TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084371
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198227
出願日
2023-11-22
発明の名称
プレス成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/26 20060101AFI20250527BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形の工数を削減する。
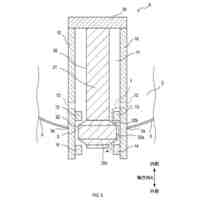
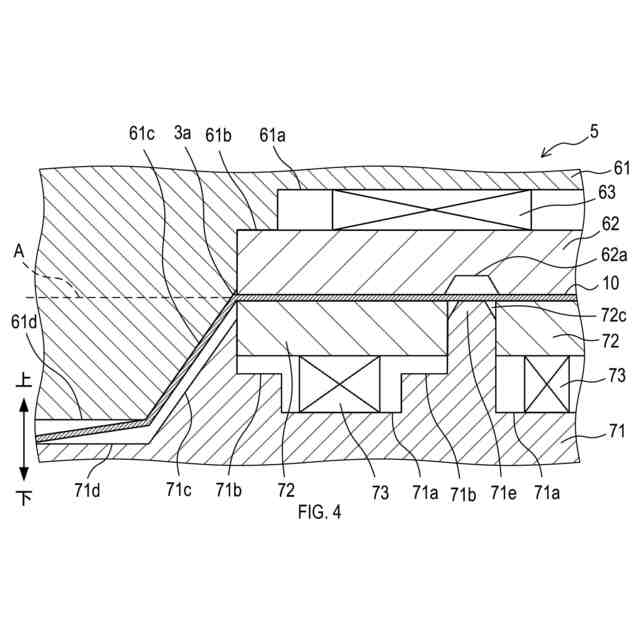
【解決手段】板状部と壁部とを備えるプレス成形品を製造するために、板状のブランク材に対し板厚方向の第1側に位置する第1挟持構造と、ブランク材に対し第1側とは反対側である板厚方向の第2側に位置する第2挟持構造と、によってブランク材が挟持される。板厚方向に平行な方向であって第1金型がブランク材に相対的に近づくプレス方向に第1金型を移動させることにより行われるプレス成形によって、ブランク材に壁部が形成される。第1金型をプレス方向に更に移動させることにより行われるプレス成形によって、ブランク材に凹部を有する板状部が形成される。
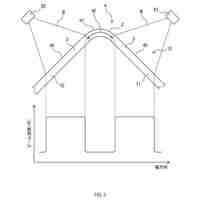
【選択図】図4
特許請求の範囲
【請求項1】
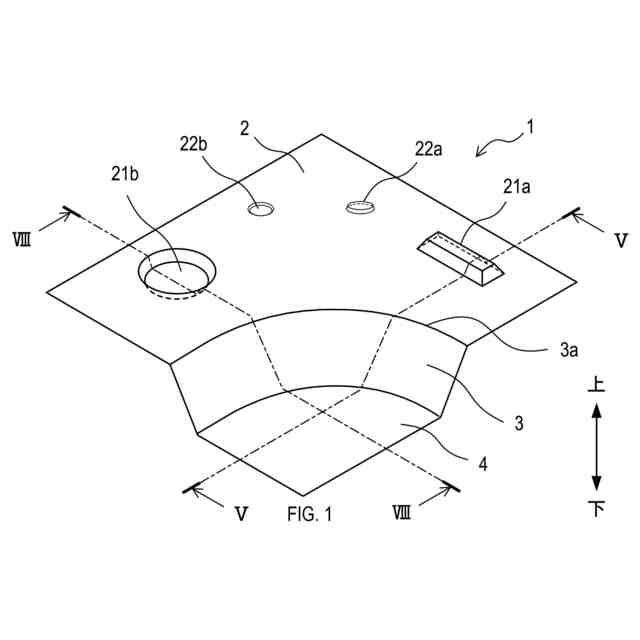
板厚方向に凹む凹部を有する板状部と、前記板状部の端部から前記板状部と交差する方向に延びる壁部と、を備えるプレス成形品の製造方法であって、
板状のブランク材に対し前記板厚方向の第1側に位置する第1挟持構造と、前記ブランク材に対し前記第1側とは反対側である前記板厚方向の第2側に位置する第2挟持構造と、によって前記ブランク材を挟持することと、
前記第1挟持構造と前記第2挟持構造とによって挟持された前記ブランク材に対するプレス成形を、前記ブランク材よりも前記第1側に位置する第1金型、及び、挟持部であって前記第1挟持構造、前記第2挟持構造、及び前記ブランク材の集合である挟持部の少なくとも一方を、前記板厚方向に平行な方向であって前記第1金型が前記ブランク材に相対的に近づくプレス方向に移動させることにより行い、当該プレス成形によって、前記ブランク材に前記壁部を形成することと、
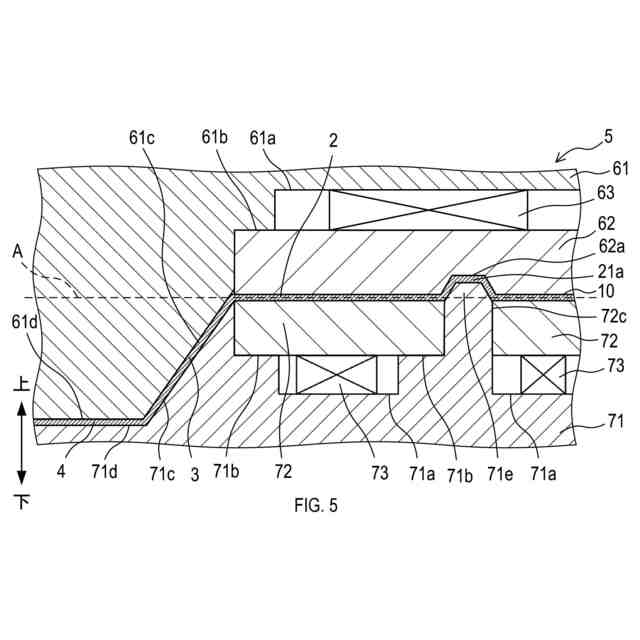
前記壁部が形成されている前記ブランク材に対するプレス成形を、前記第1金型と、前記ブランク材よりも前記第2側に位置する第2金型とが近づくように、前記第1金型及び前記第2金型の少なくとも一方を前記プレス方向に更に移動させることにより行い、当該プレス成形によって、前記ブランク材に前記凹部を有する前記板状部を形成することと、
を含む、
プレス成形品の製造方法。
続きを表示(約 790 文字)
【請求項2】
請求項1に記載のプレス成形品の製造方法であって、
