TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005211
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023105303
出願日
2023-06-27
発明の名称
浸漬ノズル
出願人
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
B22D
11/10 20060101AFI20250108BHJP(鋳造;粉末冶金)
要約
【課題】扁平状の浸漬ノズルにおいて、鋳型内の湯面等を安定化させる。
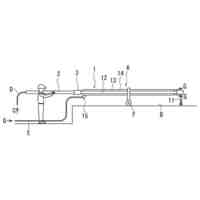
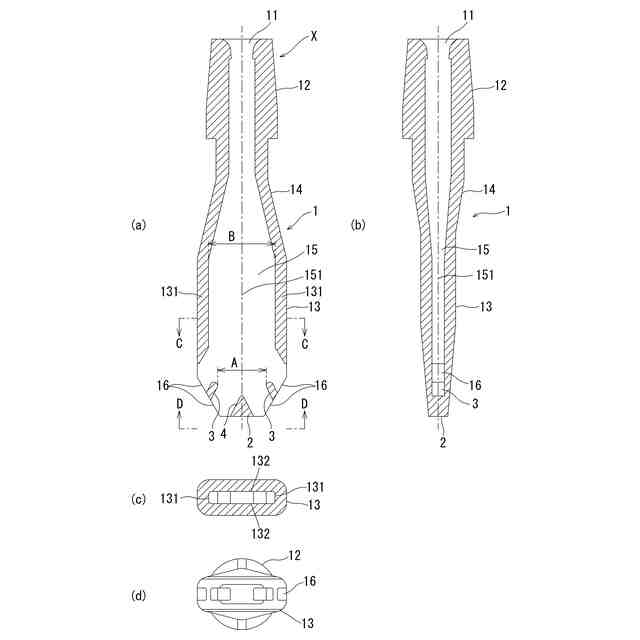
【解決手段】上端部が溶鋼の導入口11とされ、当該導入口から下方に延びる溶鋼流路15が内部に形成された、底部2を有する管体1の少なくとも下部13の外形及び溶鋼流路15が矩形状の扁平断面とされ、下部13の短辺側の両側壁131が溶鋼流路15の上下方向中心軸151に対して平行に形成されると共に下部13の短辺側の両側壁131の下端部に溶鋼流路15と連通する一対の吐出孔16が対向して形成されている浸漬ノズルXにおいて、一対の吐出孔16付近に一対の案内板3を有し、一対の案内板3は、下部13の長辺側の両側壁132を連結し、かつ溶鋼流路15を流れる溶鋼を前記一対の吐出孔16へ向けて案内するように形成され、一対の案内板3間の長辺方向の最短間隔をA、下部13における溶鋼流路15の長辺方向の長さをBとしたとき、A/Bが0.25以上0.9以下である。
【選択図】図1
特許請求の範囲
【請求項1】
上端部が溶鋼の導入口とされ、当該導入口から下方に延びる溶鋼流路が内部に形成された、底部を有する管体の少なくとも下部の外形及び前記溶鋼流路が矩形状の扁平断面とされ、前記下部の短辺側の両側壁が前記溶鋼流路の上下方向中心軸に対して平行に形成されると共に前記下部の短辺側の両側壁の下端部に前記溶鋼流路と連通する一対の吐出孔が対向して形成されている浸漬ノズルであって、
前記一対の吐出孔付近に一対の案内板を有し、前記一対の案内板は、前記下部の長辺側の両側壁を連結し、かつ前記溶鋼流路を流れる溶鋼を前記一対の吐出孔へ向けて案内するように形成され、
前記一対の案内板間の長辺方向の最短間隔をA、前記下部における前記溶鋼流路の長辺方向の長さをBとしたとき、A/Bが0.25以上0.9以下である、浸漬ノズル。
続きを表示(約 130 文字)
【請求項2】
前記A/Bが0.4以上0.9以下である、請求項1に記載の浸漬ノズル。
【請求項3】
前記底部に分流器を有し、前記分流器は溶鋼流を少なくとも前記一対の吐出孔へ向けて分流するように形成されている、請求項1又は2に記載の浸漬ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タンディッシュから鋳型内に溶鋼を注湯する連続鋳造用の浸漬ノズルに関し、特に、薄スラブ、中厚スラブ等用として用いられるような、浸漬ノズルの吐出孔付近の水平方向断面が扁平状の浸漬ノズルに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
