TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165455
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069484
出願日
2024-04-23
発明の名称
テーパ部を有する円筒体の成形方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
22/26 20060101AFI20251028BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】高硬度の難加工材においても、塑性加工により、テーパ部を有する円筒体を確実に成形すると共に当該円筒体に圧縮残留応力を付与することが可能な技術を提供する。
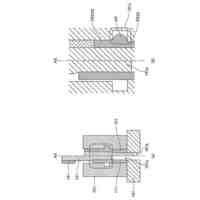
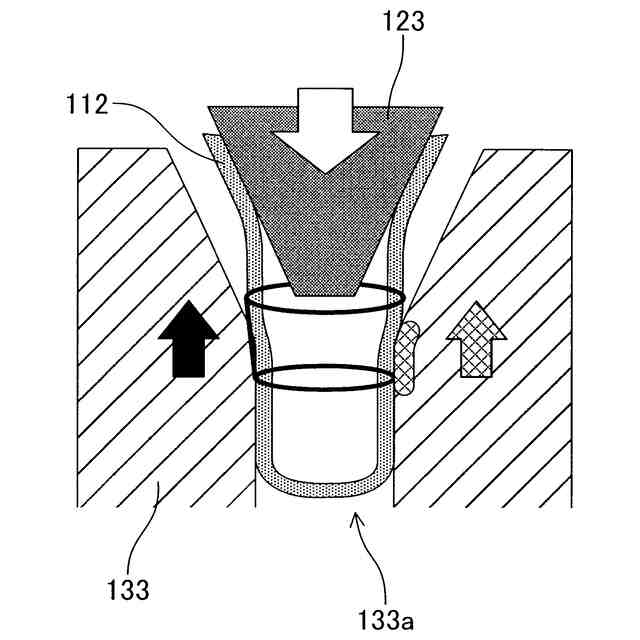
【解決手段】有底円筒状の素材の閉口端部をパンチによって押圧して縮径させつつ延伸して小径円筒部を形成する一方で開口端は縮径させずに残してテーパ部を形成して中間素材を得て、次に、中間素材の閉口端部を別のパンチによって押圧してテーパ部は縮径させずに小径円筒部を更に縮径させつつ延伸し、次に、テーパ部の内周面を更に別のパンチによって押圧してテーパ部は縮径させずに小径円筒部を更に縮径させつつ延伸し、最後にパンチとダイスとの間にテーパ部を挟圧する。
【選択図】図1
特許請求の範囲
【請求項1】
ダイス孔及びパンチを用いて有底円筒状の素材からテーパ部と円筒部とを形成する、テーパ部を有する円筒体の成形方法であって、
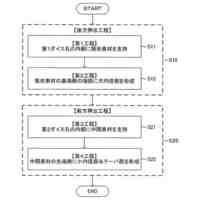
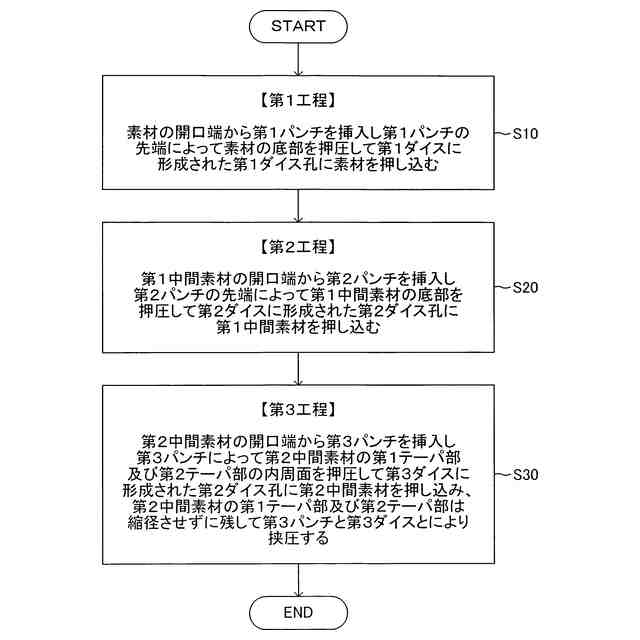
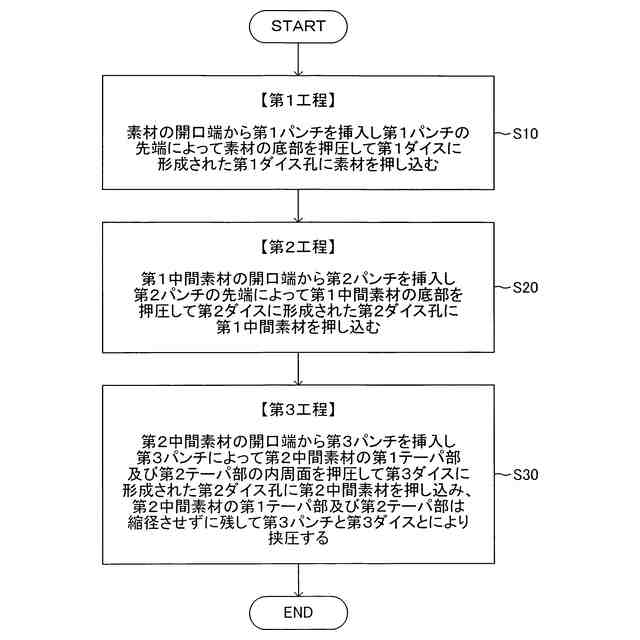
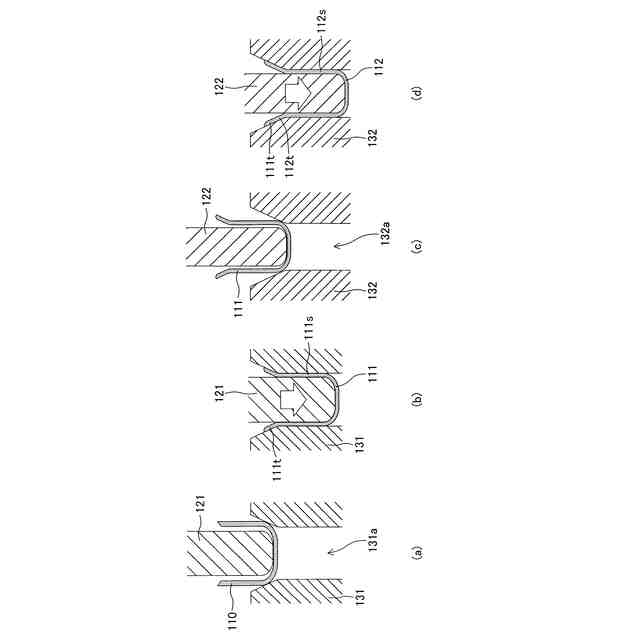
前記素材の開口端から第1パンチを挿入し前記第1パンチの先端によって前記素材の底部を押圧して第1ダイスに形成された第1ダイス孔に前記素材を押し込むことにより、前記素材の閉口端を含む部分である閉口端部を縮径させつつ延伸して第1小径円筒部を形成する一方で、前記開口端は縮径させずに残して前記開口端と前記第1小径円筒部との間に介在し前記開口端と前記第1小径円筒部とを繋ぐ部分である第1テーパ部を形成して、前記第1小径円筒部と前記第1テーパ部とを有する第1中間素材を得る工程である、第1工程と、
