TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025091481
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023206659
出願日
2023-12-07
発明の名称
粉末製造方法および切削工具
出願人
日産自動車株式会社
代理人
IBC一番町弁理士法人
主分類
B22F
9/04 20060101AFI20250612BHJP(鋳造;粉末冶金)
要約
【課題】より高速に金属粉末を製造することのできる粉末製造方法を提供する。
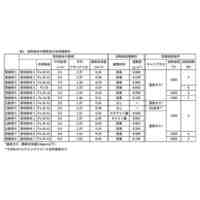
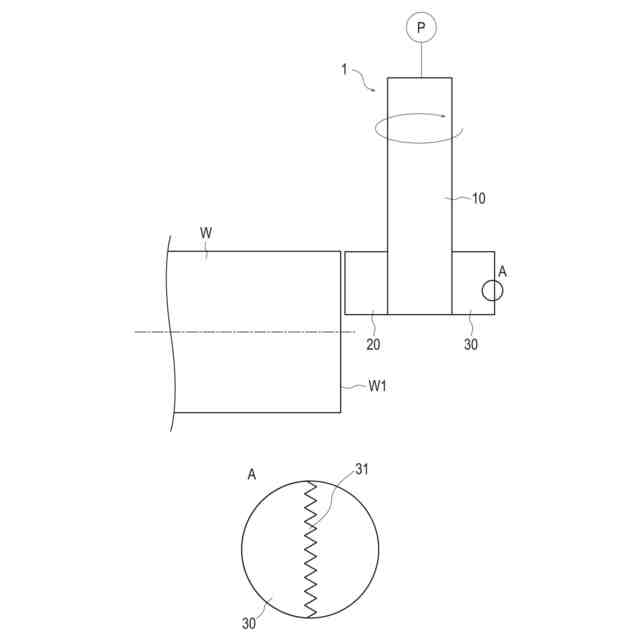
【解決手段】粉末製造方法は、少なくとも周方向の2箇所に互いに位相のずれたくし歯を備える切削工具を回転させつつ、最大切込み量が前記くし歯の高さ未満となるように切込み方向に振動させながら、固定されたワークを切り込んで、金属粉末を取得する。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも周方向の2箇所に互いに位相のずれたくし歯を備える切削工具を回転させつつ、最大切込み量が前記くし歯の高さ未満となるように切込み方向に振動させながら、固定されたワークを切り込んで、金属粉末を取得する粉末製造方法。
続きを表示(約 170 文字)
【請求項2】
前記切削工具は、前記ワークの端面を切り込む、請求項1に記載の粉末製造方法。
【請求項3】
前記切削工具を振動部によって強制的に振動させながら、前記ワークを切り込む、請求項1または2に記載の粉末製造方法。
【請求項4】
少なくとも周方向の2箇所に互いに位相のずれたくし歯を備える切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉末製造方法および切削工具に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
