TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025035596
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2023142733
出願日
2023-09-04
発明の名称
ガスアトマイズ装置
出願人
大同特殊鋼株式会社
代理人
弁理士法人上野特許事務所
主分類
B22F
9/08 20060101AFI20250307BHJP(鋳造;粉末冶金)
要約
【課題】溶湯ノズルの構造や、金属溶湯の過剰な加熱によらなくても、溶湯ノズルの閉塞を抑制することができるガスアトマイズ装置を提供する。
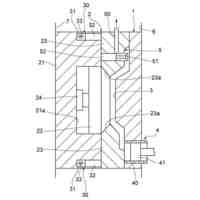
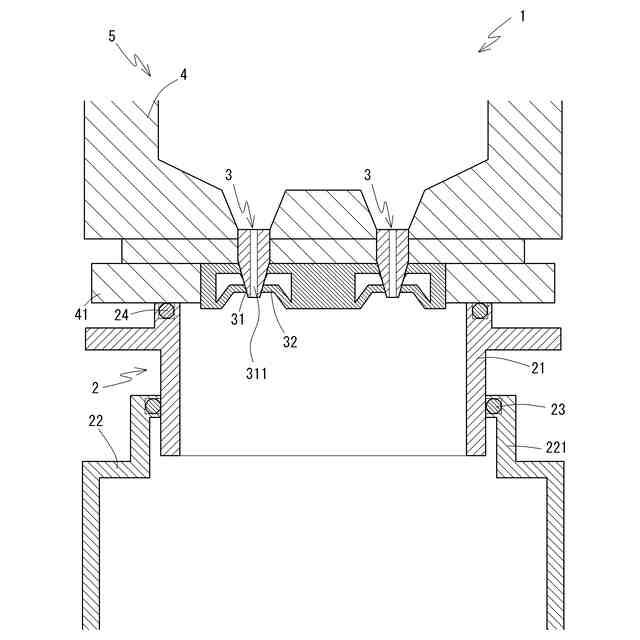
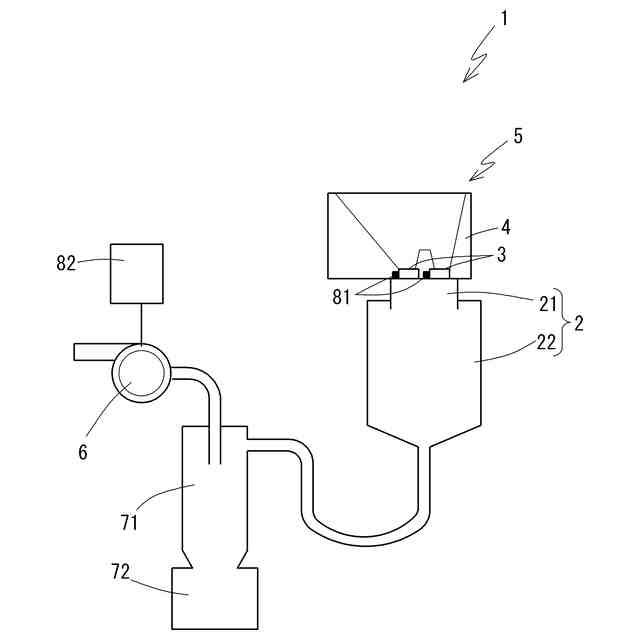
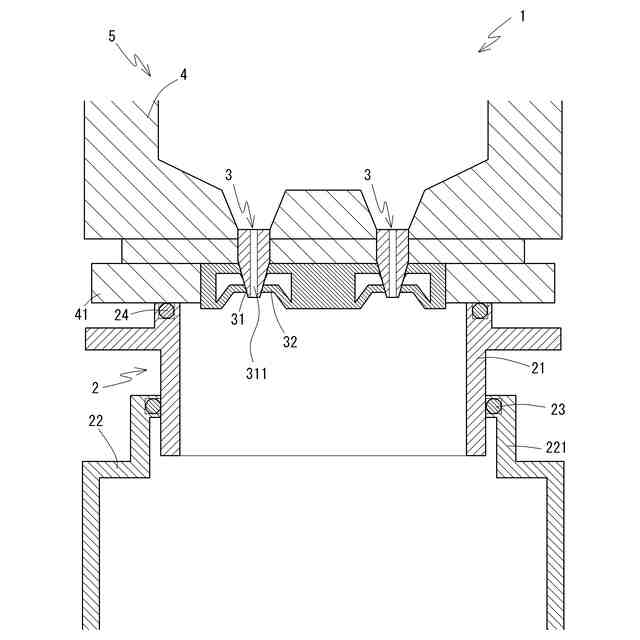
【解決手段】中空筒状のシリンダ21と、シリンダ21の一端に連結され、シリンダ21と内部空間が相互に連通した中空のチャンバ22と、シリンダ21の他端に取り付けられたアトマイズユニット5と、チャンバ22およびシリンダ21の内部空間を、圧力可変に排気することができる排気装置6と、を有し、アトマイズユニット5は、金属溶湯を貯留するタンディッシュ4と、タンディッシュ4内の金属溶湯をシリンダ内に向かって吐出する溶湯ノズル31と、溶湯ノズル31と一体に配置され、溶湯ノズル31から吐出された金属溶湯にガスを噴射するガスノズル32と、を備え、シリンダ21の軸方向に直交する内部空間の断面積が、シリンダ21において、チャンバ22よりも小さくなっている、ガスアトマイズ装置1とする。
【選択図】図2
特許請求の範囲
【請求項1】
中空筒状のシリンダと、
前記シリンダの軸方向の一端に連結され、前記シリンダと内部空間が相互に連通した中空のチャンバと、
前記シリンダの前記軸方向の他端に取り付けられたアトマイズユニットと、
前記チャンバおよび前記シリンダの前記内部空間を、圧力可変に排気することができる排気装置と、を有し、
前記アトマイズユニットは、金属溶湯を貯留するタンディッシュと、前記タンディッシュ内の前記金属溶湯を前記シリンダ内に向かって吐出する溶湯ノズルと、前記溶湯ノズルと一体に配置され、前記溶湯ノズルから吐出された前記金属溶湯にガスを噴射するガスノズルと、を備え、
前記シリンダの前記軸方向に直交する前記内部空間の断面積が、前記シリンダにおいて、前記チャンバよりも小さくなっている、ガスアトマイズ装置。
続きを表示(約 560 文字)
【請求項2】
前記ガスアトマイズ装置は、排気制御部をさらに有し、
前記排気制御部は、前記溶湯ノズル内の前記金属溶湯の温度、および製造すべき金属粉末の粒径の少なくとも一方に基づいて、前記排気装置の出力を制御し、前記内部空間の圧力を調整する、請求項1に記載のガスアトマイズ装置。
【請求項3】
前記排気制御部は、前記溶湯ノズル内の前記金属溶湯の温度が基準値よりも低い場合に、前記内部空間の圧力を低くする制御を行う、請求項2に記載のガスアトマイズ装置。
【請求項4】
前記排気制御部は、製造すべき金属粉末の粒径が小さいほど、前記内部空間の圧力を高くする制御を行う、請求項2に記載のガスアトマイズ装置。
【請求項5】
前記シリンダは、前記チャンバに対して、前記軸方向に沿って進退可能に取り付けられており、