前記壁部を形成することは、前記第1金型を前記プレス方向に移動させることにより、前記ブランク材に前記壁部を形成することを含み、
前記板状部を形成することは、前記第1金型と前記第2金型との接近により前記ブランク材に前記凹部が形成されるように、前記第1金型を前記プレス方向に更に移動させることにより、前記ブランク材に前記凹部を有する前記板状部を形成することを含む、
プレス成形品の製造方法。
【請求項3】
請求項1に記載のプレス成形品の製造方法であって、
前記板状部は、前記凹部としての第1凹部と、前記第1凹部よりも浅く前記板厚方向に凹む第2凹部と、を有し、
前記ブランク材を挟持することは、前記第1挟持構造と前記第2挟持構造とによって前記ブランク材を挟持することにより、前記ブランク材に前記第2凹部を形成することを含む、
プレス成形品の製造方法。
【請求項4】
請求項1に記載のプレス成形品の製造方法であって、
前記ブランク材を挟持することは、前記第1挟持構造と前記第2挟持構造とによって、前記板厚方向に直交する方向に離れた少なくとも2点で前記ブランク材を挟持することを含み、
前記少なくとも2点は、第1点と第2点とを含み、
前記板状部を形成することは、前記第1金型及び前記第2金型の少なくとも一方を、前記第1点と前記第2点との間を通すように移動させることによって、前記ブランク材に前記凹部を形成することを含む、
プレス成形品の製造方法。
【請求項5】
請求項1に記載のプレス成形品の製造方法であって、
前記ブランク材は、ハイテン材により構成される、
プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はプレス成形品の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
プレス成形によって、板状のブランク材に伸びフランジを形成する技術が知られている。伸びフランジとは、例えばブランク材を折り曲げる加工により形成される形状であって、折れ曲がった部分である稜線がブランク材に対し凹型の円弧状である形状のことをいう。
【0003】
例えば、特許文献1には、プレス成形によってブランク材に伸びフランジを形成するときに、ブランク材をパンチとパッドとで挟持して固定することによって、ブランク材にシワが生じることを抑制する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-042826号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
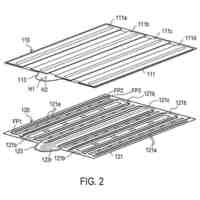
伸びフランジに加えて、稜線に対し伸びフランジとは反対側の部分である板状部に、板厚方向に凹む凹部を有するプレス成形品を形成することを考える。
特許文献1で開示されているような従来技術において、伸びフランジの形成と凹部の形成とをプレス成形によって同時に形成する場合、ブランク材を挟持するパンチ及びパッドによって凹部を形成するためには、板厚方向に突出した凸部がパンチ又はパッドに形成されている必要がある。このため、ブランク材をパンチとパッドとで挟持すると、凸部によってブランク材とパンチ又はパッドとの隙間が板厚以上になるパッド浮きが発生する。
