TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059796
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170109
出願日
2023-09-29
発明の名称
ダイカスト製造方法および装置
出願人
株式会社ダイレクト21
代理人
個人
,
個人
主分類
B22D
17/22 20060101AFI20250403BHJP(鋳造;粉末冶金)
要約
【課題】ランナーの加圧を行うに際して、加圧ピン先の角を適正に保護することでカジリや先端コーナー部への熱集中を無くし、ダイカスト製品を良好に製造できるダイカスト製造方法および装置を提供する。
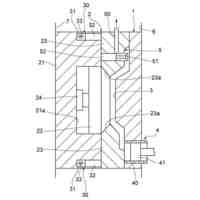
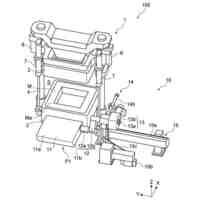
【解決手段】ダイカスト製造装置は、ダイカスト金型に溶湯を射出する第1加圧手段の他に、キャビティに直結する通路を加圧するピンを有する第2加圧手段を設けるとともに、加圧ピンの先端面の外周部に面取り部となる傾斜面と傾斜面に続く平坦面を形成してなる。
【選択図】図1
特許請求の範囲
【請求項1】
ダイカスト金型に溶湯を第1加圧手段により射出成型し、キャビティに直結する通路を加圧ピンが備えられた第2加圧手段により加圧するダイカスト製品の製造方法において、
前記加圧ピンの先端外周部に面取り部となる傾斜面と傾斜面裾部からピン外側面に続く平坦面を形成した加圧ピンにより前記第2加圧手段により加圧することを特徴とするダイカスト製造方法。
続きを表示(約 750 文字)
【請求項2】
ダイカスト金型に溶湯を第1加圧手段により射出成型し、キャビティに直結する通路を加圧ピンが備えられた第2加圧手段により加圧するダイカスト製品の製造方法において、
前記加圧ピンの先端外周部に面取り部となる傾斜面を形成した加圧ピンにより前記第2加圧手段により加圧することを特徴とするダイカスト製造方法。
【請求項3】
ランナー加圧ピンを動作させないで鋳造することを可能とするために、前記第2加圧手段による加圧終了時に、前記加圧ピンの引き込み動作を成す際にアンダーカット以上の引下げ動作を成すようにしたことを特徴とする請求項1または2に記載のダイカスト製造方法。
【請求項4】
ダイカスト金型に溶湯を射出する第1加圧手段の他に、キャビティに直結する通路を加圧するピンを有する第2加圧手段を設けるとともに、加圧ピンの先端面の外周部に面取り部となる傾斜面と傾斜面に続く平坦面を形成してなることを特徴とするダイカスト製造装置。
【請求項5】
ダイカスト金型に溶湯を射出する第1加圧手段の他に、キャビティに直結する通路を加圧するピンを有する第2加圧手段を設けるとともに、加圧ピンの先端面の外周部に面取り部となる傾斜面を形成してなることを特徴とするダイカスト製造装置。
【請求項6】
前記第2加圧手段の前記加圧ピンはランナーを摺動可能とされ、この加圧ピンの摺動面にはオリフィスを設け、前記オリフィスを逆流防止部としてなることを特徴とする請求項4又は5に記載のダイカスト製造装置。
【請求項7】
