TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034544
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140980
出願日
2023-08-31
発明の名称
異常検出方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/16 20060101AFI20250306BHJP(鋳造;粉末冶金)
要約
【課題】信号データが不足した場合であっても主成分分析に支障を来さずに異常検出を継続可能な異常検出方法を提供する。
【解決手段】主成分分析に必要な信号データが不足する場合、不足する信号データに隣接又は関連する正常な信号データを用いて不足する信号データを推定補完し、主成分分析を実施して主成分ベクトルを算出する際には、推定補完された信号データに意図的なバラツキを与えて用い、その主成分ベクトルからQ統計量を算出する際には、推定補完された信号データに意図的なバラツキを与えずに用いる。
【選択図】図1
特許請求の範囲
【請求項1】
設備における同種の複数の信号データの主成分分析結果から前記設備の異常を検出する異常検出方法において、
前記主成分分析に必要な信号データが不足する場合、前記不足する信号データに隣接又は関連する正常な信号データを用いて前記不足する信号データを推定補完し、前記主成分分析を実施して主成分ベクトルを算出する際には、推定補完された信号データに意図的なバラツキを与えて用い、Q統計量を算出する際には、推定補完された信号データに意図的なバラツキを与えずに用いることを特徴とする異常検出方法。
続きを表示(約 220 文字)
【請求項2】
前記信号データの不足は、センサの故障、設備交換に伴うセンサの数の不足、製品の寸法変動又は位置変動に伴うセンサからの信号データの出力数の不足の何れか1つを原因とすることを特徴とする請求項1に記載の異常検出方法。
