TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067089
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023176789
出願日
2023-10-12
発明の名称
塗布方法、ダイカスト鋳造方法、及び塗布装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
23/02 20060101AFI20250417BHJP(鋳造;粉末冶金)
要約
【課題】対象に対してスプレーノズルで液体を噴霧して塗布するに際し、均一に塗布できる範囲を増やすことが可能な塗布方法を提供する。
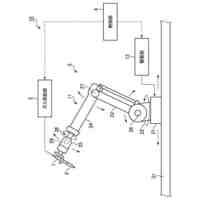
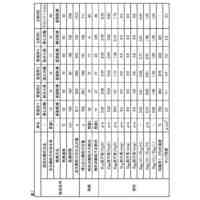
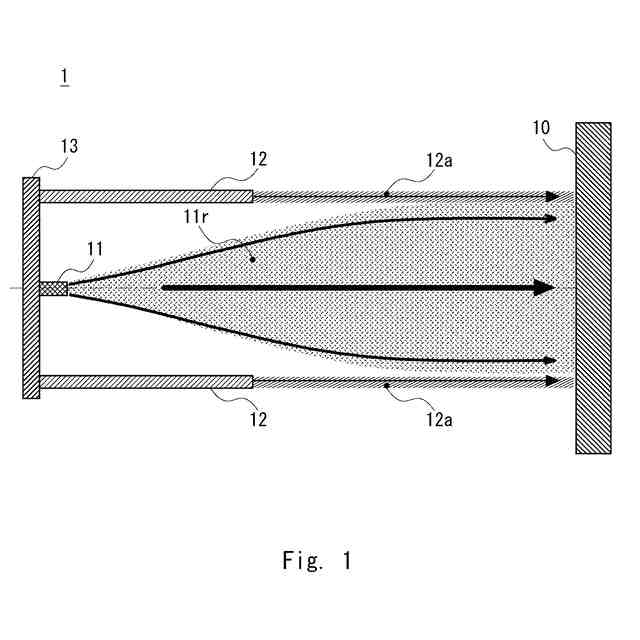
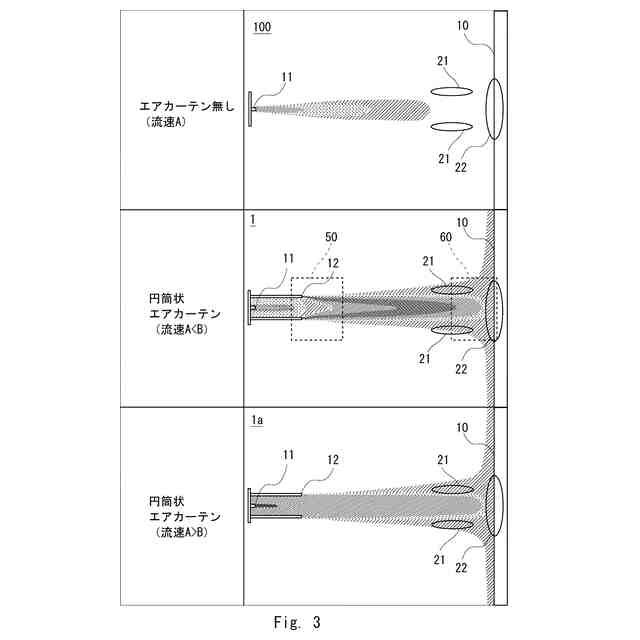
【解決手段】本開示に係る塗布方法は、対象に対してスプレーノズル11で液体を噴霧して塗布しながら、スプレーノズル11の外周に設けたエアノズル12から、液体の流速よりも速い速度で空気を噴射する塗布工程を含む。
【選択図】図1
特許請求の範囲
【請求項1】
対象に対してスプレーノズルで液体を噴霧して塗布しながら、前記スプレーノズルの外周に設けたエアノズルから、前記液体の流速よりも速い速度で空気を噴射する塗布工程を含む、
塗布方法。
続きを表示(約 300 文字)
【請求項2】
前記塗布工程では、前記エアノズルが、前記スプレーノズルから前記液体を噴霧する方向に対して平行に前記空気を噴射する、
請求項1に記載の塗布方法。
【請求項3】
前記対象は、ダイカスト金型であり、前記液体は離型剤である、
請求項1又は2に記載の塗布方法。
【請求項4】
請求項3に記載の塗布方法を含む、ダイカスト鋳造方法。
【請求項5】
対象に対して液体を噴霧して塗布するスプレーノズルと、
前記スプレーノズルの外周に設けた、前記液体の流速よりも速い速度で空気を噴射するエアノズルと、
