TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025042990
公報種別
公開特許公報(A)
公開日
2025-03-28
出願番号
2023150245
出願日
2023-09-15
発明の名称
積層造形体の製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22F
10/16 20210101AFI20250321BHJP(鋳造;粉末冶金)
要約
【課題】形状精度の高い積層造形体を効率よく製造可能な積層造形体の製造方法を提供すること。
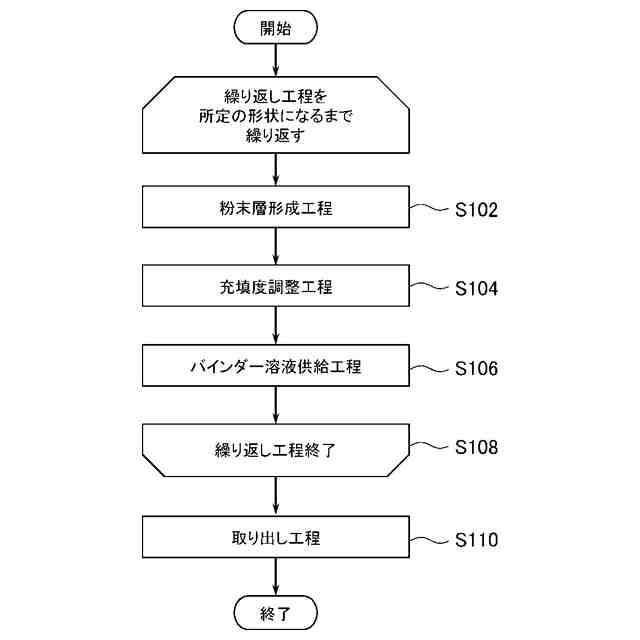
【解決手段】金属粒子、および、前記金属粒子の表面に設けられ、疎水性官能基を持つカップリング剤に由来する化合物を含む被膜、を有する造形用粒子を、層状に敷いて粉末層を形成する粉末層形成工程と、相対密度が40%以上となるように前記粉末層を圧縮する充填度調整工程と、前記充填度調整工程を経た前記粉末層に、表面張力が20mN/m以上40mN/m以下である水系バインダー溶液を供給するバインダー溶液供給工程と、を有することを特徴とする積層造形体の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
金属粒子、および、前記金属粒子の表面に設けられ、疎水性官能基を持つカップリング剤に由来する化合物を含む被膜、を有する造形用粒子を、層状に敷いて粉末層を形成する粉末層形成工程と、
相対密度が40%以上となるように前記粉末層を圧縮する充填度調整工程と、
前記充填度調整工程を経た前記粉末層に、表面張力が20mN/m以上40mN/m以下である水系バインダー溶液を供給するバインダー溶液供給工程と、
を有することを特徴とする積層造形体の製造方法。
続きを表示(約 370 文字)
【請求項2】
前記バインダー溶液供給工程は、前記水系バインダー溶液が供給された前記粉末層を乾燥させる乾燥処理を含む請求項1に記載の積層造形体の製造方法。
【請求項3】
前記粉末層形成工程、前記充填度調整工程および前記バインダー溶液供給工程を、複数回繰り返す請求項1または2に記載の積層造形体の製造方法。
【請求項4】
前記疎水性官能基は、フルオロアルキル基、フルオロアリール基または環状構造含有基である請求項1または2に記載の積層造形体の製造方法。
【請求項5】
前記疎水性官能基は、フェニル基である請求項1または2に記載の積層造形体の製造方法。
【請求項6】
前記粉末層形成工程と前記充填度調整工程とを同時に行う請求項1または2に記載の積層造形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形体の製造方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
三次元の立体物を造形する技術として、近年、金属粉末を用いた積層造形法が普及しつつある。このような積層造形法の1つとして、バインダージェット法が知られている。
【0003】
特許文献1には、インクジェット印刷技術を用い、粉末層に対してバインダーの液滴として体積の異なる液滴を射出することにより、粉末を固化させ、物体を作製する固体自由形状製造システムが開示されている。このようなシステムを用いた物体の製造方法は、バインダーの液滴を射出する工程を含んでいるため、バインダージェット法の一種であるとみなせる。このようなシステムによれば、体積の異なる液滴を射出することにより、滑らかな表面に仕上げられた物体を製造することができる。
【0004】
また、特許文献2には、バインダージェット法に用いる積層造形用粉末として、金属粉末の粒子表面に、環状構造含有基、フルオロアルキル基またはフルオロアリール基が導入されてなる粉末を用いることが開示されている。このような官能基を導入することにより、流動性の高い積層造形用粉末を実現できるため、充填率が高い粉末層が得られる。粉末層の充填率を高めることで、最終的に形状精度の高い積層造形体が得られる。
【先行技術文献】
【特許文献】
【0005】
特表2006-515813号公報
特開2022-122503号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
バインダージェット法では、バインダーの液滴として水系の液体(水系バインダー溶液)を使用する場合が多い。水系バインダー溶液が粉末層に浸透することで、その部位を固化させることができる。
【0007】
ところが、特許文献2に記載の積層造形用粉末は、粒子表面の疎水性が高いため、粉末層に対して水系バインダー溶液が速やかに浸透しない場合がある。この場合、浸透に時間がかかるため、水系バインダー溶液の供給速度が低下したり、浸透範囲にムラができたりする。そうすると、物体(造形体)の製造速度が低下するとともに、製造される物体の形状精度が低下する。
【課題を解決するための手段】
【0008】
本発明の適用例に係る積層造形体の製造方法は、
金属粒子、および、前記金属粒子の表面に設けられ、疎水性官能基を持つカップリング剤に由来する化合物を含む被膜、を有する造形用粒子を、層状に敷いて粉末層を形成する粉末層形成工程と、
相対密度が40%以上となるように前記粉末層を圧縮する充填度調整工程と、
前記充填度調整工程を経た前記粉末層に、表面張力が20mN/m以上40mN/m以下である水系バインダー溶液を供給するバインダー溶液供給工程と、
を有する。
【図面の簡単な説明】
【0009】
実施形態に係る積層造形体の製造方法の構成を示す工程図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
図1に示す積層造形体の製造方法を説明するための図である。
金属焼結体の製造方法を説明するための工程図である。
【発明を実施するための形態】
【0010】
以下、本発明の積層造形体の製造方法の好適な実施形態を添付図面に基づいて詳細に説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
27日前
日本鋳造株式会社
鋳造方法
6か月前
個人
鋼の連続鋳造鋳片の切断装置
7か月前
UBEマシナリー株式会社
成形機
5か月前
マツダ株式会社
鋳造装置
6か月前
株式会社 寿原テクノス
金型装置
4か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社エスアールシー
インゴット
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
個人
透かし模様付き金属板の製造方法
4か月前
芝浦機械株式会社
成形機
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
株式会社キャステム
鋳造品の製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社クボタ
弁箱用の消失模型
5か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
トヨタ自動車株式会社
突き折り棒
12日前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
16日前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
新東工業株式会社
粉末除去装置
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
17日前
株式会社昭工舎
焼結体の製造方法
7か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
5か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
新東工業株式会社
測定装置
5か月前
キヤノン株式会社
樹脂微粒子の製造方法
5か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
日立Astemo株式会社
成形装置
1か月前
トヨタ自動車株式会社
異種金属部材の接合方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