前記アトマイズユニットは、前記シリンダに対して着脱可能となっている、請求項1から請求項4のいずれか1項に記載のガスアトマイズ装置。
【請求項6】
前記溶湯ノズルおよび前記ガスノズルを備えたガスアトマイズノズルが、前記タンディッシュに対して固定されて、前記アトマイズユニットが構成されている、請求項5に記載のガスアトマイズ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスアトマイズ装置に関し、さらに詳しくは、コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
粉末冶金や積層造形の原料等として、金属粉末材料に対する需要が大きい。金属粉末材料を製造する方法の1つとして、ガスアトマイズ法が広く用いられている。ガスアトマイズ法においては、溶湯ノズルから吐出した金属溶湯に、ガスノズルからガスを噴射することで、金属溶湯を微細な溶滴とし、凝固させて、金属粉末を形成する。中でも、溶湯ノズルとガスノズルが一体に設けられ、金属溶湯の吐出位置とガスの噴射位置を近接させたコンファインド型のガスアトマイズノズルを用いることで、噴射ガスによって金属溶湯に与える粉砕エネルギーを大きくし、微細な金属粉末を高効率で製造することができる。コンファインド型のガスアトマイズノズルは、例えば下記の特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-069512号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
コンファインド型のガスアトマイズノズルを備えたガスアトマイズ装置においては、溶湯ノズルのすぐ近傍で、高圧の噴射ガスによって、高温の金属溶湯を急冷する。そのため、溶湯ノズルの先端部が噴射ガスによって過剰に冷却されることで、溶湯ノズル内の金属溶湯が凝固し、凝固した金属によって溶湯ノズルの閉塞が起こる場合がある。特に、金属溶湯中の介在物が、溶湯ノズル内に蓄積することで、閉塞の原因となりやすい。そのような溶湯ノズルの閉塞を防ぐ手段として、上記特許文献1では、溶湯ノズルのノズル孔断面積を、溶湯入口部で最小に形成している。しかし、そのような特殊な構造の溶湯ノズルを用いなくても、溶湯ノズルの閉塞を回避できるように、ガスアトマイズ装置を構成しておくことが望まれる。また、閉塞を起こりにくくした特殊な構造のガスアトマイズノズルを用いるとしても、溶湯ノズルの閉塞を完全に避けることは難しく、溶湯ノズルの閉塞が起こりそうになった時に、ガスアトマイズにかかる条件を調整することで、溶湯ノズルの閉塞を回避できるようにすることが好ましい。
【0005】
ガスアトマイズにかかる条件の調整によって溶湯ノズルの閉塞を回避する方法の1つとして、溶湯ノズルに供給する金属溶湯を貯留しているタンディッシュにおいて、金属溶湯を高温になるまで加熱する手法がある。しかし、金属溶湯を高温に加熱すると、耐火物をはじめとして、タンディッシュや溶湯ノズルを構成する材料が劣化する可能性がある。構成材料の劣化は、タンディッシュや溶湯ノズルの寿命を短縮する要因となる。
【0006】
本発明が解決しようとする課題は、溶湯ノズルの構造や、金属溶湯の過剰な加熱によらなくても、溶湯ノズルの閉塞を抑制することができるガスアトマイズ装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明にかかるガスアトマイズ装置は、以下の構成を有している。