を備える、塗布装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗布方法、ダイカスト鋳造方法、及び塗布装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、アルミニウム又はアルミニウム合金と金型の離型性を高めるために、ダイカスト金型に対して離型剤をスプレーノズルからスプレーすることで塗布する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-248151号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
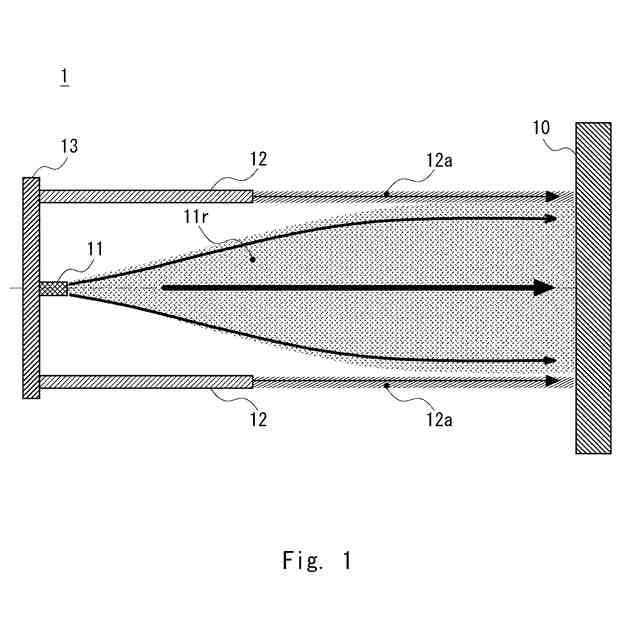
しかしながら、特許文献1に記載の技術では、スプレーノズルの外周部において離型剤の流速が減少し、均一に塗布できる範囲が減少してしまう。このような問題は、金型に離型剤を塗布する場面以外でも、液体を対象に噴霧して塗布する場面で生じ得る。
【0005】
本開示は、上述のような実状に鑑みなされたものであって、対象に対してスプレーノズルで液体を噴霧して塗布するに際し、均一に塗布できる範囲を増やすことが可能な塗布方法、ダイカスト鋳造方法、及び塗布装置を提供する。
【課題を解決するための手段】
【0006】
本開示に係る塗布方法は、対象に対してスプレーノズルで液体を噴霧して塗布しながら、前記スプレーノズルの外周に設けたエアノズルから、前記液体の流速よりも速い速度で空気を噴射する塗布工程を含む、ものである。
【0007】
本開示に係る塗布装置は、対象に対して液体を噴霧して塗布するスプレーノズルと、前記スプレーノズルの外周に設けた、前記液体の流速よりも速い速度で空気を噴射するエアノズルと、を備える、ものである。
【発明の効果】
【0008】
本開示によれば、対象に対してスプレーノズルで液体を噴霧して塗布するに際し、均一に塗布できる範囲を増やすことが可能な塗布方法、ダイカスト鋳造方法、及び塗布装置ことができる。
【図面の簡単な説明】
【0009】
実施の形態に係るダイカスト鋳造機における離型剤塗布工程の様子を示す概略断面図である。
比較例に係るダイカスト鋳造機における離型剤塗布工程の様子を示す概略断面図である。
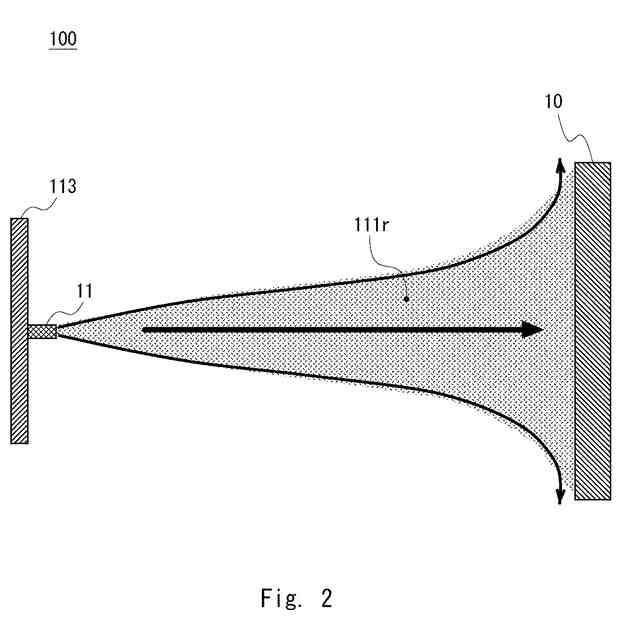
図1及び図2のダイカスト鋳造機における離型剤塗布工程のシミュレーションの結果を示す概略図である。
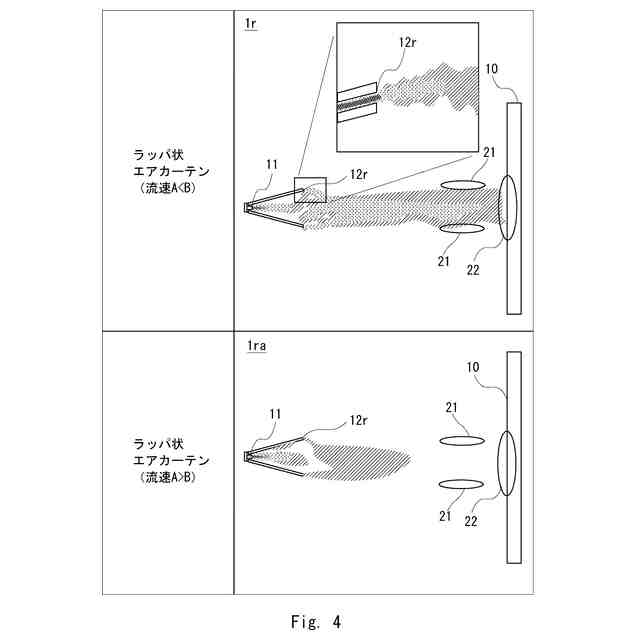
図1のダイカスト鋳造機においてエアカーテンをラッパ形状に変更した場合における離型剤塗布工程のシミュレーションの結果を示す概略図である。