近年、3Dプリンタが注目を集めている。3Dプリンタでは、一般的に、金属粉末を層状にしてレーザを照射して、金属を溶融凝固させて逐次積層造形を行うことによって製造される。したがって、金属粉末を層状にするために、アスペクト比の低い金属粉末を製造することが求められている。
【0003】
これに関連して、例えば下記の特許文献1には、長形加工物(ワーク)を回転させつつ、長形加工物の外周面を往復動カッタと繰り返し接触させることによって、金属粉末を生産する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特表2021-520453号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、特許文献1に開示されている粉末生産方法よりも高速に金属粉末を製造する方法を鋭意検討した。
【0006】
本発明は、このような検討の結果なされたものであり、より高速に金属粉末を製造することのできる粉末製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
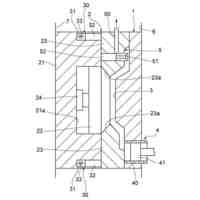
上記目的を達成する本発明に係る粉末製造方法は、少なくとも周方向の2箇所に互いに位相のずれたくし歯を備える切削工具を回転させつつ、最大切込み量が前記くし歯の高さ未満となるように切込み方向に振動させながら、固定されたワークを切り込んで、金属粉末を取得する。
【発明の効果】
【0008】
本発明によれば、切削工具は、少なくとも周方向の2箇所に互いに位相のずれたくし歯を備えるため、一のくし歯でワークを切り取った後、他のくし歯で空回りすることなくさらにワークを切り取ることができる。このため、より高速に粉末を製造することができる。
【図面の簡単な説明】
【0009】
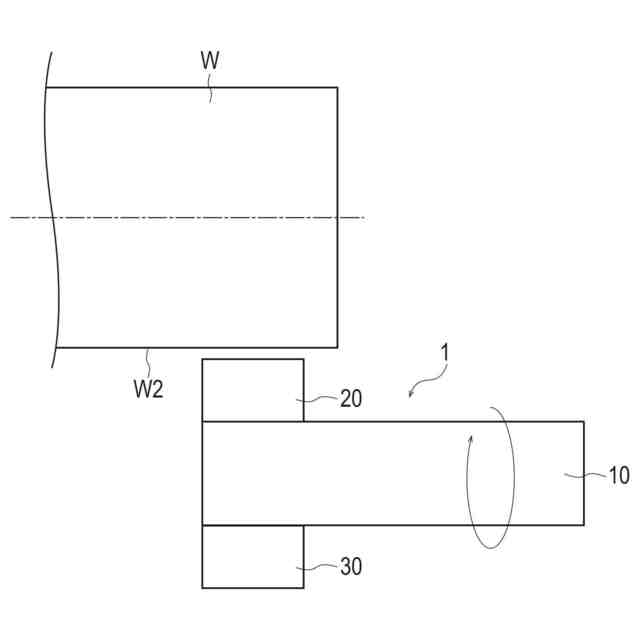
本実施形態に係る切削工具が、ワークの端面を切り込む様子を示す図である。
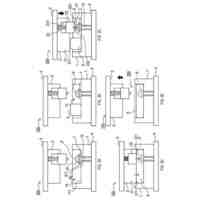
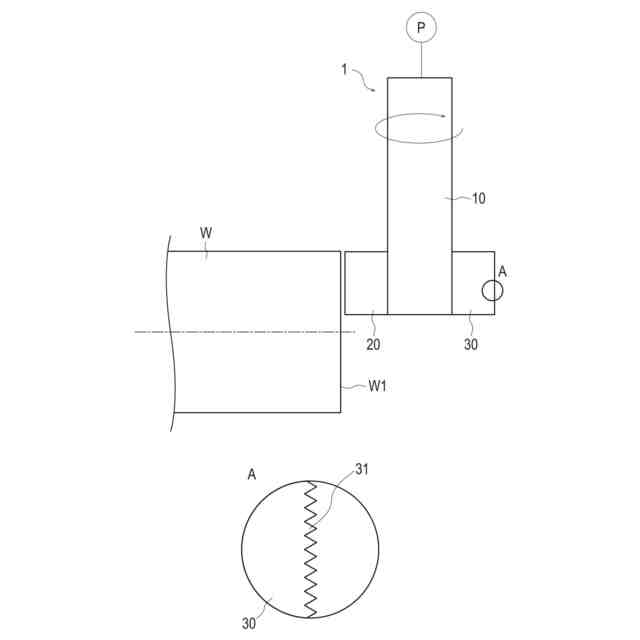
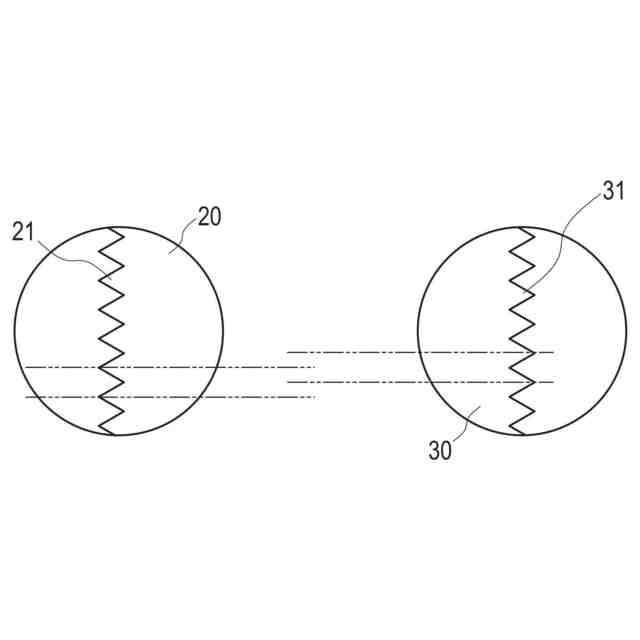
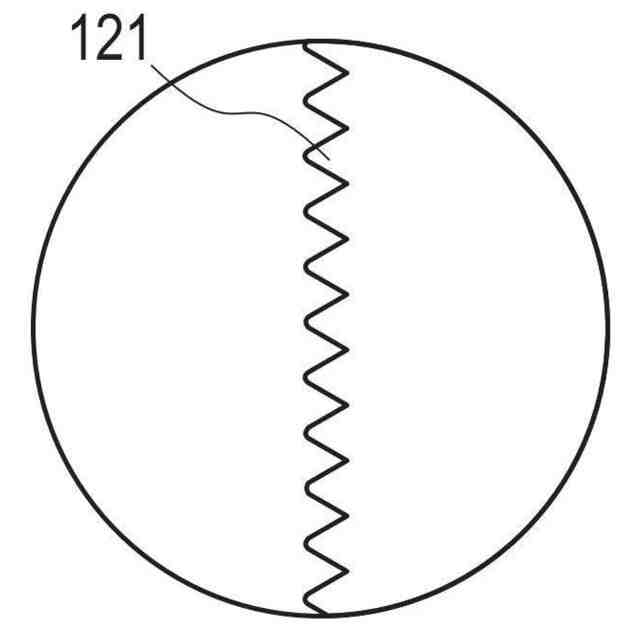
