TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093361
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023208955
出願日
2023-12-12
発明の名称
アトマイズ装置における整流機構
出願人
住友金属鉱山株式会社
代理人
個人
,
個人
主分類
B22F
9/08 20060101AFI20250617BHJP(鋳造;粉末冶金)
要約
【課題】高圧水や高圧のガスなどを熔融金属に噴き付けた際に、吹付空間内に吸いこまれる気流による熔融金属の揺らぎを防止することができるアトマイズ装置における整流機構を提供する
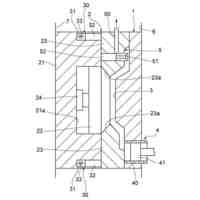
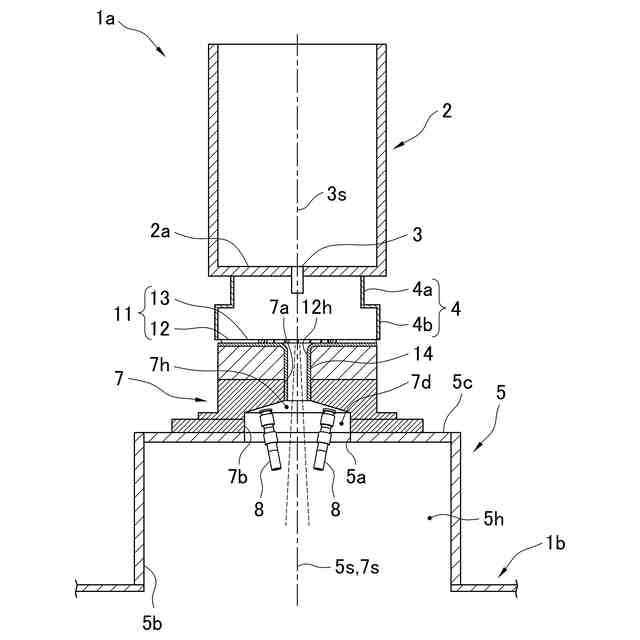
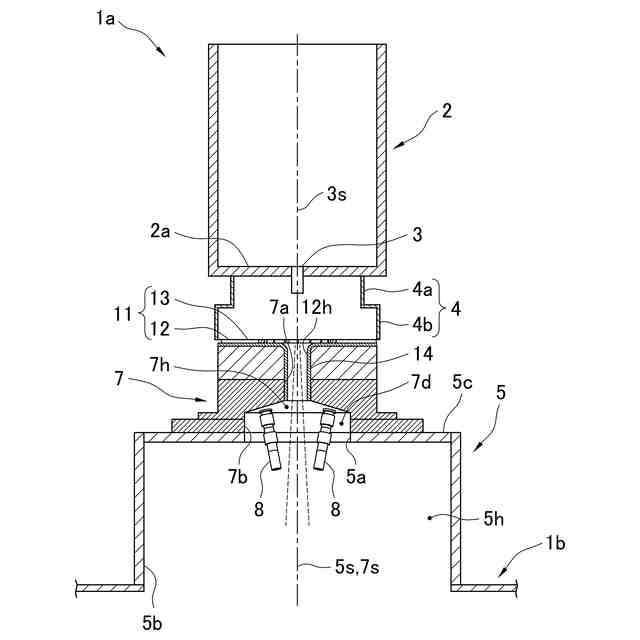
【解決手段】貯留容器2の底部2aに設けられた排出ノズル3から流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置における整流機構であって、アトマイズ装置は、貯留容器2の下方に設けられ排出ノズル3から流出する熔融金属に高圧の流体を噴きつける噴き付けノズル室5を備えており、噴き付けノズル室5には、前記排出ノズル3から流出する熔融金属が挿通する上部開口5sが形成されており、貯留容器2と噴き付けノズル室5との間に設けられ、噴き付けノズル室5内に上部開口5sを通して流入する気体の流れを制御する整流機構が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
貯留容器の底部に設けられた排出ノズルから流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置における整流機構であって、
前記アトマイズ装置は、
前記貯留容器の下方に設けられ排出ノズルから流出する熔融金属に高圧の流体を噴きつける噴き付けノズル室を備えており、
該噴き付けノズル室には、前記排出ノズルから流出する熔融金属が挿通する上部開口が形成されており、
前記整流機構は、
前記貯留容器と前記噴き付けノズル室との間に設けられ、該噴き付けノズル室内に前記上部開口を通して流入する気体の流れを制御するものである
ことを特徴とするアトマイズ装置における整流機構。
続きを表示(約 940 文字)
【請求項2】
前記整流機構は、
前記噴き付けノズル室の上部開口を中心として放射状に設けられた気体流路を備えており、
該気体流路は、
前記噴き付けノズル室の上部開口側に設けられる内端開口と、前記噴き付けノズル室の上部開口側から離間した位置に設けられる外端開口と、を有しており、
前記噴き付けノズル室の上部開口を通して前記内端開口から該噴き付けノズル室に流入する気体が、前記噴き付けノズル室の上部開口の中心軸周りの旋回流となるように形成されている
ことを特徴とする請求項1記載のアトマイズ装置における整流機構。
【請求項3】
前記整流機構は、
前記噴き付けノズル室の上部開口の中心軸周りに互いに間隔を空けて設けられた、前記気体流路を形成する複数の隔壁を有しており、
各隔壁は、
該隔壁を前記貫通孔の中心軸方向から見たときに、前記噴き付けノズル室の上部開口の中心軸を含みかつ前記噴き付けノズル室の上部開口側の端縁を含む平面に対して傾斜する壁面を有するように設けられている
ことを特徴とする請求項2記載のアトマイズ装置における整流機構。
【請求項4】
前記整流機構が、
前記貯留容器と前記噴き付けノズル室との間に配置される整流部材を有しており、
該整流部材は、