前記第1中間素材の開口端から第2パンチを挿入し前記第2パンチの先端によって前記第1中間素材の底部を押圧して第2ダイスに形成された第2ダイス孔に前記第1中間素材を押し込むことにより、前記第1中間素材の前記第1小径円筒部の閉口端を含む部分である第1閉口端部を縮径させつつ延伸して第2小径円筒部を形成する一方で、前記第1中間素材の前記第1テーパ部は縮径させずに残して前記第1テーパ部と前記第2小径円筒部との間に介在し前記第1テーパ部と前記第2小径円筒部とを繋ぐ部分である第2テーパ部を形成して、前記第2小径円筒部と前記第2テーパ部と前記第1テーパ部とを有する第2中間素材を得る工程である、第2工程と、
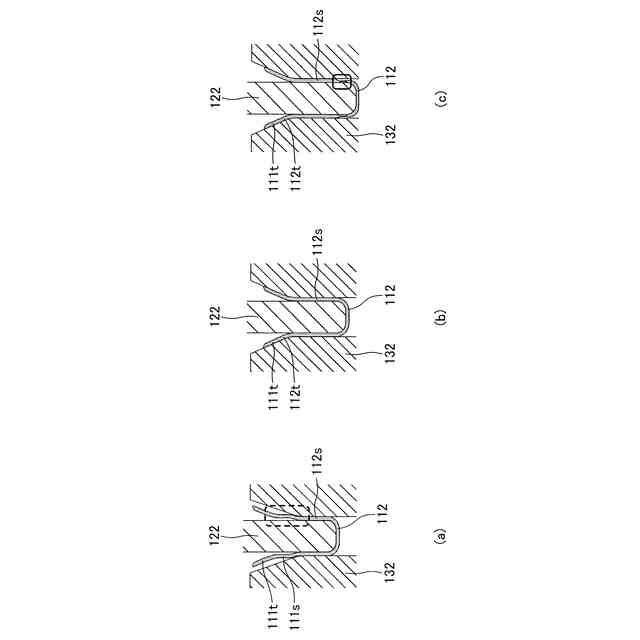
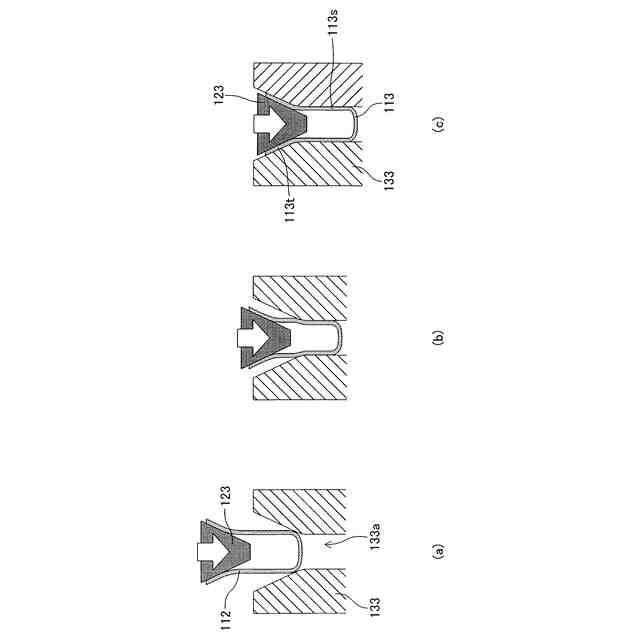
前記第2中間素材の開口端から第3パンチを挿入し前記第3パンチによって前記第2中間素材の前記第1テーパ部及び前記第2テーパ部の内周面を押圧して第3ダイスに形成された第3ダイス孔に前記第2中間素材を押し込むことにより、前記第2中間素材の前記第2小径円筒部の閉口端を含む部分である第2閉口端部を縮径させつつ延伸して第3小径円筒部を形成する一方で、前記第2中間素材の前記第1テーパ部及び前記第2テーパ部は縮径させずに残して前記開口端と前記第3小径円筒部との間の部分を前記第3パンチと前記第3ダイスとによって挟圧することにより前記開口端と前記第3小径円筒部との間に介在し前記開口端と前記第3小径円筒部とを繋ぐ部分である第3テーパ部を形成して、前記第3小径円筒部と前記第3テーパ部とを有する成形物を得る工程である、第3工程と、
を少なくとも含む、
ことを特徴とする、テーパ部を有する円筒体の成形方法。
続きを表示(約 380 文字)
【請求項2】
請求項1に記載されたテーパ部を有する円筒体の成形方法であって、
前記第3工程において、前記第2中間素材の前記第2小径円筒部の絞り抵抗に起因する応力である絞り応力と前記第3ダイスとの摩擦抵抗に起因する応力である摩擦応力との合計よりも前記第2中間素材の前記第1テーパ部及び前記第2テーパ部が軸方向に作用する応力に抗して形状を維持することが可能な最大の応力である耐荷重の方が大きい、
ことを特徴とする、テーパ部を有する円筒体の成形方法。
【請求項3】
請求項1又は請求項2に記載されたテーパ部を有する円筒体の成形方法であって、
前記第2工程を複数回繰り返し実行することにより、前記第2小径円筒部及び前記第2テーパ部を漸進的に形成する、
ことを特徴とする、テーパ部を有する円筒体の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、テーパ部を有する円筒体の成形方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
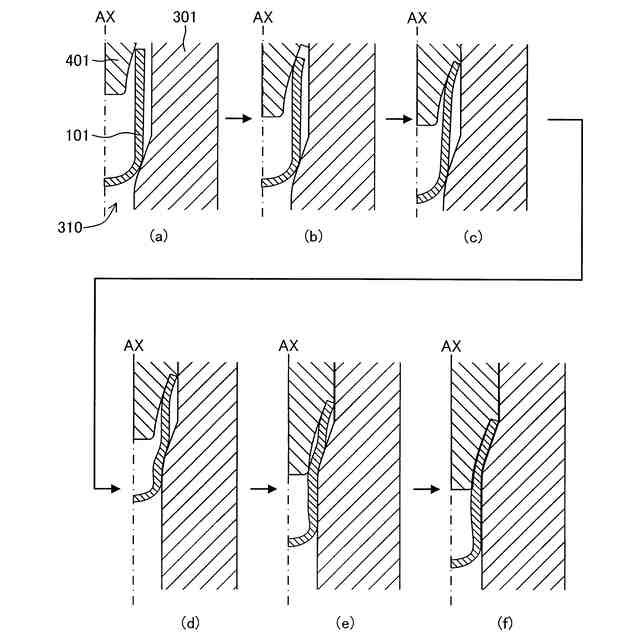