溶鋼を連続的に冷却凝固させて所定形状の鋳片を形成する連続鋳造工程では、タンディッシュの底部に設置された浸漬ノズルを介して鋳型内に溶鋼が注湯される。一般に、浸漬ノズルは、上端部が溶鋼の導入口とされ、この溶鋼導入口から下方に延びる溶鋼流路が内部に形成された、底部を有する管体からなり、管体の下部側面には、溶鋼流路と連通する一対の吐出孔が対向して形成されている。浸漬ノズルは、その下部を鋳型内の溶鋼中に浸漬させた状態で使用される。これにより、注湯された溶鋼の飛散を防止すると共に、溶鋼と大気との接触を遮断して酸化を防止している。また、浸漬ノズルを使用することにより鋳型内の溶鋼が整流化され、湯面を浮遊するスラグや非金属介在物などの不純物が溶鋼中へ巻き込まれないようにしている。
【0003】
近年、連続鋳造時に薄スラブ、中厚スラブ等の、厚さが薄い鋳片を製造することが増えている。このような連続鋳造用の薄い鋳型に対応するための浸漬ノズルは扁平状にする必要がある。例えば特許文献1には短辺側側壁に吐出孔を設置した扁平状浸漬ノズルが、特許文献2には更に下端面にも吐出孔を設けた扁平状浸漬ノズルが開示されている。これらの扁平状の浸漬ノズルでは一般的に、溶鋼導入口から鋳型への吐出孔の間で溶鋼流路の幅(長辺方向の長さと同義。以下同じ。)を拡大させることになる。
【0004】
しかし、このような溶鋼流路の幅が拡大する形状かつ扁平形状の場合、浸漬ノズル内の溶鋼流が乱れやすくなり、鋳型への吐出流も乱れる。これらの溶鋼流や吐出流の乱れは鋳型内の湯面(溶鋼表面)の変動増大や、パウダーの鋳片への巻き込み、温度不均一化等、鋳片品質不良や操業の危険性増大等を惹き起こす原因ともなる。したがって浸漬ノズル内の溶鋼流及び鋳型へ吐出する吐出流を安定化させることが必要となる。
【0005】
これらの溶鋼流や吐出流を安定化させるために、特許文献3には、溶鋼流路である長孔部の下方の平面上の点(中心)から吐出孔の下縁に向かう少なくとも2個の曲げファセットを形成した浸漬ノズルが開示されている。更にこの特許文献3には、溶鋼流をそれぞれ2本の別個のストリームに分流する、一対のそらせ板を備える浸漬ノズルが開示されている(図23、図28)。この特許文献3に開示された扁平状の浸漬ノズルでは、特許文献1や特許文献2に開示されているような溶鋼流路の内部空間に流動方向・形態を変える手段を備えない浸漬ノズルに比較すると、浸漬ノズル内の溶鋼流の安定性は高くなる。
【先行技術文献】
【特許文献】
【0006】
特開平11-5145号公報
特開平11-47897号公報
特許第4583508号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
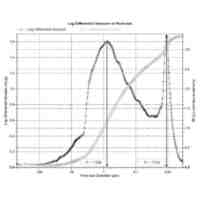
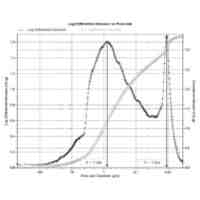
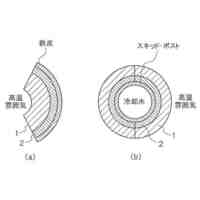
しかし詳細は後述するが、本発明者らが特許文献3に開示されている浸漬ノズルについて水モデル試験により鋳型内の湯面変動を評価したところ、その変動が大きいという問題のあることがわかった。
そこで本発明が解決しようとする課題は、扁平状の浸漬ノズルにおいて、鋳型内の湯面等を安定化させる、すなわちその変動を小さくすることのできる浸漬ノズルを提供することにある。
【課題を解決するための手段】
【0008】
本発明者らが、特許文献3に開示されている浸漬ノズルにおいて鋳型内の湯面変動が大きくなる原因について詳細に解析したところ、この特許文献3に開示されている浸漬ノズルでは2個の曲げファセットが末広がり状に形成されている、すなわち浸漬ノズルの本体である管体の下部の外形及び溶鋼流路が末広がり状に形成されていることから、特に高スループット条件下では一対の吐出孔から吐出する略水平方向の吐出流が強くなり、その結果として鋳型内での反転流が増加して湯面変動が大きくなるとの知見を得た。