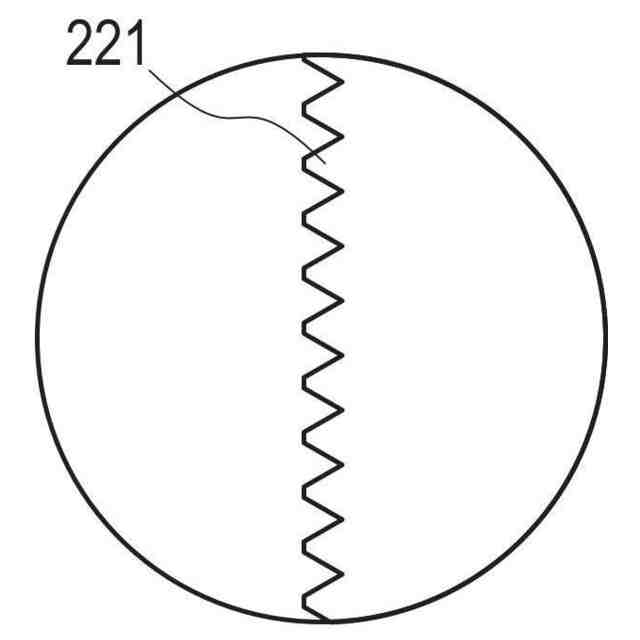
周方向の2箇所に設けられるくし歯の位相が互いにずれている様子を示す図である。
くし歯の変形例を示す図である
くし歯の変形例を示す図である。
本実施形態に係る切削工具が、ワークの外周面を切り込む様子を示す図である。
【発明を実施するための形態】
【0010】
以下、添付した図面を参照しながら、本発明の実施形態を説明する。なお、以下の説明は特許請求の範囲に記載される技術的範囲や用語の意義を限定するものではない。また、図面の寸法比率は説明の都合上誇張されており、実際の比率とは異なる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
芝浦機械株式会社
成形機
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
トヨタ自動車株式会社
突き折り棒
1か月前
トヨタ自動車株式会社
ケースの製造方法
9日前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
福田金属箔粉工業株式会社
Cu系粉末
5日前
株式会社豊田中央研究所
積層造形装置
15日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
日立Astemo株式会社
成形装置
2か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
2日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
金型
1か月前
トヨタ自動車株式会社
ダイカスト装置
29日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
フタバ産業株式会社
成形品の製造方法
4か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
1か月前
株式会社プロテリアル
タンディッシュ及びインゴットの製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