TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076328
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2024180524
出願日
2024-10-16
発明の名称
食品産業における部品の付加製造
出願人
クロネス アーゲー
代理人
弁理士法人信栄事務所
主分類
B22F
10/38 20210101AFI20250508BHJP(鋳造;粉末冶金)
要約
【課題】食品と共に使用するための部品であって、内部に位置する製品と接触することになる部品の表面の衛生特性および品位を改善した部品を付加製造する方法、システムおよびアセンブリを提供する。
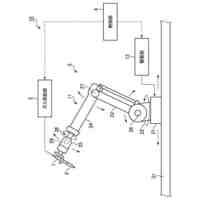
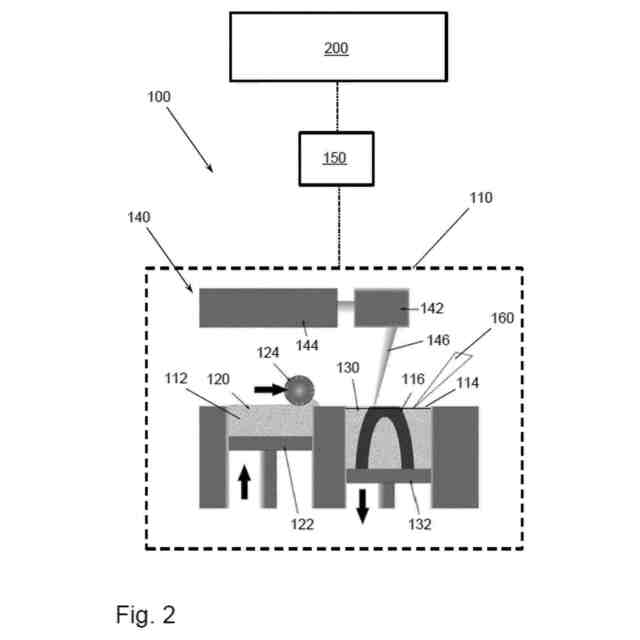
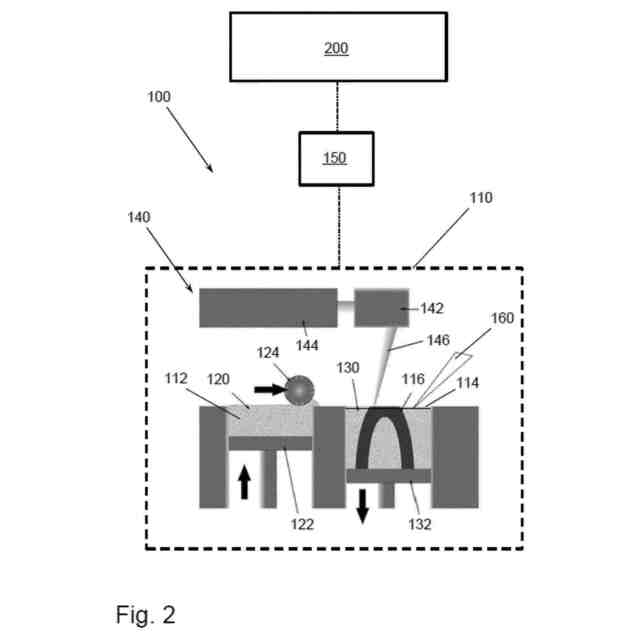
【解決手段】方法は、付加製造装置110の造形セクション130において、好ましくは金属粉末である粉末材料112から加工層114を造形することと、ビーム溶融システム140によって加工層を露光することと、を包含し、ビーム溶融システムは、ハッチプロセスパラメータを適用して、付加製造される部品116の少なくとも1つのハッチ領域が形成され、輪郭プロセスパラメータを適用して少なくとも1つの輪郭領域が形成されるように、加工層を走査および露光し、前記輪郭領域において、複数の隣り合う輪郭線が生成され、および/または前記輪郭領域が少なくとも部分的に数回にわたって露光される。
【選択図】図2
特許請求の範囲
【請求項1】
造形セクション(130)とビーム溶融システム(140)とを有する付加製造装置(110)によって部品(116)、特に食品と共に使用するための部品(116)を付加製造する方法であって、前記方法は、
前記付加製造装置(110)の前記造形セクション(130)において、好ましくは金属粉末である粉末材料(112)から加工層(114)を造形することと、
前記ビーム溶融システム(140)によって前記加工層(114)を露光することであって、それによって前記加工層(114)の前記粉末材料(112)が局所的に溶融される、露光することと、を包含し、前記ビーム溶融システム(140)は、この場合、ハッチプロセスパラメータを適用して、前記付加製造される部品(116)の少なくとも1つのハッチ領域(117)が形成され、輪郭プロセスパラメータを適用して少なくとも1つの輪郭領域(118)が形成されるように、前記加工層(114)を走査および露光し、前記ハッチプロセスパラメータと輪郭プロセスパラメータとは、好ましくは少なくとも部分的に異なり、
前記少なくとも1つの輪郭領域(118)において、複数の隣り合う輪郭線(118a)が生成され、および/または前記少なくとも1つの輪郭領域(118)が少なくとも部分的に数回にわたって露光される、方法。
続きを表示(約 2,100 文字)
【請求項2】
前記少なくとも1つの輪郭領域(118)において、複数の隣り合う輪郭線(118a)が生成され、前記輪郭線(118a)の中間空間が、好ましくは前記輪郭線(118a)に対して変化させたプロセスパラメータを用いて新たに露光され、および/または前記輪郭線(118a)の重なりが生成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記少なくとも1つのハッチ領域(117)は、前記輪郭プロセスパラメータを適用して露光されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
