TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151985
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065853
出願日
2023-04-13
発明の名称
焼結体の製造方法
出願人
株式会社昭工舎
代理人
個人
,
個人
,
個人
主分類
B22F
3/035 20060101AFI20241018BHJP(鋳造;粉末冶金)
要約
【課題】異なる溶融点、焼結温度を有する金属粉末を用いて、金属粉末を溶融することなく、焼結体を製造することができ、かつ研磨や摩耗した場合でも確実にグラデーションが維持される焼結体の製造方法を提供する。
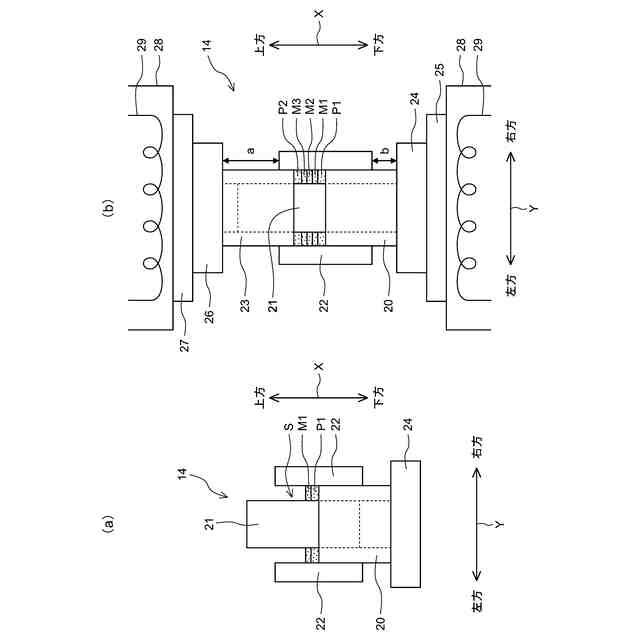
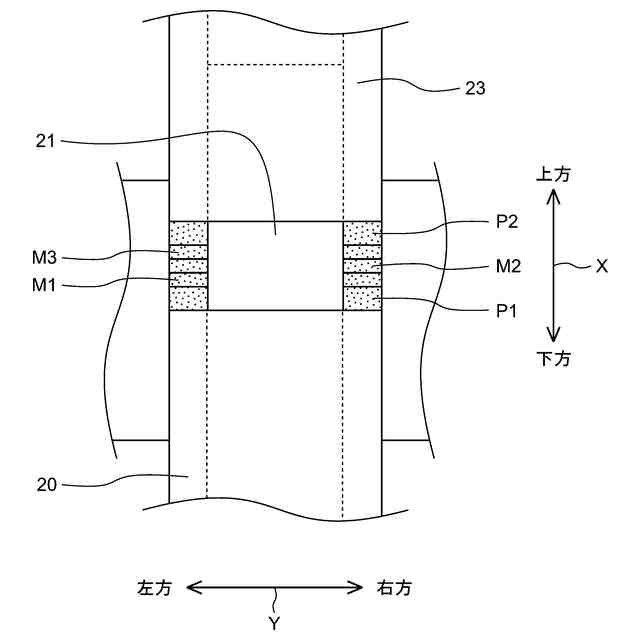
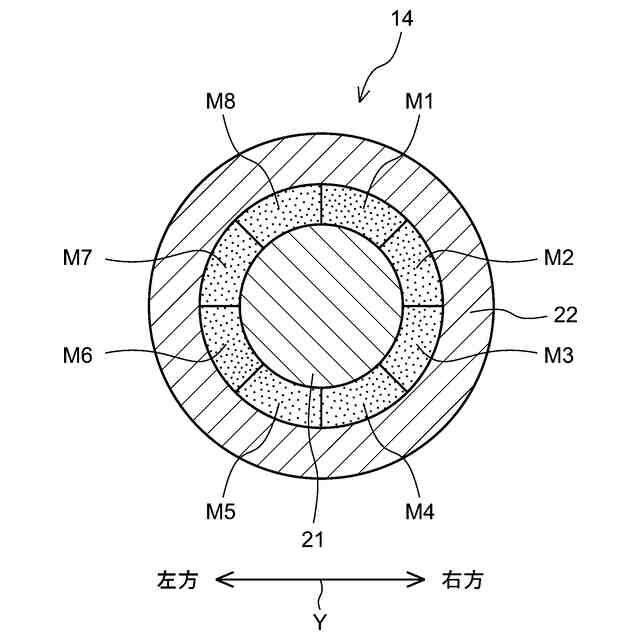
【解決手段】焼結体の製造方法は、グラデーションを有する宝飾品を製造するためのものであり、金合金粉体P1、プラチナ合金粉体P2、金粉合金紛体P1とプラチナ合金粉体P2の配合比が異なる各混合粉体M1からM3を層状に焼結用型枠14に充填する充填工程と、層状に充填された金合金粉体P1、プラチナ合金粉体P2及び混合粉体M1からM3を加圧しながら焼結する加圧焼結工程とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
グラデーションを有する宝飾品に用いる焼結体の製造方法において、
少なくとも第一金属粉体と第二金属粉体とを用い、前記第一金属粉体と前記第二金属粉体の配合比が異なる各混合粉体を層状に型枠に充填する充填工程と、
層状に充填された混合粉体を、加圧しながら焼結する加圧焼結工程と、を含む、
ことを特徴とする焼結体の製造方法。
続きを表示(約 580 文字)
【請求項2】
前記型枠が円筒状又は円柱状であり、前記型枠の下側から上側にかけて、又は前記型枠の周方向にかけて、配合比が異なる前記各混合粉体が充填される、
ことを特徴とする請求項1に記載の焼結体の製造方法。
【請求項3】
前記第一金属粉体、前記第二金属粉体が、金、銀、白金、パラジウム、銅、亜鉛、ニッケル、インジウム、ガリウム、アルミニウム、ルテニウム又は、これらの群から選択される少なくとも1種を含む合金のいずれかで構成される、
ことを特徴とする請求項1又は請求項2に記載の焼結体の製造方法。
【請求項4】
前記第一金属粉体と前記第二金属粉体の粒径が5μmから200μmである、
ことを特徴とする請求項1又は請求項2に記載の焼結体の製造方法。
【請求項5】
前記加圧焼結工程は、放電プラズマ焼結法により行い、前記混合粉体を押圧する圧力が5MPaから100MPaであり、前記混合粉体を押圧する圧力を段階的に大きくする、
ことを特徴とする請求項1又は請求項2に記載の焼結体の製造方法。
【請求項6】
前記加圧焼結工程において、前記型枠に温度傾斜を生じさせ、前記混合粉体を焼結する、
ことを特徴とする請求項1又は請求項2に記載の焼結体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、グラデーションを有する宝飾品に用いる焼結体の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
指輪やネックレスなどの宝飾品では、色合いを含めた優れた意匠性が求められる。中でも、2以上の色で構成されたグラデーションを有する宝飾品は、見た目のデザイン性から人気が高い。宝飾品にグラデーションを付与する方法として、化学反応法、表面コーティング法、鋳造法など様々な方法が知られている(例えば、特許文献1)。特許文献1に開示されている装飾部品の製造方法は、亜酸化銅を含む酸化物層を表面に有する装飾部品を電気炉内にて酸素分圧や供給速度を調整し、表面が銅で形成された部品前駆体を所定の温度に加熱した後に冷却して、酸化物層を形成することで、酸化物層の一端側から他端側に向けて、酸化物層の色の濃淡をグラデーション状に変化させている。これ以外にも、宝飾品の表面をガスバーナーで処理する方法や宝飾品の表面を塗装する方法も知られている。
【0003】
