TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025021179
公報種別
公開特許公報(A)
公開日
2025-02-13
出願番号
2023124945
出願日
2023-07-31
発明の名称
成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B22D
19/04 20060101AFI20250205BHJP(鋳造;粉末冶金)
要約
【課題】第2部材を用いて第1部材を他の部材に取り付ける際に、第1部材及び第2部材を一体化する手間を軽減する技術を提供する。
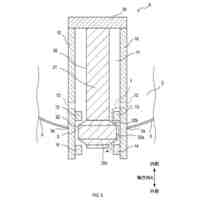
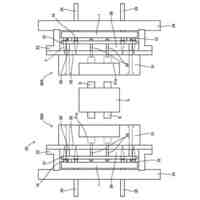
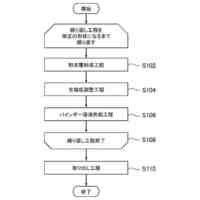
【解決手段】流動性を有する第1部材及び第2部材を用いて一体に成形された成形品の製造方法である。第1金型は、基部と、基部から延び出す側壁部と、基部と隣接する内部空間であって側壁部に囲われた内部空間を形成する設置面と、設置面に設けられる挿入部と、を有する。成形品の製造方法は、第2部材の本体部から延び出す延出部を挿入部に挿入することと、内部空間に第1部材を配置することを備える。また、成形品の製造方法は、第1金型と第2金型とを接近させて、第1部材により本体部が覆われるように、第1部材をプレス成形して、成形品を成形することを備える。
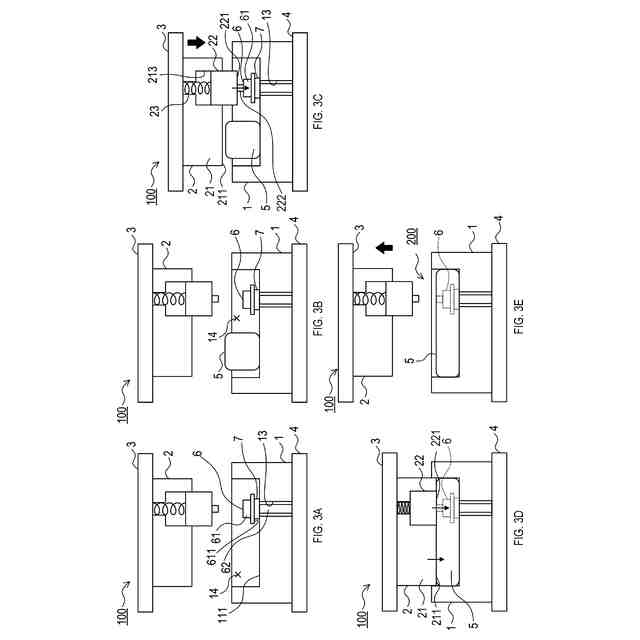
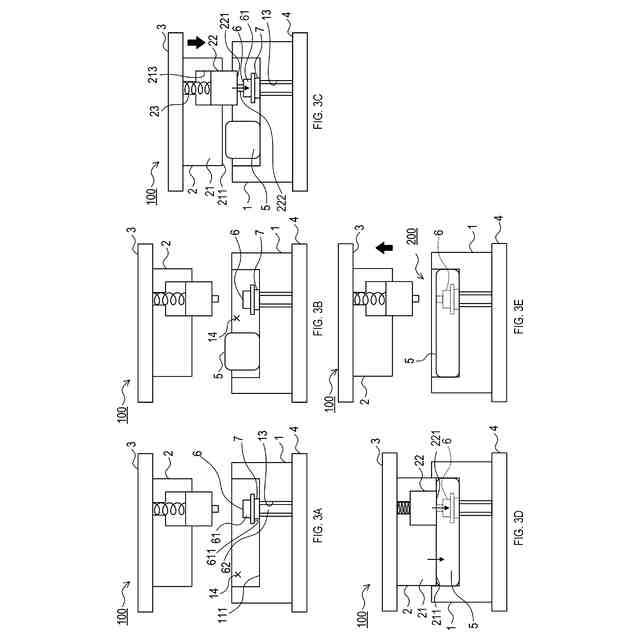
【選択図】図3
特許請求の範囲
【請求項1】
第1部材及び第2部材を用いて一体に成形された成形品の製造方法であって、
前記第1部材は、流動性を有する部材であり、
前記第2部材は、本体部と、前記本体部から延び出す延出部と、を有し、
基部と、前記基部から延び出す側壁部と、前記基部と隣接する内部空間であって、前記側壁部に囲われた内部空間を形成する設置面と、前記設置面に設けられる挿入部と、を有する第1金型の前記挿入部に、前記延出部を挿入し、前記内部空間に、前記本体部を配置することと、
前記内部空間に前記第1部材を配置することと、
前記第1金型と、前記第1金型と対向するように配置される第2金型と、を接近させて、前記第1部材により前記本体部が覆われるように、前記第1部材をプレス成形して、前記成形品を成形することと、
を備える、成形品の製造方法。
続きを表示(約 530 文字)
【請求項2】
請求項1に記載の成形品の製造方法であって、
前記第2金型は、押圧部を有し、
前記第1部材のプレス成形の際に、前記押圧部によって、前記本体部を前記挿入部に向かって押圧すること、を更に備える成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記第2部材は、前記本体部によって前記挿入部が覆われるように前記内部空間に配置される、成形品の製造方法。
【請求項4】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記第2部材は、ボルトである、成形品の製造方法。
【請求項5】
請求項4に記載の成形品の製造方法であって、
前記ボルトにおける前記本体部の前記設置面と対向する対向面と、前記設置面と、の間には、前記挿入部を囲むように配置される介在物が設けられ、
前記介在物は、前記対向面の外縁よりも内側に位置する、成形品の製造方法。
【請求項6】
請求項1又は請求項2に記載の成形品の製造方法であって、
前記第1部材は、半凝固金属材料、樹脂材料、又は、樹脂複合材である、成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1には、複合耐摩耗部材を取付材に取り付ける際、複合耐摩耗部材に設けられた取付孔にボルトが嵌め込まれて、複耐摩耗部材及びボルトが一体となって取付材に固定されることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-237166号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述したような固定では、複合耐摩耗部材に取付孔を設け、当該取付孔にボルトを嵌め込むことが必要である。このため、個々の部材である複合耐摩耗部材及びボルトを一体化する手間がかかるという問題があった。