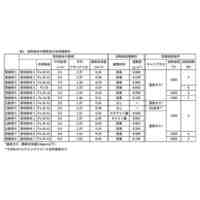
粉末材料(112)として最大20μm、好ましくは15μm未満の粒子サイズを有する微粉末が、最大20μm、好ましくは15μm未満の前記加工層(114)の層厚と組み合わせて適用され、前記加工層(114)の前記層厚は、好ましくは前記粉末材料(112)の前記粒子サイズよりも大きいことを特徴とする、先行する請求項のいずれか一項に記載の方法。
【請求項5】
造形セクション(130)とビーム溶融システム(140)とを有する付加製造装置(110)によって部品(116)、特に食品と共に使用するための部品(116)を付加製造する方法であって、前記方法は、
前記付加製造装置(110)の前記造形セクション(130)において、粉末材料(112)から加工層(114)を造形することと、
前記ビーム溶融システム(140)によって前記加工層(114)を露光することであって、それによって前記加工層(114)の前記粉末材料(112)が局所的に溶融される、露光することと、を包含し、
粉末材料(112)として最大20μm、好ましくは15μm未満の粒子サイズを有する微粉末が、最大20μm、好ましくは15μm未満の前記加工層(114)の層厚と組み合わせて適用され、前記加工層(114)の前記層厚は、好ましくは前記粉末材料(112)の前記粒子サイズよりも大きい、方法。
【請求項6】
前記加工層(114)を前記造形するステップと前記露光するステップは、連続プロセスで数回にわたって実行され、それによって前記付加造形される部品(116)が一層ずつ構築されることを特徴とする、先行する請求項のいずれか一項に記載の方法。
【請求項7】
前記加工層(114)の前記露光に続いて、好ましくはフライス盤を含む、除去加工装置(160)によって前記輪郭領域(118)の減法加工が行われることを特徴とする、先行する請求項のいずれか一項に記載の方法。
【請求項8】
部品(116)、特に食品と共に使用するための部品(116)を製造する方法であって、前記方法は、
好ましくは請求項1~7のいずれか一項に記載の付加製造装置(110)によって前記部品(116)を付加製造することと、
前記部品(116)の少なくとも1つの表面を、好ましくは砥粒流動加工および/またはHirtisierenおよび/またはMMPおよび/またはDLyteおよび/またはHIPを含む、1つまたは複数の後加工法によって後加工することを包含する、方法。
【請求項9】
少なくとも2つの後加工法が組み合わせられ、それにより前記後加工は、粗い材料除去が行われる荒加工と、最終表面を生成する仕上げ加工とを含み、好ましくは、達成されるべき結果に適合させた順序で、砥粒流動加工と、MMPプロセスまたはHirtisierenまたはDLyte法が組み合わせられることを特徴とする、請求項8に記載の方法。
【請求項10】
部品(116)、特に食品と共に使用するための部品(116)を付加製造するためのシステム(100)であって、前記システム(100)は、
好ましくは金属粉末である粉末材料(112)から加工層(114)を造形するための造形セクション(130)と、前記加工層(114)を露光し、それによって前記加工層(114)の前記粉末材料(112)を局所的に溶融することができるビーム溶融システム(140)と、を含む付加製造装置(110)と、
