TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091567
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023206858
出願日
2023-12-07
発明の名称
排気部品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F01N
13/14 20100101AFI20250612BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
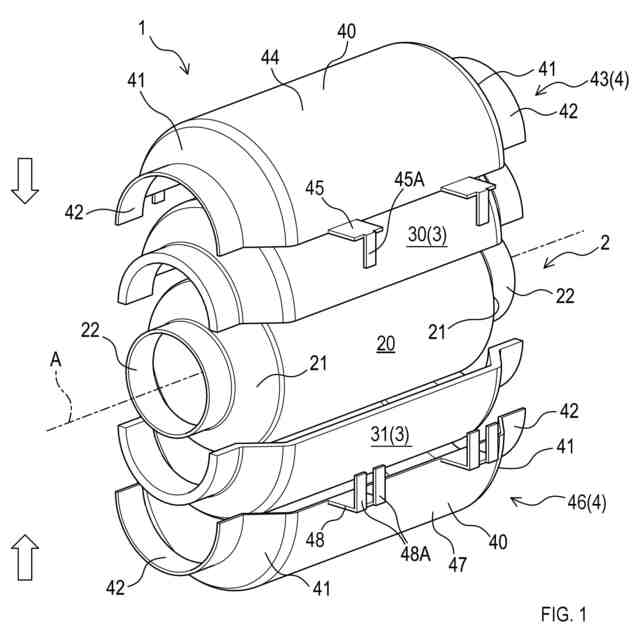
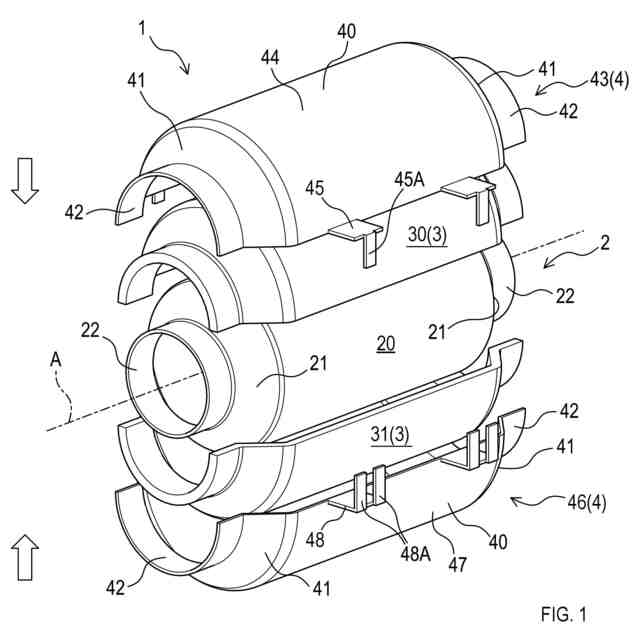
【課題】インシュレータを形成する際の位置決めをより容易にする。
【解決手段】車両の排気部品の製造方法は、インシュレータに含まれる第1及び第2部材を配置することと、第1及び第2部材同士を接合することと、を備える。第1部材は、第1本体部と、第1本体部の端部の第1接合部と、第1接合部に設けられる第1位置決め部とを有する。第2部材は、第2本体部と、第2本体部の端部の第2接合部と、第2接合部に設けられる2つの第2位置決め部とを有する。第1及び第2部材を配置した際、第1接合部は、第2接合部と対面し、且つ、第1位置決め部は、2つの第2位置決め部の間に位置する。第1及び第2接合部同士をかしめることで、第1及び第2部材同士が接合される。
【選択図】図1
特許請求の範囲
【請求項1】
車両の排気部品の製造方法であって、
軸線に沿って延びる部材であって、内部に排気の流路が設けられる部材である流路部材を間に挟むように、前記流路部材を囲むインシュレータに含まれる板状の部材である第1及び第2部材を配置することと、
前記第1及び第2部材同士を接合することと、を備え、
前記第1部材は、前記流路部材の外周面に対面するように配置される第1本体部と、前記第1本体部における前記軸線を中心とした周方向の端部に位置するフランジ状の部位である第1接合部と、前記第1接合部に設けられた第1位置決め部とを有し、
前記第2部材は、前記流路部材の外周面に対面するように配置される第2本体部と、前記第2本体部における前記周方向の端部に位置するフランジ状の部位である第2接合部と、前記第2接合部に設けられ、前記軸線の方向に並ぶ2つの第2位置決め部とを有し、
前記第1及び第2部材を配置した際、前記第1接合部は、前記第2接合部と対面し、且つ、前記第1位置決め部は、2つの前記第2位置決め部の間に位置し、
前記第1及び第2接合部同士をかしめることで、前記第1及び第2部材同士が接合され、
