TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163380
公報種別
公開特許公報(A)
公開日
2025-10-29
出願番号
2024066556
出願日
2024-04-17
発明の名称
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21C
25/08 20060101AFI20251022BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】円筒状の素管にマンドレルが挿入又は挿通された状態において駆動機構によってダイス孔に素管を押し込んで素管の先端側を延伸しつつ縮径させて小径部を形成して差厚パイプを成形する押出加工において、小径部の横断面の外輪郭の形状を非円形とすることが可能な技術を提供する。
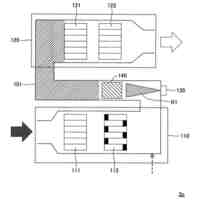
【解決手段】ダイス孔の基端側に形成され且つ円形の横断面を有する部分である大内径部とダイス孔の先端側に形成され且つ非円形の横断面を有する部分である小内径部との間に形成される接続部の内周面を大内径部及び小内径部と同軸の略円錐台形の側面によって構成し且つ小内径部の内部空間の形状である非円形の横断面を有する柱形の側面と接続部の内部空間の形状である略円錐台形の側面とが交わる相貫線を小内径部と接続部との境界線とする。
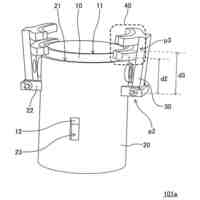
【選択図】図2
特許請求の範囲
【請求項1】
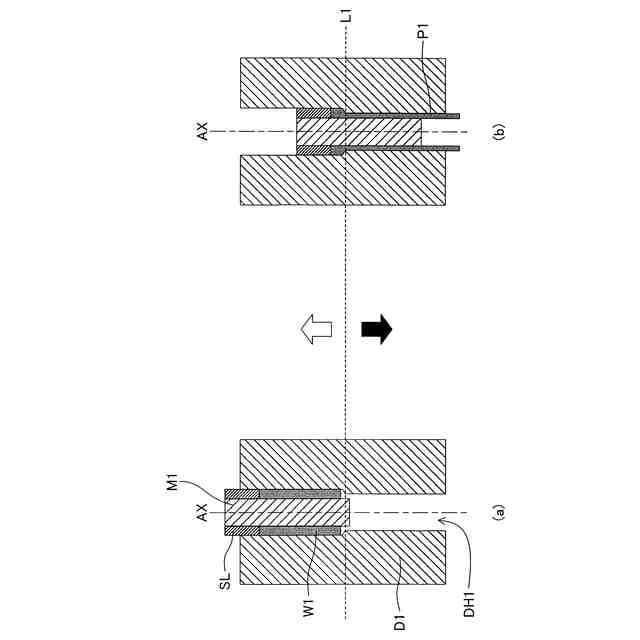
所定の形状を有するマンドレルと、前記マンドレルに対して同軸状に配設された円筒状の部材であるスリーブと、所定の形状を有する貫通孔であるダイス孔が形成されたダイスと、少なくとも前記スリーブと前記ダイスとを軸方向において近付けるように駆動する駆動機構と、を備え、
所定の形状を有する素管に前記マンドレルが挿入又は挿通された状態において前記駆動機構によって前記ダイス孔に前記素管を押し込んで押出加工を実行することにより所定の形状を有する差厚パイプを成形する工程である押出加工工程を実行するように構成された、
差厚パイプの押出成形装置であって、
前記素管は、所定の外径である第1外径、所定の内径である第1内径及び所定の肉厚である第1肉厚を有する円筒状の部材であり、
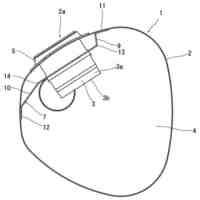
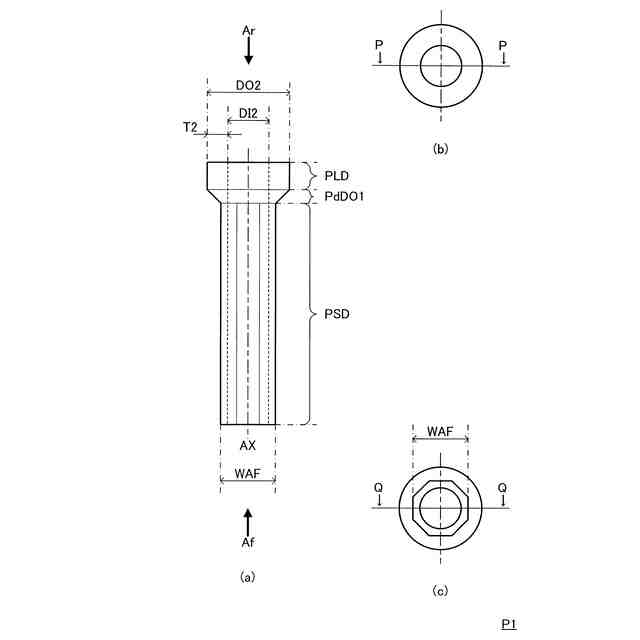
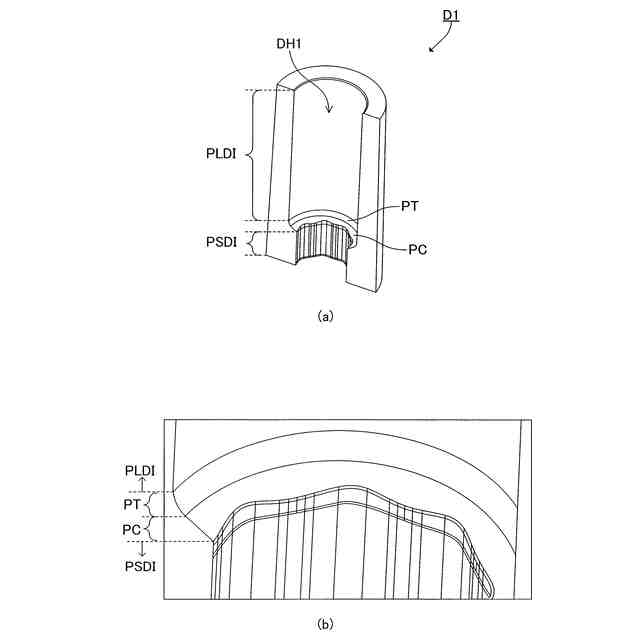
