前記加熱バレルに複数が配置されるそれぞれの前記ヒータごとに温度制御を行う温度制御部と、
前記射出装置で前記樹脂材料を溶融する際に前記射出装置より検出されるモニタリングデータを取得するモニタリングデータ取得部と、
前記モニタリングデータ取得部で取得した前記モニタリングデータに基づいて前記加熱バレルにおける前記樹脂材料の溶融状態である樹脂溶融状態を推定する溶融状態推定部と、
前記温度制御部で前記ヒータの温度制御を行う際における温度設定を、前記溶融状態推定部で推定した前記樹脂溶融状態に基づいて前記ヒータごとに行う温度設定部と、
を備えることを特徴とする射出成形機。
続きを表示(約 490 文字)
【請求項2】
前記射出装置で前記樹脂材料を溶融する際における温度外乱を検出する温度外乱センサと、
前記温度外乱センサより前記温度外乱を取得する温度外乱取得部と、
を備え、
前記溶融状態推定部は、前記モニタリングデータ取得部で取得した前記モニタリングデータと、前記温度外乱取得部で取得した前記温度外乱とに基づいて前記樹脂溶融状態を推定する請求項1に記載の射出成形機。
【請求項3】
前記温度設定部は、前記モニタリングデータと前記温度外乱と前記樹脂溶融状態とのうち少なくともいずれかが閾値を超えた場合に、前記ヒータの前記温度設定を変更する請求項2に記載の射出成形機。
【請求項4】
前記溶融状態推定部は、予め定められる演算式を用いて前記モニタリングデータより前記樹脂溶融状態を推定する請求項1または2に記載の射出成形機。
【請求項5】
前記温度設定部は、前記加熱バレルにおける前記ノズルが位置する側の端部である先端部の前記温度設定を、前記射出装置の外部からの入力に基づいて行う請求項1または2に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
溶融した樹脂を金型内に射出することにより成形を行う射出成形機では、固体の樹脂を溶融させて可塑化させるために、内側で樹脂を溶融させるバレルにヒータが備えられている。射出成形機で成形を行う際にはヒータによってバレルを加熱し、バレルの温度制御を行いながらバレルの内側で樹脂を溶融させる。従来の射出成形機では、バレルの温度を制御するゾーンをバレルの上流側から下流側に亘って複数有し、ヒータの温度制御を行うことにより、制御ゾーンごとにバレルの温度制御を行っている。
【0003】
複数の制御ゾーンのうち、バレル内の溶融樹脂を射出するノズルが位置する先端側にある制御ゾーンは、設定温度を成形時の樹脂温度付近の温度に設定する。この値は、樹脂別の推奨温度や、流動解析により決定する事が一般的である。一方で、それ以外の制御ゾーンは、温度について特に定められた値や推奨値は無いため、射出成形機の操作を行う作業者の経験に基いて温度設定をするのが一般的であるが、温度設定は樹脂の種別や成形サイクル時間によって変更が必要となる。
【0004】
バレルにおける先端側の制御ゾーン以外の制御ゾーンの温度設定は、このように作業者の経験に依存する部分も大きいため、経験の浅い作業者が温度設定を行った場合、適切な温度に設定できないことが考えられる。このため、従来の射出成形機の中には、作業者の経験に依らず適切な温度設定を行うことができるようにしているものがある。例えば、特許文献1に記載された射出成形機では、シリンダ内での計量完了時にスクリュ前方の溶融樹脂が蓄積される箇所に相当する部分の設定温度が設定されると、当該以外の部分の設定温度を成形条件に基づいて演算により求めている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2007/105646号
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、バレル内の樹脂を加熱して樹脂を溶融する際において樹脂が受ける熱量は、ヒータからの熱だけでは無く、バレル内での樹脂の摩擦発熱や、溶融した樹脂のせん断発熱等の割合も非常に高くなっている。これらのバレル内での樹脂の動きに基づく熱量は、樹脂の物性や原料であるペレットの供給状況に依存するため、樹脂の動きに基づく熱量は制御することが困難なものとなっている。樹脂を溶融させる際の温度設定が適切でない場合、溶融させる樹脂の熱量不足や熱量過多によって成形不良が発生するため、生産が不安定となる虞がある。
【0007】
例えば、特許文献1では、バレルにおける先端側の制御ゾーン以外の制御ゾーンの温度設定を、成形条件に基づいて演算により求めているが、成形時における温度外乱やバレル内樹脂の摩擦熱、せん断発熱を考慮していないため、樹脂溶融状態を一定に保ち難くなり易くなる。これらのように、従来の射出成形機では、バレル内で樹脂を溶融させるための温度設定の観点で、改善の余地があった。
【0008】
本発明は、上記に鑑みてなされたものであって、樹脂を溶融する際における温度設定をより適切に行うことのできる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明に係る射出成形機は、内側にスクリュが配置される加熱バレルで樹脂材料を溶融し、溶融した前記樹脂材料を射出するノズルが位置する側に向けて前記スクリュを移動させることにより前記樹脂材料を前記ノズルから射出する射出装置と、前記加熱バレルの長手方向に複数が配置され、前記加熱バレル内の前記樹脂材料を加熱するヒータと、前記加熱バレルに複数が配置されるそれぞれの前記ヒータごとに温度制御を行う温度制御部と、前記射出装置で前記樹脂材料を溶融する際に前記射出装置より検出されるモニタリングデータを取得するモニタリングデータ取得部と、前記モニタリングデータ取得部で取得した前記モニタリングデータに基づいて前記加熱バレルにおける前記樹脂材料の溶融状態である樹脂溶融状態を推定する溶融状態推定部と、前記温度制御部で前記ヒータの温度制御を行う際における温度設定を、前記溶融状態推定部で推定した前記樹脂溶融状態に基づいて前記ヒータごとに行う温度設定部と、を備える。
【発明の効果】
【0010】
本発明に係る射出成形機は、樹脂を溶融する際における温度設定をより適切に行うことができる、という効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
射出成形機及び型内圧の検出方法
19日前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
5か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社カワタ
計量混合装置
22日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社漆原
シートの成形方法
19日前
株式会社FTS
成形装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
22日前
株式会社シロハチ
真空チャンバ
7か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
4か月前
株式会社コスメック
射出成形装置
16日前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
16日前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社不二越
射出成形機
2か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
2か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社リコー
シート処理システム
9か月前
日東工業株式会社
インサート成形機
6か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