前記第1位置決め部は、前記第1接合部における前記第1本体部の反対側の端部に設けられ、前記第2接合部側に突出する板状の部位である、及び/又は、2つの前記第2位置決め部は、前記第2接合部における前記第2本体部の反対側の端部に設けられ、前記第1接合部側に突出する板状の部位である、
排気部品の製造方法。
続きを表示(約 270 文字)
【請求項2】
請求項1に記載の排気部品の製造方法であって、
前記第1及び第2部材を配置した後、前記第1位置決め部及び/又は2つの前記第2位置決め部を、前記第1及び第2本体部側に折り曲げ、前記第1及び第2接合部と重なるようにすること
をさらに備える排気部品の製造方法。
【請求項3】
請求項2に記載の排気部品の製造方法であって、
前記第1及び第2部材同士を接合する際、前記第1及び第2接合部と、折り曲げられた前記第1位置決め部及び/又は2つの前記第2位置決め部をかしめる
排気部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、排気部品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
車両のコンバータ等といった部品の外周面を覆うインシュレータが知られている。特許文献1のインシュレータは、断面が半円状の上側部材と下側部材とを有しており、上側部材及び下側部材同士を接合する際には、まず、コンバータを上下方向に挟むようにこれらの部材が配置される。そして、これらの部材におけるフランジ部同士をV字状にかしめることで、これらの部材が接合され、インシュレータが形成される。
【先行技術文献】
【特許文献】
【0003】
特開2019-94852号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された技術では、上側部材と下側部材とを接合する工程において、これらの部材が、コンバータの軸線の方向にずれる恐れがある。
本開示の一態様では、インシュレータを形成する際の位置決めをより容易にするのが望ましい。
【課題を解決するための手段】
【0005】
本開示の一態様は、車両の排気部品の製造方法であって、軸線に沿って延びる部材であって、内部に排気の流路が設けられる部材である流路部材を間に挟むように、流路部材を囲むインシュレータに含まれる板状の部材である第1及び第2部材を配置することと、第1及び第2部材同士を接合することと、を備える。第1部材は、第1本体部と、第1接合部と、第1位置決め部とを有する。第1本体部は、流路部材の外周面に対面するように配置される。第1接合部は、第1本体部における軸線を中心とした周方向の端部に位置するフランジ状の部位である。第1位置決め部は、第1接合部に設けられる。第2部材は、第2本体部と、第2接合部と、2つの第2位置決め部とを有する。