前記差厚パイプは、前記押出加工工程において前記ダイス孔に前記素管を押し込む方向である押出方向における上流側である基端側の端部に形成され且つ前記第1外径に等しい第2外径、前記第1内径以下の所定の内径である第2内径及び所定の肉厚である第2肉厚を有する円筒状の部分である大径部と、前記押出方向における下流側である先端側に形成され且つ前記大径部の円形の横断面の外輪郭よりも小さい非円形の横断面の外輪郭及び前記大径部と同じ前記第2内径を有する部分である小径部と、前記大径部と前記小径部との間に形成され且つ前記大径部と同じ前記第2内径を有し、前記大径部から前記小径部へと近付くにつれて前記第2外径から一定の比率にて外径が小さくなり前記大径部と前記小径部とを接続する部分である第1外径減少部と、を含み、
前記マンドレルは、前記先端側に形成され且つ前記第2内径に対応する外径である第3外径を有する円柱状の部分である大外径部を含み、
前記スリーブは、前記先端側の端部に形成され且つ前記第1外径に等しい第4外径、前記第2内径に等しい第3内径及び所定の肉厚である第3肉厚を有する円筒状の部分である押圧部を含み、
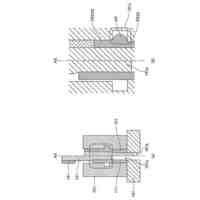
前記ダイス孔は、前記基端側に形成され且つ前記第1外径に対応する内径である第4内径を有する円柱状の空間を画定する部分である大内径部と、前記先端側に形成され且つ前記小径部の非円形の横断面の外輪郭に対応する非円形の横断面を有する柱状の空間を画定する部分である小内径部と、前記大内径部と前記小内径部との間に形成され且つ前記大内径部から前記小内径部へと近付くにつれて前記第4内径から一定の比率にて内径が減少する部分である接続部と、前記大内径部と前記接続部との間に形成され且つ前記ダイス孔の中心軸を含む平面による断面における内周面が前記大内径部の内周面と前記接続部の内周面とを連続的に接続する曲線である部分である移行部と、を含み、
前記ダイス孔において、前記小内径部の内周面と前記接続部の内周面とが交わる相貫線によって前記小内径部と前記接続部との境界線が構成されており、
前記押出加工工程において、少なくとも前記押出加工により前記ダイス孔の前記大内径部の前記先端側の端部よりも前記先端側へと前記素管を構成する材料が流動し始める時点である第1時点以降の期間において、前記マンドレルの前記先端側の端部が前記ダイス孔の前記小内径部の前記基端側の端部よりも前記先端側の位置にあるように構成された、
差厚パイプの押出成形装置。
続きを表示(約 3,400 文字)
【請求項2】
請求項1に記載された差厚パイプの押出成形装置であって、
前記ダイス孔の前記小内径部の内径の最小値から前記マンドレルの前記第3外径の値を減算することによって得られる値の1/2である最小肉厚に対する前記ダイス孔の前記小内径部の内径の最大値から前記マンドレルの前記第3外径の値を減算することによって得られる値の1/2である最大肉厚の比である肉厚比が1よりも大きく且つ2以下である、
差厚パイプの押出成形装置。
【請求項3】
請求項1又は請求項2に記載された差厚パイプの押出成形装置であって、