【0005】
本開示の一局面は、第2部材を用いて第1部材を他の部材に取り付ける際に、第1部材及び第2部材を一体化する手間を軽減する技術を提供することを目的としている。
【課題を解決するための手段】
【0006】
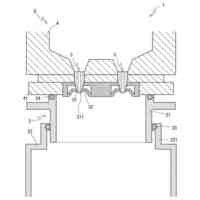
本開示の一態様は、第1部材及び第2部材を用いて一体に成形された成形品の製造方法である。第1部材は、流動性を有する部材である。第2部材は、本体部と、延出部と、を有する。延出部は、本体部から延び出す。第1金型は、基部と、側壁部と、設置面と、挿入部と、を有する。側壁部は、基部から延び出す部分である。設置面は、基部と隣接する内部空間であって、側壁部に囲われた内部空間を形成する。挿入部は、設置面に設けられる。第2金型は、第1金型と対向するように配置される。成形品の製造方法は、挿入部に延出部を挿入し、内部空間に本体部を配置することを備える。また、成形品の製造方法は、内部空間に第1部材を配置することを備える。また、成形品の製造方法は、第1金型と第2金型とを接近させて、第1部材により本体部が覆われるように、第1部材をプレス成形して、成形品を成形することを備える。
【0007】
このような構成によれば、プレス成形によって、第1部材及び第2部材を用いて一体に成形された成形品が得られるため、成形後の第1部材を第2部材を用いて他の部材に取り付ける際に、第1部材及び第2部材を一体化する手間を軽減することができる。
【0008】
本開示の一態様では、第2金型は、押圧部を有してもよい。また、成形品の製造方法は、第1部材のプレス成形の際に、押圧部によって、本体部を挿入部に向かって押圧することを更に備えてもよい。このような構成によれば、押圧部の押圧により第2部材が動きにくくなるため、第1部材のプレス成形により生じる圧力によって、第2部材の位置が変化することを抑制することができる。
【0009】
本開示の一態様では、第2部材は、本体部によって挿入部が覆われるように内部空間に配置されてもよい。このような構成によれば、挿入部が本体部により覆われるため、挿入部に第1部材が入り込むことを抑制することができる。
【0010】
本開示の一態様では、第2部材は、ボルトであってもよい。このような構成によれば、第1部材及びボルトを用いて一体に成形された成形品を得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
排水装置
12日前
フタバ産業株式会社
排気系部品
2日前
フタバ産業株式会社
排気部品の製造方法
2日前
フタバ産業株式会社
内燃機関及び浄化装置
25日前
フタバ産業株式会社
プレス成形品の製造方法
18日前
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
9日前
トヨタ自動車株式会社
突き折り棒
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社豊田中央研究所
積層造形装置
15日前
福田金属箔粉工業株式会社
Cu系粉末
5日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
日立Astemo株式会社
成形装置
2か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
セイコーエプソン株式会社
製造方法
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
2日前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
29日前
トヨタ自動車株式会社
金型
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
JFEスチール株式会社
異常検出方法
3か月前
個人
バーナーチップ及びその取付構造
2か月前
セイコーエプソン株式会社
積層造形体の製造方法
2か月前
大同特殊鋼株式会社
ガスアトマイズ装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