表裏を貫通する貫通孔が形成されたベース板と、
該ベース板の表面に立設された、該整流部材を前記貯留容器と前記噴き付けノズル室との間に配置された際に前記気体流路を形成する複数の気体流路形成壁と、を有しており、
各気体流路形成壁は、
該整流部材を前記貫通孔の中心軸方向から見たときに、該貫通孔の中心軸を含みかつ該貫通孔側の端縁を含む平面に対して傾斜する壁面を有するように設けられている
ことを特徴とする請求項2記載のアトマイズ装置における整流機構。
【請求項5】
前記整流部材のベース板は、
前記貫通孔から連続する、前記噴き付けノズル室に延びる円筒状流路部を備えている
ことを特徴とする請求項6記載のアトマイズ装置における整流機構。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アトマイズ装置における整流機構に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
金属粉を製造する方法として、金属溶湯を粉化するためのアトマイズ装置を用いた金属粉の製造方法が用いられている(特許文献1参照)。例えば、水アトマイズ装置を用いた金属粉の製造では、以下の方法で金属粉(アトマイズ粉)が製造される。まず、金属材料を溶かした金属の液体(以下熔融金属という)を水アトマイズ装置の容器(るつぼ)に供給する。るつぼの底部には、熔融金属を流出するノズルが設けられており、このノズルから熔融金属を流出させて流出した熔融金属に高圧水を噴射衝突させる。すると、高圧水が衝突した熔融金属は細かな金属粉(アトマイズ粉)となるので、この金属粉を水とともに回収ポットに回収すれば、金属粉を得ることができる。
【0003】
このような水アトマイズ装置では、通常、熔融金属に高圧水を吹き付けるノズルが複数設けられており、複数のノズルから噴出される高圧水は熔融金属に一点(焦点)で衝突するように設けられる。しかし、熔融金属に高圧水や高圧のガスなどの流体を吹き付ける空間(吹付空間)は、熔融金属が吹付空間に供給される開口(上部開口)と熔融金属等を吹付空間から排出する開口(下部開口)とを有している。また、通常、吹付空間は完全に密閉されているわけではないので、上部開口や下部開口以外にも吹付空間と外部との間を連通する隙間が存在する。このため、吹付空間内で熔融金属に高圧水を吹き付けた場合、高圧水を噴射した際のエジェクター効果によって隙間等を通して外部から吹付空間周辺の気体が吹付空間内に吸い込まれる現象が生じている。吹付空間内に気体が吸い込まれることによって気流が発生するが、この気流は不安定であり吹付空間内の熔融金属に揺らぎを与える可能性がある。そして、熔融金属の揺らぎが発生すれば、流下する熔融金属は高圧水の焦点からズレてしまい、最も粉砕力の高い焦点から外れた位置で高圧水に熔融金属が接触した場合、その位置で発生する金属粉は粗粒となって凝固するため、金属粉末の粒度分布がばらついてしまい均一な粒径の金属粉末ができなくなってしまったり、粒度分布が大粒径側にシフトすることで平均粒径が大きくなってしまい、所望の粒度分布が得られないというという問題が生じる。
【0004】
一方、アトマイズ装置において、微細かつ粒度が揃った粒子を製造する技術として、特許文献2、3に開示されている技術がある。特許文献2は水アトマイズ装置に関する技術であり、熔融金属に噴き付ける高圧水を旋回流とすることによって熔融金属の周囲を削るように粉砕を行うので、粒径が微細で粒度範囲の狭い粒子を得ることができる旨が開示されている。また、特許文献3はガスアトマイズ装置に関する技術であり、熔融金属に噴き付ける超音速流のガスを旋回流れとすることによって超音速流のガスの流れを整流化できるので、金属粉の粒度のばらつきを抑制することができる旨が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-273505号公報