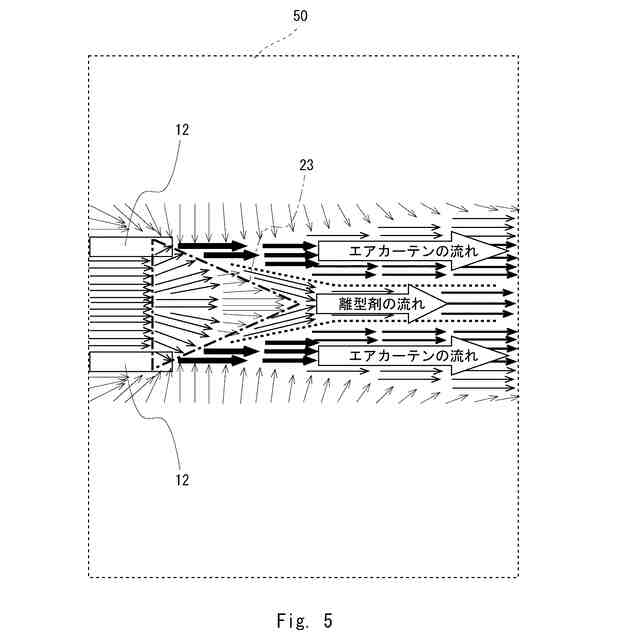
図3におけるエアカーテンの出口付近の流れを示す概略図である。
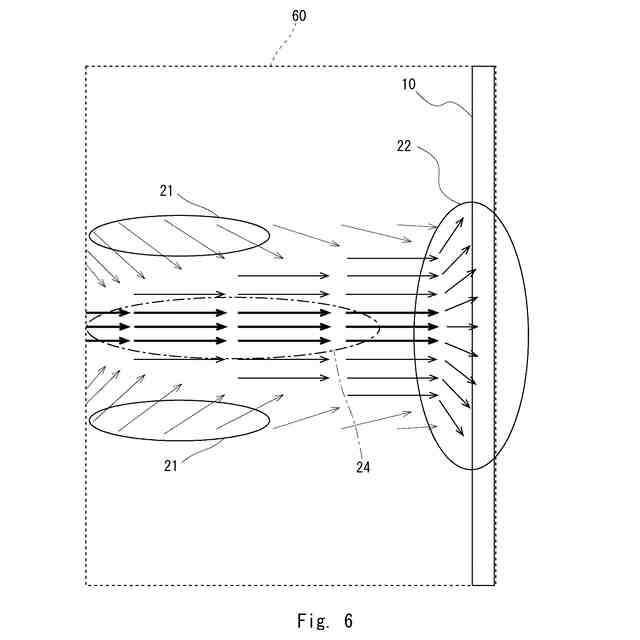
図3における金型付近の流れを示す概略図である。
【発明を実施するための形態】
【0010】
以下、発明の実施の形態を通じて本発明を説明するが、特許請求の範囲に係る発明を以下の実施の形態に限定するものではない。また、実施の形態で説明する構成の全てが課題を解決するための手段として必須であるとは限らない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
2日前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
株式会社キャステム
鋳造品の製造方法
2か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
11日前
トヨタ自動車株式会社
鋳物砂の再生方法
3日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
26日前
ポーライト株式会社
焼結部品の製造方法
11日前
日立Astemo株式会社
成形装置
3か月前
セイコーエプソン株式会社
製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
23日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
3日前
artience株式会社
接合用ペースト、及び接合体
3日前
artience株式会社
接合用ペースト、及び接合体
3日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
金型
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
2か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3か月前
日本製鉄株式会社
鋳片の連続鋳造方法
2か月前
新東工業株式会社
中子セット装置
12日前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
JFEスチール株式会社
異常検出方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