一方、特許文献2には、金属粒子の原料を混合し、真空雰囲気中で放電プラズマ焼結させ、単色の複合材料を製造する方法が開示され、特許文献3には、白金と金に鉄を添加した素材とを複合し、酸素を含んだ雰囲気中で200℃から450℃の温度で加熱し、金-鉄合金の色調を変化させて白金の色模様を現出させ、審美性にすぐれた色模様を有する単色の貴金属複合材料を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-285515号公報
特開2007-92119号公報
特開平3-202454号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ガスバーナーを用いて酸化物層を形成してグラデーションを付与する場合、酸化物層の色合いの再現性は乏しく、均一な色合いに制御することが困難である。さらに、上述した、表面をガスバーナーで処理する方法や宝飾品の表面を塗装する方法、電気炉を利用した方法で作製した宝飾品は、宝飾品の表面層にグラデーションや所望の色合いを付与することができるが、表面層以外の部分はグラデーションが付与されていない。そのため、後処理で研磨したり、使用している間に表面が激しく摩耗したりした場合、グラデーションを構成する表面層が剥げてしまう場合がある。
【0006】
そこで、本発明は、異なる溶融点、焼結温度を有する金属粉末を用いて、金属粉末を溶融することなく焼結体を製造することができ、かつ研磨や摩耗した場合でも確実にグラデーションが維持される焼結体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る焼結体の製造方法は、グラデーションを有する宝飾品に用いる焼結体を製造するものであり、少なくとも第一金属粉体と第二金属粉体とを用い、第一金属粉体と第二金属粉体の配合比が異なる各混合粉体を層状に型枠に充填する充填工程と、層状に充填された混合粉体を、加圧しながら焼結する加圧焼結工程と、を含むことを特徴とする。
【0008】
本発明に係る焼結体の製造方法は、型枠が円筒状又は円柱状であり、型枠の下側から上側にかけて、又は型枠の周方向にかけて、配合比が異なる各混合粉体が充填されることを特徴とする。
【0009】
本発明に係る焼結体の製造方法は、第一金属粉体、第二金属粉体が、金、銀、白金、パラジウム、銅、亜鉛、ニッケル、インジウム、ガリウム、アルミニウム、ルテニウム又は、これらの群から選択される少なくとも1種を含む合金のいずれかで構成されることを特徴とする。
【0010】
本発明に係る焼結体の製造方法は、第一金属粉体と第二金属粉体の粒径が5μmから200μmであることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
個人
鋼の連続鋳造鋳片の切断装置
9か月前
UBEマシナリー株式会社
成形機
7か月前
日本鋳造株式会社
鋳造方法
9か月前
マツダ株式会社
鋳造装置
8か月前
三菱電機株式会社
三次元造形装置
6か月前
株式会社 寿原テクノス
金型装置
6か月前
株式会社プロテリアル
合金粉末の製造方法
4か月前
株式会社エスアールシー
インゴット
7か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
中子の製造方法
11日前
芝浦機械株式会社
成形機
5か月前
株式会社キャステム
鋳造品の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
芝浦機械株式会社
成形機
5か月前
株式会社浅沼技研
半溶融金属の成形方法
7か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
株式会社クボタ
弁箱用の消失模型
7か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
東洋機械金属株式会社
ダイカストマシン
7か月前
トヨタ自動車株式会社
金型温度調整装置
7か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
旭有機材株式会社
鋳型の製造方法
16日前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
新東工業株式会社
粉末除去装置
7か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
株式会社豊田中央研究所
積層造形装置
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