特開平1-123012号公報
特開2018-119200号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献2、3の技術でも、このような気流によって高圧水や高圧のガスなどの状態が変化し高圧水等の焦点と熔融金属とのズレが発生する可能性はある。そして、特許文献2、3の技術は、あくまでも熔融金属に噴き付ける高圧水や高圧のガスなどの状態が適切になるように調整する技術にすぎない。そもそも、特許文献2、3の技術は、前述したように、吹付空間内に周辺の気体が吸い込まれることによって発生する気流により吹付空間内の熔融金属に揺らぎを抑制することは想定しておらず、この揺らぎを防止する方法に関する記載はない。
【0007】
本発明は上記事情に鑑み、高圧水や高圧のガスなどを熔融金属に噴き付けた際に、吹付空間内に吸いこまれる気流による熔融金属の揺らぎを防止することができるアトマイズ装置における整流機構を提供することを目的とする。
【課題を解決するための手段】
【0008】
第1発明のアトマイズ装置における整流機構は、貯留容器の底部に設けられた排出ノズルから流出する熔融金属に高圧の流体を噴きつけて粒状体を製造するアトマイズ装置における整流機構であって、前記アトマイズ装置は、前記貯留容器の下方に設けられ排出ノズルから流出する熔融金属に高圧の流体を噴きつける噴き付けノズル室を備えており、該噴き付けノズル室には、前記排出ノズルから流出する熔融金属が挿通する上部開口が形成されており、前記整流機構は、前記貯留容器と前記噴き付けノズル室との間に設けられ、該噴き付けノズル室内に前記上部開口を通して流入する気体の流れを制御するものであることを特徴とする。
第2発明のアトマイズ装置における整流機構は、第1発明において、前記整流機構は、前記噴き付けノズル室の上部開口を中心として放射状に設けられた気体流路を備えており、該気体流路は、前記噴き付けノズル室の上部開口側に設けられる内端開口と、前記噴き付けノズル室の上部開口側から離間した位置に設けられる外端開口と、を有しており、前記噴き付けノズル室の上部開口を通して前記内端開口から該噴き付けノズル室に流入する気体が、前記噴き付けノズル室の上部開口の中心軸周りの旋回流となるように形成されていることを特徴とする。
第3発明のアトマイズ装置における整流機構は、第2発明において、前記整流機構は、前記噴き付けノズル室の上部開口の中心軸周りに互いに間隔を空けて設けられた、前記気体流路を形成する複数の隔壁を有しており、各隔壁は、該隔壁を前記貫通孔の中心軸方向から見たときに、前記噴き付けノズル室の上部開口の中心軸を含みかつ前記噴き付けノズル室の上部開口側の端縁を含む平面に対して傾斜する壁面を有するように設けられていることを特徴とする。
第4発明のアトマイズ装置における整流機構は、第2発明において、前記整流機構が、前記貯留容器と前記噴き付けノズル室との間に配置される整流部材を有しており、該整流部材は、表裏を貫通する貫通孔が形成されたベース板と、該ベース板の表面に立設された、該整流部材を前記貯留容器と前記噴き付けノズル室との間に配置された際に前記気体流路を形成する複数の気体流路形成壁と、を有しており、各気体流路形成壁は、該整流部材を前記貫通孔の中心軸方向から見たときに、該貫通孔の中心軸を含みかつ該貫通孔側の端縁を含む平面に対して傾斜する壁面を有するように設けられていることを特徴とする。
第5発明のアトマイズ装置における整流機構は、第4発明において、前記整流部材のベース板は、前記貫通孔から連続する、前記噴き付けノズル室に延びる円筒状流路部を備えていることを特徴とする。