前記第2加圧手段の前記加圧ピンは内部を冷却する構造とされていることを特徴とする請求項4又は5に記載のダイカスト製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はダイカスト製造方法および装置に関し、特にランナー加圧法や局部加圧法を用いられるダイカスト製造方法および装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ダイカスト製品の鋳造方法は、金型で作ったキャビティにアルミ等の溶湯をプランジャーで充填し、キャビティに倣った形状に凝固させた製品を取り出して行う。また、製品として成形するときに巣が出来ないように、プランジャーを更に増圧する動作を加えるための増圧機構がプランジャー後部に設けられている。プランジャーによるキャビティ内への充填加圧作用を行って、キャビティ形状に合わせた製品を製造している。
【0003】
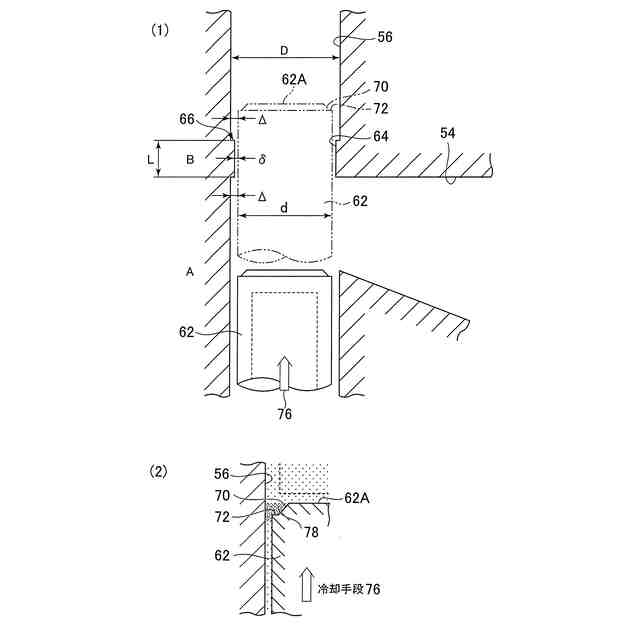
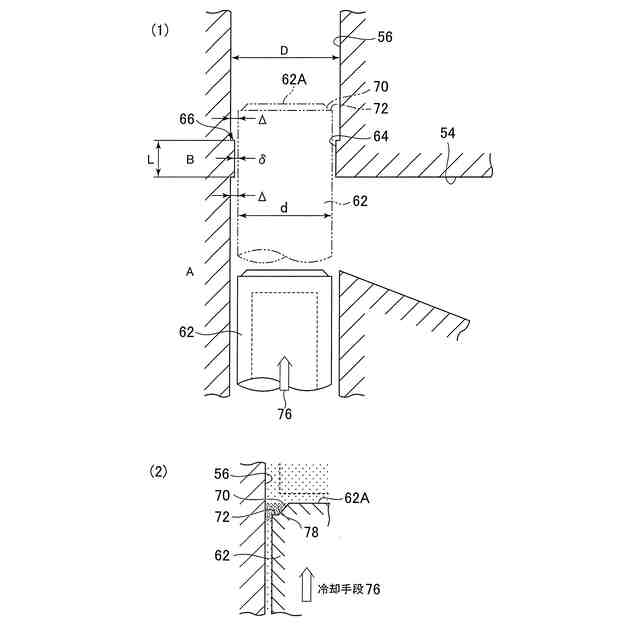
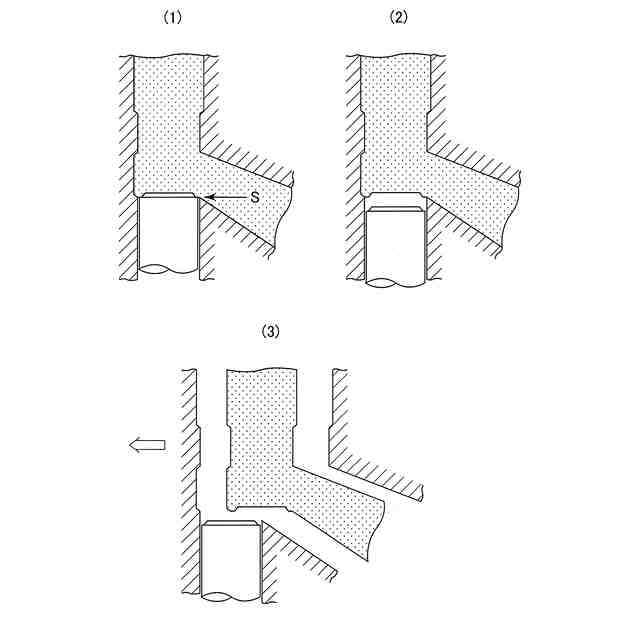
また、近年、プランジャーで加圧した製品から更に巣を除くため、プランジャーによる1次加圧の後に、製品に至るランナー部分に製品部を押圧する加圧ピンを別途に配置し、2次的に高い圧力で製品を押圧する構造のものが提案されている。特に高加圧する際に溶湯が逆流しないように加圧ピンの摺動箇所にオリフィスを設け、高圧で押圧するようにしている(特許文献1)。2次加圧手段の加圧ピンは高加圧を行うため、プランジャーより小径とされ、プランジャーの加圧限度(70MPa)を超えるおおよそ300MPa程度の圧力を与えるようにしている。
【0004】
ところが、従来の加圧ピンはランナーとの摺動隙間が小さく、加圧ピンの形状が単純円筒形であると、形成される隙間も円形リングとなり溶湯の差し込み部にカジリが生じ、加圧ピンのスムーズな動きを邪魔する可能性があった。また、加圧ピンの角部がカジリや熱集中により欠損する可能性があったものである。
【先行技術文献】
【特許文献】
【0005】
特許第7090254号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記問題点に着目し、プランジャーによる溶湯射出後に第2射出としてのランナーの加圧を行うに際して、加圧ピン先の角を適正に保護することでカジリや先端コーナー部への熱集中を無くし、ダイカスト製品を良好に製造できるダイカスト製造方法および装置を提供しようとするものである。
【課題を解決するための手段】
【0007】
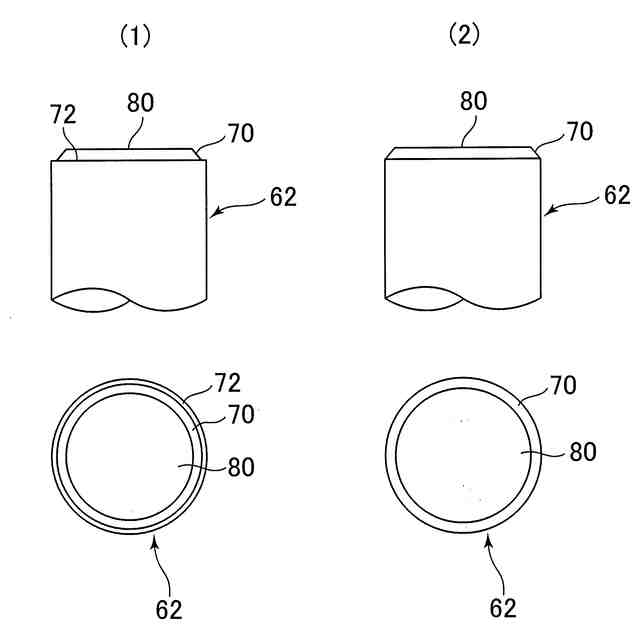
本発明に係るダイカスト製造方法は、上記目的を達成するため、以下のように構成したものである。ダイカスト金型に溶湯を第1加圧手段により射出成型し、キャビティに直結する通路を加圧ピンが備えられた第2加圧手段により加圧するダイカスト製品の製造方法において、前記加圧ピンの先端外周部に面取り部となる傾斜面と傾斜面裾部からピン外側面に続く平坦面を形成した加圧ピンにより第2加圧手段により加圧することを特徴としている。
【0008】
この場合、前記加圧ピンの先端外周部に面取り部となる傾斜面だけを形成した加圧ピンにより第2加圧手段により加圧するようにしてもよい。
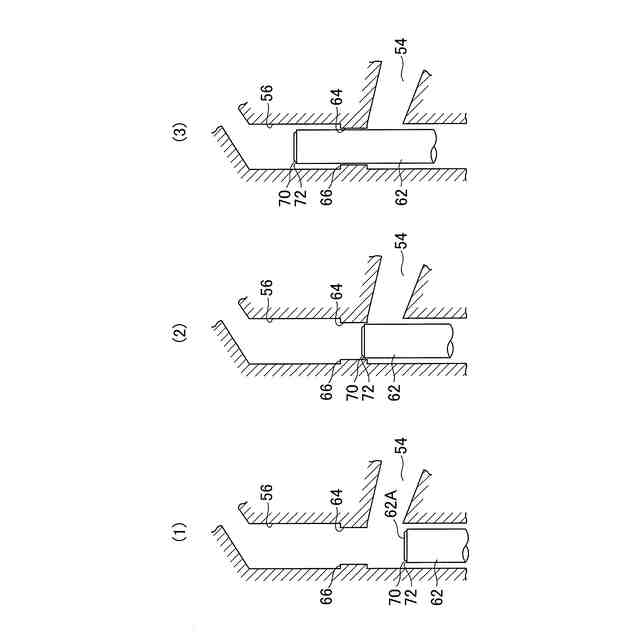