【0006】
ブランク材にパッド浮きが発生している状態でプレス成形による伸びフランジの形成を行うと、特にブランク材がハイテン材のような材料伸びが小さい材料である場合、ブランク材にシワが生じやすい。
【0007】
このため、伸びフランジと凹部とを有するプレス成形品を得るためには、伸びフランジの形成中にシワの発生を抑制するために、凹部の形成を伸びフランジの形成の後の工程で行う必要があった。更には、伸びフランジで用いた金型とは別の金型を、凹部の形成のために用意する必要があった。
【0008】
本開示の一局面は、プレス成形の工数を削減することにある。
【課題を解決するための手段】
【0009】
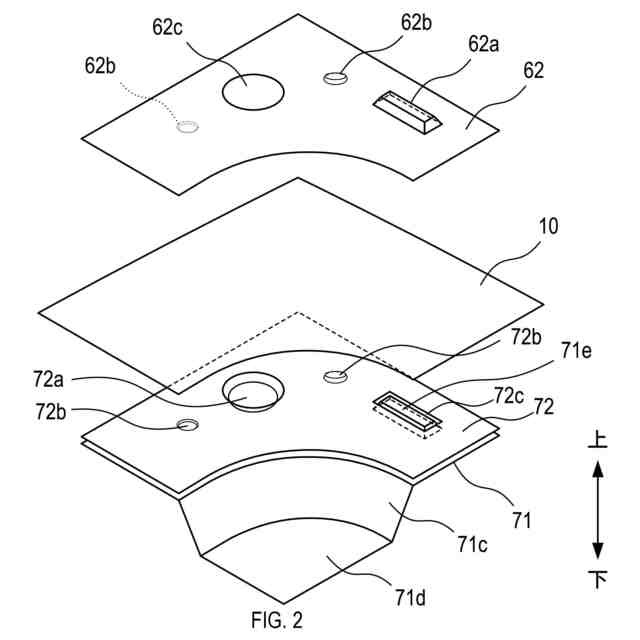
本開示の一態様は、板厚方向に凹む凹部を有する板状部と、板状部の端部から板状部と交差する方向に延びる壁部と、を備えるプレス成形品の製造方法である。プレス成形品の製造方法は、ブランク材を挟持することと、ブランク材に壁部を形成することと、ブランク材に凹部を有する板状部を形成することと、を備える。
【0010】
ブランク材を挟持することは、第1挟持構造と、第2挟持構造と、によってブランク材を挟持することを含む。第1挟持構造は、板状のブランク材に対し板厚方向の第1側に位置する。第2挟持構造は、ブランク材に対し第1側とは反対側である板厚方向の第2側に位置する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
熱交換器
4日前
フタバ産業株式会社
排気装置
5日前
フタバ産業株式会社
熱交換器
7日前
フタバ産業株式会社
排水装置
1か月前
フタバ産業株式会社
キャニスタ
1か月前
フタバ産業株式会社
排気系部品
1か月前
フタバ産業株式会社
消音器の製造方法
26日前
フタバ産業株式会社
ロボット制御装置
1か月前
フタバ産業株式会社
金属部材の製造方法
今日
フタバ産業株式会社
金属部材の製造方法
11日前
フタバ産業株式会社
排気部品の製造方法
1か月前
フタバ産業株式会社
排気系部品の製造方法
12日前
フタバ産業株式会社
焼入れ方法、及び焼入れ装置
11日前
フタバ産業株式会社
インパネリインフォースメント
7日前
フタバ産業株式会社
抵抗スポット溶接方法及び抵抗スポット溶接装置
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
4か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
26日前
株式会社不二越
NC転造盤
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社アマダ
曲げ加工機
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
日産自動車株式会社
逐次成形方法
5か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