第2本体部は、流路部材の外周面に対面するように配置される。第2接合部は、第2本体部における周方向の端部に位置するフランジ状の部位である。2つの第2位置決め部は、第2接合部に設けられ、軸線の方向に並ぶ。第1及び第2部材を配置した際、第1接合部は、第2接合部と対面し、且つ、第1位置決め部は、2つの第2位置決め部の間に位置する。第1及び第2接合部同士をかしめることで、第1及び第2部材同士が接合される。第1位置決め部は、第1接合部における第1本体部の反対側の端部に設けられ、第2接合部側に突出する板状の部位である、及び/又は、2つの第2位置決め部は、第2接合部における第2本体部の反対側の端部に設けられ、第1接合部側に突出する板状の部位である。
【0006】
上記構成によれば、第1及び第2部材を配置した際、第1位置決め部が2つの第2位置決め部の間に配置され易くなる。したがって、インシュレータを形成する際、第1及び第2部材の位置決めがより容易になる。
【0007】
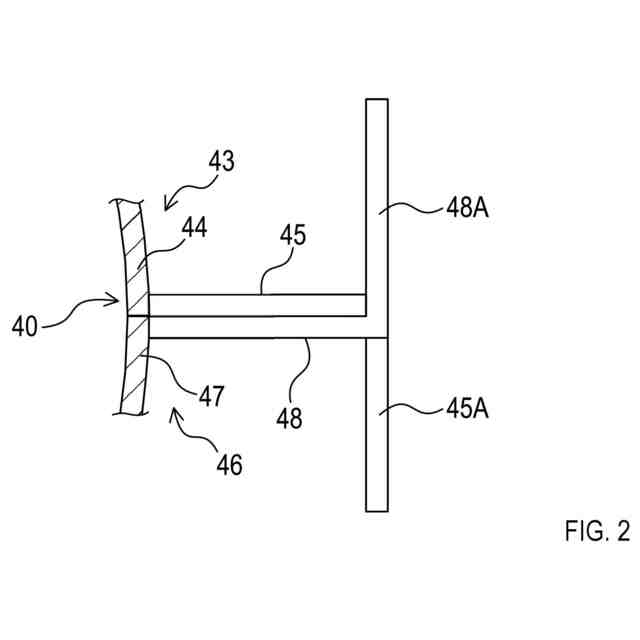
本開示の一態様は、第1及び第2部材を配置した後、第1位置決め部及び/又は2つの第2位置決め部を、第1及び第2本体部側に折り曲げ、第1及び第2接合部と重なるようにすることをさらに備えてもよい。
【0008】
上記構成によれば、第1位置決め部及び/又は2つの第2位置決め部により、排気部品の製造や排気部品の取り付け等の作業が妨げられるのを抑制できる。
本開示の一態様では、第1及び第2部材同士を接合する際、第1及び第2接合部と、折り曲げられた第1位置決め部及び/又は2つの第2位置決め部をかしめてもよい。
【0009】
上記構成によれば、第1及び第2部材同士を好適に接合できる。
【図面の簡単な説明】
【0010】
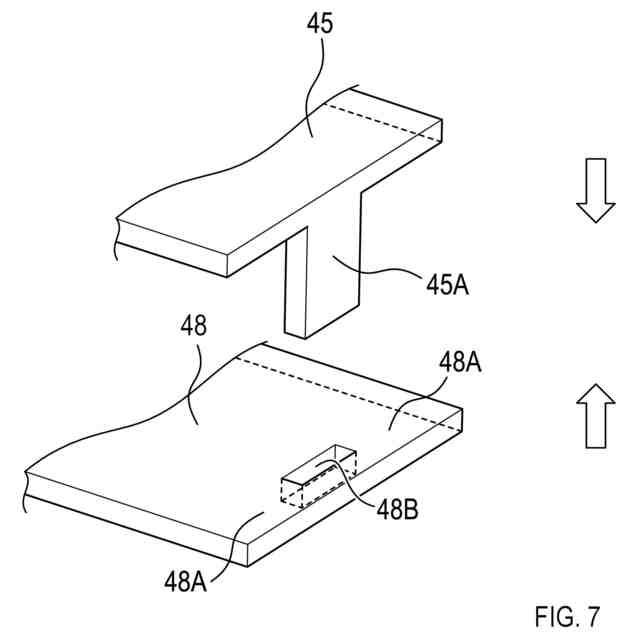
第1実施形態の配置工程の説明図である。
第1実施形態の配置工程にて配置された第1及び第2接合部と第1及び第2位置決め部とを、軸線の方向に沿って視認した側面図である。
第1実施形態の配置工程にて配置された第1及び第2接合部と第1及び第2位置決め部との斜視図である。
第1実施形態の折曲げ工程にて折り曲げられた第1及び第2位置決め部を、軸線の方向に沿って視認した側面図である。
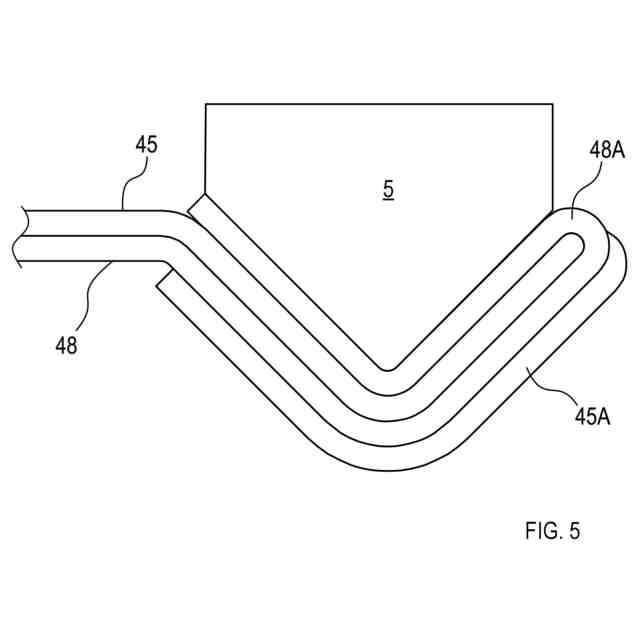
第1実施形態の接合工程の説明図である。
第1実施形態の接合工程によりかしめられた第1及び第2接合部と第1及び第2位置決め部との斜視図である。
第2実施形態の配置工程の説明図である。
第3実施形態の配置工程の説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