さらに、ランナー加圧の製造製品品質向上効果確認のためにランナー加圧ピンを動作させない鋳造を行えるように、ランナー加圧非動作時に発生するアンダーカットによる製品取り出しができない状態を回避するための動作を特徴としている。アンダーカットの影響を回避するために前記第2加圧手段による加圧終了時に、加圧ピンの引き込み動作を成す際にアンダーカット以上の引下げ動作を成している。
【0009】
また、本発明に係るダイカスト製造装置は、ダイカスト金型に溶湯を射出する第1加圧手段の他に、キャビティに直結する通路を加圧するピンを有する第2加圧手段を設けるとともに、前記加圧ピンの先端面の外周部に面取り部となる傾斜面と傾斜面に続く平坦面を形成してなることを特徴としている。
【0010】
ダイカスト金型に溶湯を射出する第1加圧手段の他に、キャビティに直結する通路を加圧するピンを有する第2加圧手段を設けるとともに、前記加圧ピンの先端面の外周部に面取り部となる傾斜面を形成していてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
トヨタ自動車株式会社
押湯入子
今日
株式会社プロテリアル
合金粉末の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
トヨタ自動車株式会社
中子の製造方法
13日前
株式会社キャステム
鋳造品の製造方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
トヨタ自動車株式会社
突き折り棒
3か月前
旭有機材株式会社
鋳型の製造方法
18日前
トヨタ自動車株式会社
金型冷却構造
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
株式会社豊田中央研究所
積層造形装置
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
日立Astemo株式会社
成形装置
4か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
セイコーエプソン株式会社
製造方法
3か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
artience株式会社
接合用ペースト、及び接合体
1か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
3か月前
トヨタ自動車株式会社
ダイカスト装置
2か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
3か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
2か月前
寧波力勁科技有限公司
鋳造装置の圧力射出システム
4日前
トヨタ自動車株式会社
金型
3か月前
花王株式会社
消臭剤組成物
27日前
新東工業株式会社
中子セット装置
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
4か月前
日本製鉄株式会社
鋳片の連続鋳造方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
4か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