直管部から端部へ向かうにつれて径が増大する部分であるテーパ部(フレア部)を有する円筒体の成形方法としては、特許文献1(国際公開第2023/105883号)に記載された工法が知られている。当該工法は、図9に例示するように、ダイス301に形成されたダイス孔310の内部に有底筒状の素材101をセットし、略円錐台状の芯金401を素材101の開口端に挿入し拡径させてテーパ部を形成し、続いて芯金401の側面に形成された段差部によってテーパ部の端面を押圧して素材101の円筒部をダイス孔310の小径部に押し込んで絞り加工を施すことにより、円筒部を延伸させつつ縮径して所望の形状を得る工法である。
【0003】
上記工法は、例えばノズル等の製品に供する中間素材としての「テーパ部を有する円筒体」の成形において有用な加工法である。しかしながら、高硬度の難加工材(例えば数mm程度に及ぶ厚い板厚を有するオーステナイト系スレンレス鋼製の素材等)においては、面積が小さいフレア部の端面を押圧するため当該端面及び当該端面に接触するパンチの段差部に過大な負荷がかかり、フレア部の端面の変形、押圧不能及び/又はパンチの段差部の破損等の問題を招き、絞り成形を行うことができない場合がある。
【0004】
一方、特許文献2(特許第4388187号公報)においては、カップ状の半製品の円筒部を延伸させつつ縮径することを繰り返してテーパ部を有する円筒体を成形する工法が提案されている。当該工法においては、図10の(a)から(c)に例示するように、一端が開き且つ他端が閉じた円筒壁からなるカップ形の半成品20の底壁22側から円筒壁21の開放端へ向けて図示しないパンチとダイスとからなる数対の塑性型によって絞り加工を施して縮径と同時に軸方向に伸長させる。これにより、図10の(d)に例示するように、円筒壁51の開放端に数個の段部からなる段状のフランジ部55を備える半製品50を形成する。そして、図11に例示するように、金型71及び72によって当該半製品のフランジ部55を挟圧加工してフレア部15を成形する。
【0005】
上記工法においては、テーパ部(フレア部)の端面を押圧しないので、上述した特許文献1に記載された工法のような不具合は理論的には発生しない。しかしながら、所望の形状を有する円筒部を得るには複数組のパンチとダイスとを用意して逐次加工を繰り返さねばならないため、工程毎の加工硬化が懸念されると共に、加工工程としての工数及び費用の面から実用的ではない。
【0006】
また、上記工法は通常材には適用可能であるが、高硬度の難加工材については逐次加工の繰り返しに伴う加工硬化に起因する加工荷重の増大が著しいため所謂「焼き鈍し」等の熱処理が不可欠であり、加工工程としての工数及び費用が更に増大する。段状のフランジ部の形成及びフランジ部の挟圧加工によるフレア部の成形においても、上記と同様の問題が存在する。従って、上記工法を高硬度の難加工材に適用してテーパ部(フレア部)を有する円筒体を成形することは困難又は不可能である。
【0007】
更に、上記工法のように絞り加工のみによって円筒部の延伸及び縮径を施す場合、最終的に得られる成形物において引張応力が残留するので、素材によっては所謂「遅れ破壊」も懸念される。特に、内部に圧力が作用する製品(例えば、ノズル等)として使用される成形物において引張応力が残留することは疲労限界を弱めることにもなり、内圧に対する余裕度が低くなるため好ましくない。斯かる観点からは、内部に圧力が作用する製品として使用される成形物には圧縮応力が残留することが好ましい。