前記ダイス孔の中心軸を含む平面による断面において、前記ダイス孔の前記接続部の内周面と前記中心軸とがなす角度であるダイ半角が45°以上であり且つ70°未満である、
差厚パイプの押出成形装置。
【請求項4】
請求項1又は請求項2に記載された差厚パイプの押出成形装置であって、
前記ダイス孔の前記小内径部において、前記基端側の端部における所定の範囲にランドが形成されており、前記ランドよりも前記先端側の部分によって画定される柱状の空間の横断面の外輪郭は前記ランドによって画定される柱状の空間の横断面の外輪郭よりも大きい、
差厚パイプの押出成形装置。
【請求項5】
請求項1又は請求項2に記載された差厚パイプの押出成形装置であって、
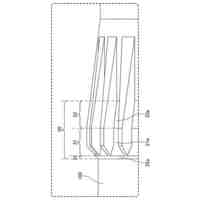
前記差厚パイプは、前記先端側の端部に形成され且つ前記小径部と同じ非円形の横断面の外輪郭及び前記第2内径よりも小さい所定の内径である第5内径を有する部分である肉厚部と、前記小径部と前記肉厚部との間に形成され且つ前記小径部から前記肉厚部へと近付くにつれて前記第2内径から前記第5内径へと内径が減少する部分である内径減少部と、を更に含み、
前記マンドレルは、前記大外径部よりも前記先端側に形成され且つ前記第5内径に対応し前記第3外径よりも小さい所定の外径である第5外径を有する円柱状の部分である小外径部と、前記大外径部と前記小外径部との間に形成され且つ前記大外径部から前記小外径部へと近付くにつれて前記第3外径から前記第5外径へと外径が減少する部分である第2外径減少部と、を更に含み、
前記押出加工工程において、前記押出加工により前記ダイス孔の前記小内径部の前記基端側の端部よりも前記先端側へと前記素管を構成する材料が流動し始める時点である第2時点においては前記マンドレルの前記小外径部の前記基端側の端部が前記ダイス孔の前記小内径部の前記基端側の端部よりも前記基端側の位置にあり、前記第2時点よりも後の所定の時点である第3時点以降の期間においては前記マンドレルの前記大外径部の前記先端側の端部が前記ダイス孔の前記小内径部の前記基端側の端部よりも前記先端側の位置にあるように、前記マンドレル及び前記スリーブと前記ダイスとの位置関係が制御される、
差厚パイプの押出成形装置。
【請求項6】
請求項1又は請求項2に記載された差厚パイプの押出成形装置であって、
前記押出方向に延在する1つ以上の凸部が前記ダイス孔の前記小内径部の内周面に形成されており、
前記差厚パイプの前記小径部の外周面における前記ダイス孔の前記小内径部の内周面に形成された前記凸部に対応する位置に前記押出方向に延在する溝状の凹部が形成される、
差厚パイプの押出成形装置。
【請求項7】
請求項6に記載された差厚パイプの押出成形装置であって、
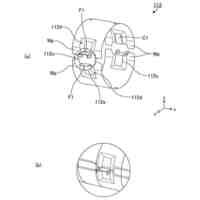