そこで本発明者らはこの知見に基づき、浸漬ノズルの本体である管体の形状に関し、一対の吐出孔を有する管体の下部の短辺側の両側壁が溶鋼流路の上下方向中心軸に対して平行に形成された、いわゆるストレート形状を採用することとし、このストレート形状において、浸漬ノズルの溶鋼流路内での溶鋼流の安定化及び鋳型への吐出流の適正化を図るべく試験及び研究を重ねた。その結果本発明者らは、一対の吐出孔付近に、浸漬ノズルの溶鋼流路を流れる溶鋼を一対の吐出孔へ向けて案内する一対の案内板を設けることが有効であることを知見し、更に一対の案内板を管体の下部の長辺側の両側壁を連結するように設けると共に、一対の案内板間の長辺方向の最短間隔を適正な範囲とすることで、浸漬ノズルの溶鋼流路内での溶鋼流の安定化及び鋳型への吐出流の適正化を図ることができることを知見し、本発明を完成するに至った。
【0009】
すなわち、本発明の一観点によれば次の浸漬ノズルが提供される。
上端部が溶鋼の導入口とされ、当該導入口から下方に延びる溶鋼流路が内部に形成された、底部を有する管体の少なくとも下部の外形及び前記溶鋼流路が矩形状の扁平断面とされ、前記下部の短辺側の両側壁が前記溶鋼流路の上下方向中心軸に対して平行に形成されると共に前記下部の短辺側の両側壁の下端部に前記溶鋼流路と連通する一対の吐出孔が対向して形成されている浸漬ノズルであって、
前記一対の吐出孔付近に一対の案内板を有し、前記一対の案内板は、前記下部の長辺側の両側壁を連結し、かつ前記溶鋼流路を流れる溶鋼を前記一対の吐出孔へ向けて案内するように形成され、
前記一対の案内板間の長辺方向の最短間隔をA、前記下部における前記溶鋼流路の長辺方向の長さをBとしたとき、A/Bが0.25以上0.9以下である、浸漬ノズル。
【発明の効果】
【0010】
本発明によれば、扁平状の浸漬ノズルにおいて、溶鋼流路内での溶鋼流の安定化及び鋳型への吐出流の適正化を図ることができ、鋳型内の湯面等の変動を小さくすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
黒崎播磨株式会社
断熱材
3日前
黒崎播磨株式会社
溶射用ランス
19日前
黒崎播磨株式会社
焼成炉用流し込み材
2か月前
黒崎播磨株式会社
耐火物及びその製造方法
12日前
黒崎播磨株式会社
ウェブ搬送物の検査ユニット
1か月前
黒崎播磨株式会社
不焼成塩基性れんがの製造方法
2か月前
黒崎播磨株式会社
断熱材
3日前
イソライト工業株式会社
可撓性を有する複合断熱シート
1か月前
イソライト工業株式会社
複合断熱材
1か月前
個人
ピストンの低圧鋳造金型
1か月前
株式会社 寿原テクノス
金型装置
5か月前
三菱電機株式会社
三次元造形装置
5か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
株式会社キャステム
鋳造品の製造方法
1か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
ケースの製造方法
10日前
トヨタ自動車株式会社
突き折り棒
1か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
福田金属箔粉工業株式会社
Cu系粉末
6日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社豊田中央研究所
積層造形装置
16日前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
3日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