[1]本発明にかかるガスアトマイズ装置は、中空筒状のシリンダと、前記シリンダの軸方向の一端に連結され、前記シリンダと内部空間が相互に連通した中空のチャンバと、前記シリンダの前記軸方向の他端に取り付けられたアトマイズユニットと、前記チャンバおよび前記シリンダの前記内部空間を、圧力可変に排気することができる排気装置と、を有し、前記アトマイズユニットは、金属溶湯を貯留するタンディッシュと、前記タンディッシュ内の前記金属溶湯を前記シリンダ内に向かって吐出する溶湯ノズルと、前記溶湯ノズルと一体に配置され、前記溶湯ノズルから吐出された前記金属溶湯にガスを噴射するガスノズルと、を備え、前記シリンダの前記軸方向に直交する前記内部空間の断面積が、前記シリンダにおいて、前記チャンバよりも小さくなっている。
【0008】
[2]上記[1]の態様において、前記ガスアトマイズ装置は、排気制御部をさらに有し、前記排気制御部は、前記タンディッシュ内の前記金属溶湯の温度、および製造すべき金属粉末の粒径の少なくとも一方に基づいて、前記排気装置の出力を制御し、前記内部空間の圧力を調整するとよい。
【0009】
[3]上記[2]の態様において、前記排気制御部は、前記タンディッシュ内の前記金属溶湯の温度が基準値よりも低い場合に、前記内部空間の圧力を低くする制御を行うとよい。
【0010】
[4]また、上記[2]または[3]の態様において、前記排気制御部は、製造すべき金属粉末の粒径が小さいほど、前記内部空間の圧力を高くする制御を行うとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社 寿原テクノス
金型装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
芝浦機械株式会社
成形機
3か月前
株式会社キャステム
鋳造品の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
芝浦機械株式会社
成形機
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
16日前
東洋機械金属株式会社
ダイカストマシン
4か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
20日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
21日前
ポーライト株式会社
焼結部品の製造方法
3か月前
日立Astemo株式会社
成形装置
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
3か月前
セイコーエプソン株式会社
製造方法
28日前
株式会社神戸製鋼所
鋼の製造方法
3か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
4か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
28日前
株式会社荏原製作所
造形ノズル
4か月前
東京窯業株式会社
上ノズル上プレート一体物
4か月前
トヨタ自動車株式会社
ダイカスト装置
6日前
黒崎播磨株式会社
浸漬ノズル
4か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
14日前
トヨタ自動車株式会社
金型
15日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