制御装置(150)であって、前記付加製造装置(110)と通信し、かつ前記ビーム溶融システム(140)に、ハッチプロセスパラメータを適用して、前記付加製造される部品(116)の少なくとも1つのハッチ領域(117)が形成され、輪郭プロセスパラメータを適用して、少なくとも1つの輪郭領域(118)が形成されるように前記加工層(114)を走査させる、および露光させるように設定されている制御装置と、を備え、前記ハッチプロセスパラメータと輪郭プロセスパラメータとは、好ましくは少なくとも部分的に異なり、
前記制御装置(150)は、前記ビーム溶融システム(140)に、前記少なくとも1つの輪郭領域(118)において複数の隣り合う輪郭線(118a)を生成させる、および/または前記少なくとも1つの輪郭領域(118)を少なくとも部分的に数回にわたって露光させるように設定されている、システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、付加製造プロセスを包含する、部品、特に食品と共に使用するための部品を製造するための方法、システムおよびアセンブリに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
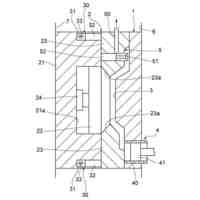
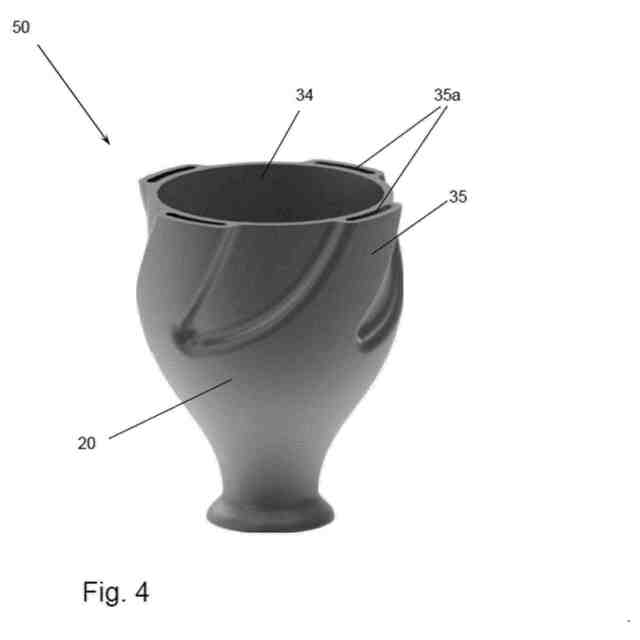
食品分野における流体の充填では、様々な形式および製造方法の充填バルブが知られている。充填バルブ内部の複雑なジオメトリ、特に、複雑なチャネル構造を実現する必要がある場合(「バイオニック」、「オーガニック」デザイン)、「3Dプリント」または「生成製造」とも呼ばれる付加製造コンセプトが問題になる。
【0003】
特許文献1から、炭酸なし、および炭酸入りの製品を充填するための付加製造された複合充填バルブが知られている。
【0004】
付加製造には、複雑なジオメトリを作成できることから、流体の流動挙動および流出挙動(Leerlaufverhalten)を最適化でき、死空間をなくし、シール箇所を回避でき、それによって充填バルブをより良好に洗浄でき、特に清潔なデザインを有するとともに、製品を保護する充填を可能にするという利点がある。
【0005】
部品は、例えばSLM(「選択的レーザ溶融(Selective Laser Melting)」)、EBM(「電子ビーム溶融(Electron Beam Melting)」)、LENS(「レーザ直接積層(Laser Engineering Net Shape)」)、MPA(「金属粉末噴射(Metal Powder Application)」)、WAAM(「ワイヤアーク付加製造(Wire Arc Additive Manufacturing)」)、FDM(「熱溶解積層(Fused Deposition Modeling)」)、BJ(「バインダジェット(Binder Jetting)」)またはNPJ(「ナノ粒子ジェット(Nano Particle Jetting)」)などの様々な付加方法で製造することができる。
【0006】
付加製造における難しさは、特に食品分野において欠くことのできない十分に高い表面品質を確保することにある。飲料の衛生的な充填では、製品接触部品にRa≦0.8μmの表面粗さが目指される。この場合、Raは、表面の粗さの標準化された尺度としての粗さの平均値を表す。さらに、付加製造では、例えばガス内包(Gaseinschluesse)、結合不良、または層間剥離により材料中に欠損箇所(気孔、引け巣、亀裂など)が生じる可能性がある。したがって、たいていの場合、付加製造部品、特に製品と接触することになる表面の後加工が必要である。
【0007】