【請求項3】
前記信号データは、連続鋳造設備の鋳型内部の温度センサの出力信号であり、前記異常は、連続鋳造設備におけるブレークアウト予知であることを特徴とする請求項1又は2に記載の異常検出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、異常検出方法、特に設備における同種の複数の信号データの主成分分析結果から設備の異常を検出する異常検出方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
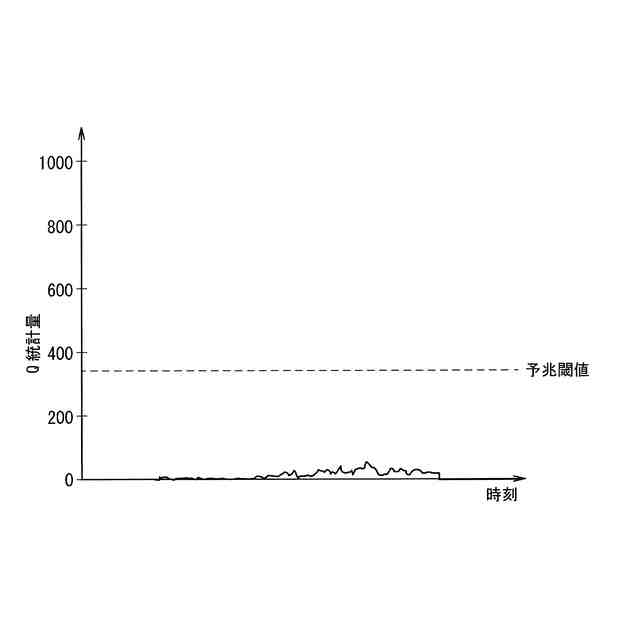
このような異常検出方法としては、例えば下記特許文献1に記載されるものがある。この異常検出方法は、連続鋳造設備の鋳型に設けられた複数の温度センサの出力信号を用い、それらの信号データ(温度データ)の主成分分析結果から連続鋳造設備のブレークアウトを予知するものである。この異常検出方法では、検出された鋳型の複数の温度データから主成分分析によって主成分ベクトルを算出し、この主成分ベクトルを用いたQ統計量が所定値を超えるような場合にブレークアウトが生じる予兆であるとして設備の異常を検出するものである。主成分分析には、一定数のデータ(信号データ)が必要とされるので、例えば温度センサの故障(異常)や設備交換に伴う温度センサの数の不足などにより、信号データが不足する場合には、内挿や外挿などによって信号データを推定補完する手法も記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6950860号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、推定補完された信号データが十分な精度でない場合もあり、そのような場合には、主成分分析による主成分ベクトルの算出精度が低下し、Q統計量が大きくなって設備の異常、すなわちブレークアウトの予兆を誤判定してしまうおそれがある。