【先行技術文献】
【特許文献】
【0008】
国際公開第2023/105883号
特許第4388187号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
前述したように、当該技術分野においては、高硬度の難加工材においても、塑性加工により、テーパ部を有する円筒体を確実に成形すると共に当該円筒体に圧縮残留応力を付与することが可能な技術が求められている。
【課題を解決するための手段】
【0010】
上記課題に鑑み、本発明者は、鋭意研究の結果、有底円筒状の素材の閉口端部をパンチによって押圧して縮径させつつ延伸して小径円筒部を形成する一方で開口端は縮径させずに残してテーパ部を形成して中間素材を得て、次に、中間素材の閉口端部を別のパンチによって押圧してテーパ部は縮径させずに小径円筒部を更に縮径させつつ延伸し、次に、テーパ部の内周面を更に別のパンチによって押圧してテーパ部は縮径させずに小径円筒部を更に縮径させつつ延伸し、最後にパンチとダイスとの間にテーパ部を挟圧することにより、上記課題を解決することができることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
排気浄化装置
11日前
株式会社三五
ドライブシャフト
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
24日前
株式会社三五
ハイブリッド車の排気システム
12日前
株式会社三五
テーパ部を有する円筒体の成形方法
26日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
1か月前
株式会社三五
排気系の容器体及びその製造方法
3日前
個人
鋼線の連続伸線方法
17日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
工機ホールディングス株式会社
ニブラ
6か月前
株式会社アマダ
曲げ加工機
5か月前
日鉄建材株式会社
成形装置
1か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
8か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社TMEIC
監視装置
7か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
8か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニオンツール株式会社
転造ダイスセット
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