さらに、層ごとの付加構築と、順次下流の切削後加工とを組み合わせるハイブリッド方法が知られている。しかしそのような方法は、特に複雑なジオメトリ(例えば旋回流ジオメトリ、曲率半径が大きく変化するチャネルなど)では、付加構築と切削後加工との間の工具交換によって、材料の階段の段の形で現われる工具交換段差角(Werkzeugwechselkanten)が発生する可能性があるため、通常、後加工なしに済ませることはできない。
【0008】
良好にアクセスできる部品面および部品の角は、古典的な電解研磨、すべり研削、切削後加工(旋削、削孔、フライス切削など)などの従来の手法で改善することができる。しかし部分的にアンダーカットがあり(hinterschnittig)、外部からのアクセスが困難であるが、食品と直接または間接的に接触する、チャネルおよび他の内部に位置する輪郭を有するコンポーネントは、これらの方法では後加工することができない。しかし、この問題に取り組む技術が開発されており、例えば砥粒流動加工(Stroemungsschleifen)、Hirtisieren、MMP(「超精密加工プロセス」(Micro Machining Process」)、DLyte、およびHIP(「熱間等方圧加圧」)などがある。
【0009】
砥粒流動加工では、加工されるチャネルにペースト(「液状やすり」)が振動下で圧送される。Hirtisierenは、液状の加工媒体と、運動学的にコントロールされる電気化学の適用に基づいている。MMPは、部品を液体およびマイクロツールを含む浴中に浸漬させる機械的、物理的、化学的な特殊方法を意味し、マイクロツールが高エネルギーで励起され、それにより粗さが除去される。DLyteは、自由固体を用いてイオン輸送することによって金属を研削および研磨するための乾式表面加工であり、電解研磨媒体により電気の流れが部品の動きと組み合わせられる。HIPでは、部品が高圧および高温下で圧縮され、そのことが相対密度の上昇と気孔率の低下をもたらす。
【0010】
このような後加工法によって達成することができる表面品質は、初期粗さ、すなわち付加製造直後に存在する粗さと、表面近くの領域における組織品質とに大きく依存する。これを、付加製造直後の表面を意味する「As-built表面」と呼ぶことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
16日前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
突き折り棒
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社豊田中央研究所
積層造形装置
22日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
福田金属箔粉工業株式会社
Cu系粉末
12日前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
9日前
セイコーエプソン株式会社
製造方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
トヨタ自動車株式会社
金型
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
3か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
フタバ産業株式会社
成形品の製造方法
4か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