ブレークアウトの予兆が誤判定されると、連続鋳造設備の稼働を停止せざるを得ず、鋳鋼の生産効率が低下してしまう。例えば、信号データの不足が温度センサの故障によるものであれば、連続鋳造設備の稼働を停止せず、設備の休止時に温度センサを交換或いは温度センサを含む設備(鋳型)を交換すればよいが、補完される信号データの推定精度を向上するには限界がある。すなわち、信号データが不足した場合であっても主成分分析に支障を来さずに異常検出を継続可能な異常検出方法が望まれる。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その目的は、信号データが不足した場合であっても主成分分析に支障を来さずに異常検出を継続可能な異常検出方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の一態様に係る異常検出方法は、設備における同種の複数の信号データの主成分分析結果から前記設備の異常を検出する異常検出方法において、前記主成分分析に必要な信号データが不足する場合、前記不足する信号データに隣接又は関連する正常な信号データを用いて前記不足する信号データを推定補完し、前記主成分分析を実施して主成分ベクトルを算出する際には、推定補完された信号データに意図的なバラツキを与えて用い、Q統計量を算出する際には、推定補完された信号データに意図的なバラツキを与えずに用いることを要旨とする。
【0007】
また、本発明の更なる態様は、前記信号データの不足は、センサの故障、設備交換に伴うセンサの数の不足、製品の寸法変動又は位置変動に伴うセンサからの信号データの出力数の不足の何れか1つを原因とすることを特徴とする。
本発明の更なる態様は、前記信号データは、連続鋳造設備の鋳型内部の温度センサの出力信号であり、前記異常は、連続鋳造設備におけるブレークアウト予知であることを特徴とする。
【発明の効果】
【0008】