【発明の効果】
【0009】
第1、第2、第3発明によれば、熔融金属の揺らぎを防止できるので、効率よく熔融金属を粉砕でき、しかも、粒度のばらつきが少ない金属粉を製造することができる。
第4発明によれば、整流部材を変更するだけで簡単かつ自由に噴き付けノズル室内に形成する旋回流の状態を調整できる。したがって、金属粉の粒径や粒度のばらつきを自由にかつ簡単に調整することができる。
第5発明によれば、円筒状流路部の内面に沿った旋回流が形成されるので、安定した旋回流を形成することができる。
【図面の簡単な説明】
【0010】
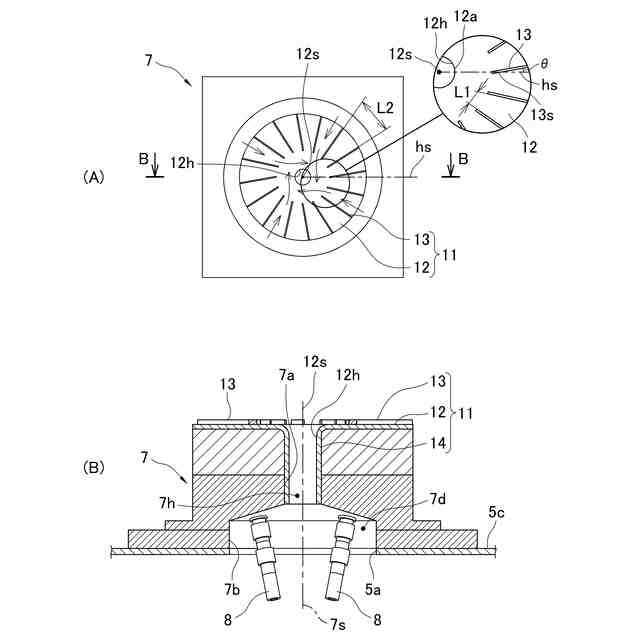
(A)は本実施形態の整流機構を設けたアトマイズ装置1の部分拡大図である。
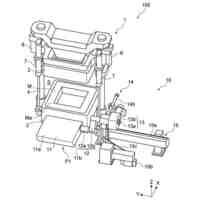
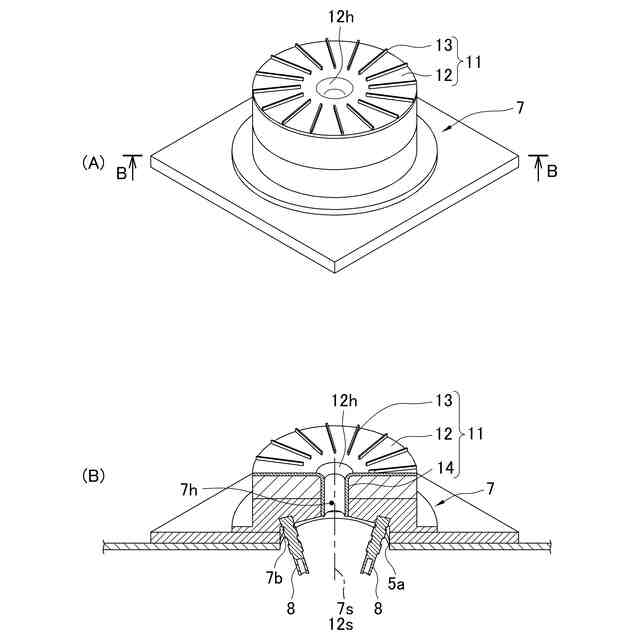
(A)は噴き付けノズル室5のノズル保持部7に整流機構の整流機構11の整流部材12を取り付けた状態の概略斜視説明図であり、(B)は(A)のB-B線断面図である。
(A)噴き付けノズル室5のノズル保持部7に整流機構の整流機構11の整流部材12を取り付けた状態の概略平面図であり、(B)は(A)のB-B線断面図である。
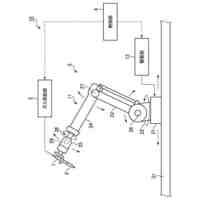
(A)は本実施形態の整流機構が採用されるアトマイズ装置1の概略説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
6日前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
15日前
トヨタ自動車株式会社
突き折り棒
2か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
7日前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社豊田中央研究所
積層造形装置
1か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
日立Astemo株式会社
成形装置
3か月前
ポーライト株式会社
焼結部品の製造方法
15日前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
27日前
セイコーエプソン株式会社
製造方法
2か月前
artience株式会社
接合用ペースト、及び接合体
7日前
artience株式会社
接合用ペースト、及び接合体
7日前
artience株式会社
接合用ペースト、及び接合体
7日前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
金型
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
2か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
花王株式会社
消臭剤組成物
今日
日本製鉄株式会社
鋳片の連続鋳造方法
2か月前
新東工業株式会社
中子セット装置
16日前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
3か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
4か月前
昭栄化学工業株式会社
Fe-Si系合金粉末の製造方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