本発明の異常検出方法によれば、信号データが不足した場合であっても主成分分析に支障を来すことがないので、設備の稼働を低減することなく、異常検出を継続することができる。
【図面の簡単な説明】
【0009】
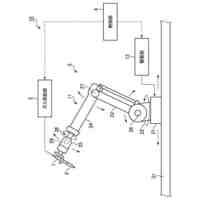
本発明の異常検出方法が適用された連続鋳造設備の一実施形態を示す概略構成図である。
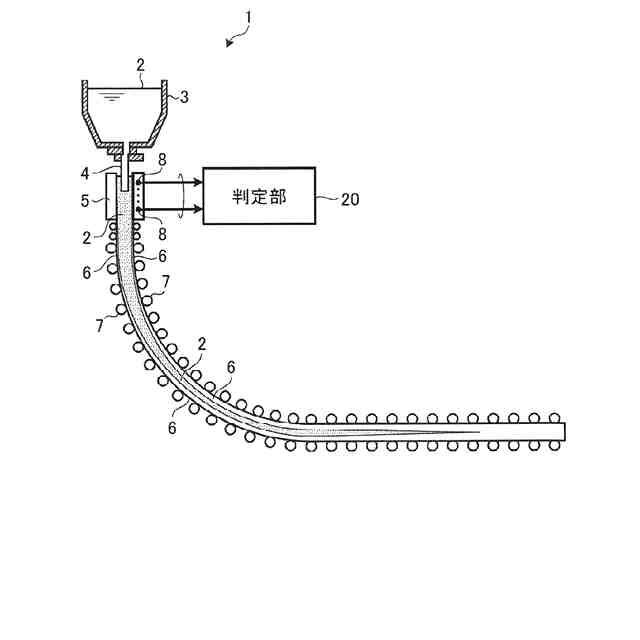
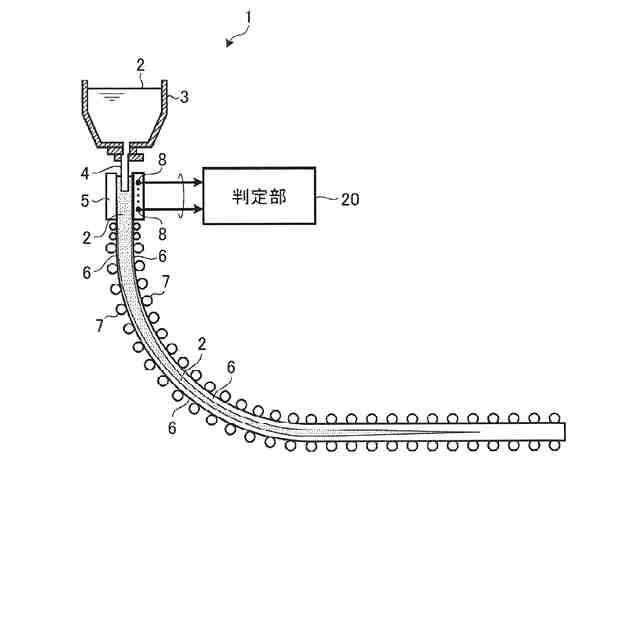
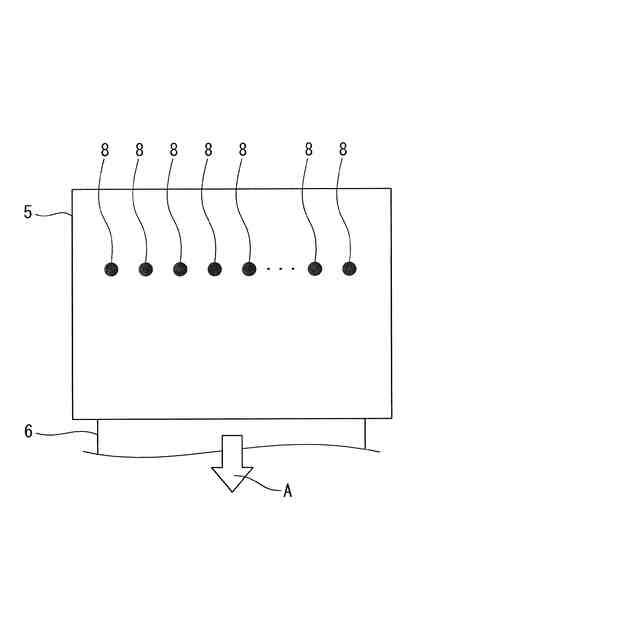
図1の連続鋳造機の鋳型の説明図である。
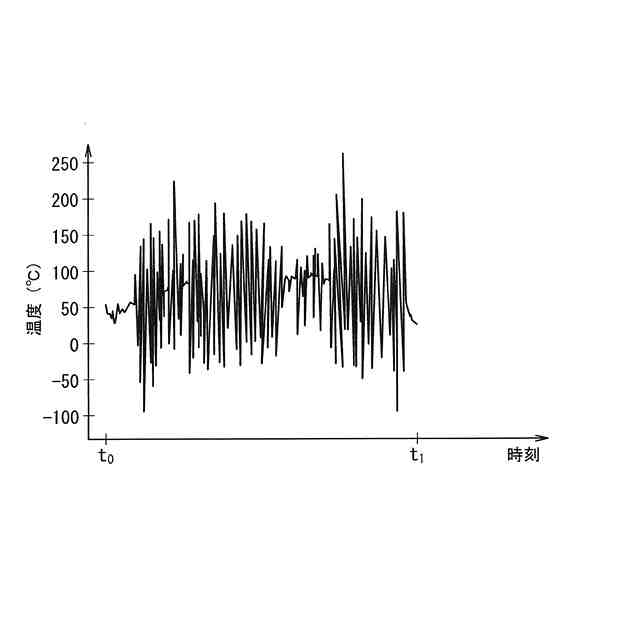
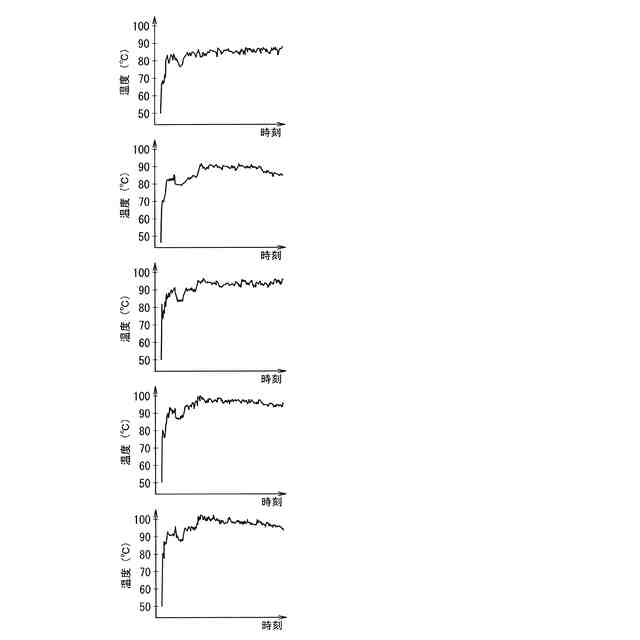
図2の温度センサで検出された温度データの一例を示すグラフである。
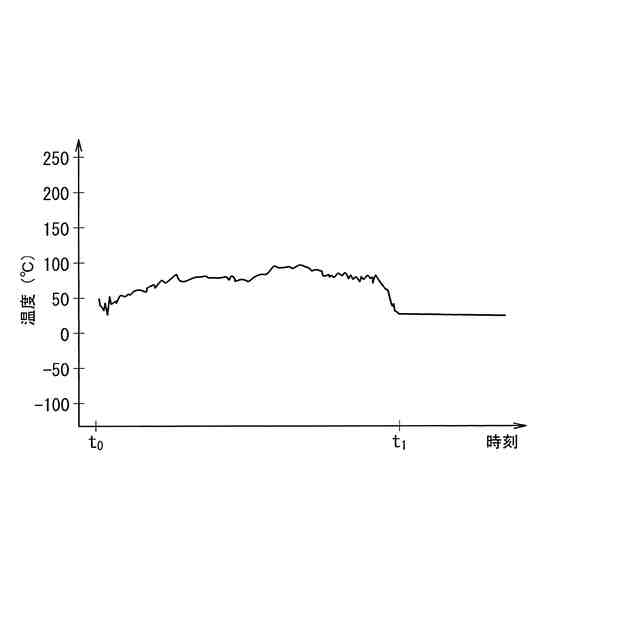
図2の温度センサで検出された温度データの他の例を示すグラフである。
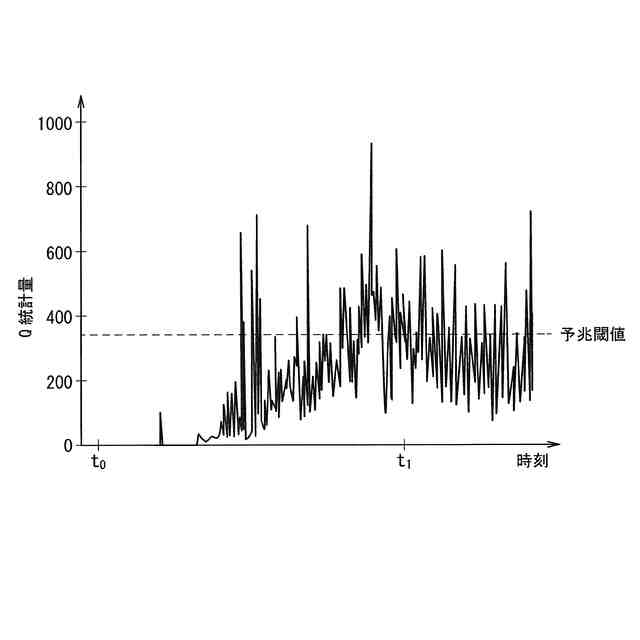
図3、図4の温度データを用いて算出されたQ統計量のグラフである。
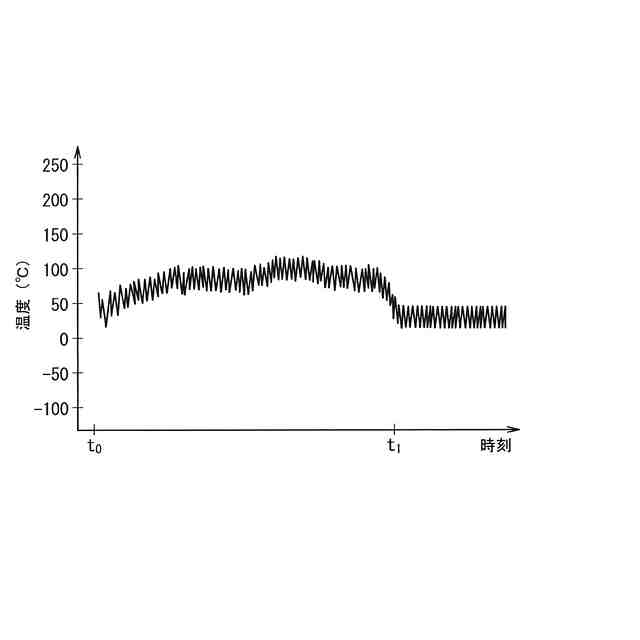
主成分ベクトルの算出に用いられる推定補完された温度データの一例を示すグラフである。
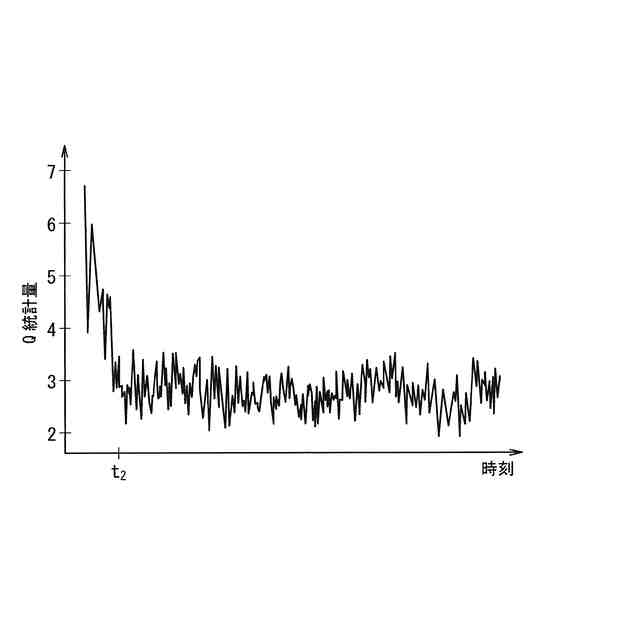
図6の温度データを用いて算出されたQ統計量のグラフである。
図2の温度センサで検出された温度データの例を示すグラフである。
正常な図8の温度データを用いて算出されたQ統計量のグラフである。
図8の1つの温度データを意図的にずらして算出されたQ統計量のグラフである。
図1の1つの温度データを意図的にずらし且つ意図的にバラツキを与えて算出されたQ統計量のグラフである。
【発明を実施するための形態】
【0010】
以下に、本発明の異常検出方法の実施形態について図面を参照して詳細に説明する。以下に示す実施形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記の実施形態に特定するものではない。また、図面は模式的なものである。そのため、厚みと平面寸法との関係、比率等は現実のものとは異なることに留意すべきであり、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
トヨタ自動車株式会社
中子の製造方法
23日前
トヨタ自動車株式会社
中子の製造方法
3日前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
芝浦機械株式会社
成形機
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
旭有機材株式会社
鋳型の製造方法
8日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
24日前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
日立Astemo株式会社
成形装置
4か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
artience株式会社
接合用ペースト、及び接合体
24日前
artience株式会社
接合用ペースト、及び接合体
24日前
artience株式会社
接合用ペースト、及び接合体
24日前
セイコーエプソン株式会社
製造方法
3か月前
株式会社神戸製鋼所
鋼の製造方法
5か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
3か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