前記ダイス孔の前記小内径部によって画定される空間の横断面の形状及び前記差厚パイプの前記小径部の横断面の外輪郭の形状が多角形であり、
前記ダイス孔の前記小内径部の内周面に形成された前記凸部及び前記差厚パイプの前記小径部の外周面に形成される前記凹部が前記多角形の辺に相当する部位に位置する、
差厚パイプの押出成形装置。
【請求項8】
請求項7に記載された差厚パイプの押出成形装置であって、
前記ダイス孔の前記小内径部の内周面に形成された前記凸部及び前記差厚パイプの前記小径部の外周面に形成される前記凹部が前記多角形の辺の端部よりも中点に近い部位に位置する、
差厚パイプの押出成形装置。
【請求項9】
所定の形状を有するマンドレルと、前記マンドレルに対して同軸状に配設された円筒状の部材であるスリーブと、所定の形状を有する貫通孔であるダイス孔が形成されたダイスと、少なくとも前記スリーブと前記ダイスとを軸方向において近付けるように駆動する駆動機構と、を備える押出成形装置において、所定の形状を有する素管に前記マンドレルが挿入又は挿通された状態において前記駆動機構によって前記ダイス孔に前記素管を押し込んで押出加工を実行することにより所定の形状を有する差厚パイプを成形する工程である押出加工工程を含む、差厚パイプの押出成形方法であって、
前記素管は、所定の外径である第1外径、所定の内径である第1内径及び所定の肉厚である第1肉厚を有する円筒状の部材であり、
前記差厚パイプは、前記押出加工工程において前記ダイス孔に前記素管を押し込む方向である押出方向における上流側である基端側の端部に形成され且つ前記第1外径に等しい第2外径、前記第1内径以下の所定の内径である第2内径及び所定の肉厚である第2肉厚を有する円筒状の部分である大径部と、前記押出方向における下流側である先端側に形成され且つ前記大径部の円形の横断面の外輪郭よりも小さい非円形の横断面の外輪郭及び前記大径部と同じ前記第2内径を有する部分である小径部と、前記大径部と前記小径部との間に形成され且つ前記大径部と同じ前記第2内径を有し、前記大径部から前記小径部へと近付くにつれて前記第2外径から一定の比率にて外径が小さくなり前記大径部と前記小径部とを接続する部分である第1外径減少部と、を含み、
前記マンドレルは、前記先端側に形成され且つ前記第2内径に対応する外径である第3外径を有する円柱状の部分である大外径部を含み、
前記スリーブは、前記先端側の端部に形成され且つ前記第1外径に等しい第4外径、前記第2内径に等しい第3内径及び所定の肉厚である第3肉厚を有する円筒状の部分である押圧部を含み、
前記ダイス孔は、前記基端側に形成され且つ前記第1外径に対応する内径である第4内径を有する円柱状の空間を画定する部分である大内径部と、前記先端側に形成され且つ前記小径部の非円形の横断面の外輪郭に対応する非円形の横断面を有する柱状の空間を画定する部分である小内径部と、前記大内径部と前記小内径部との間に形成され且つ前記大内径部から前記小内径部へと近付くにつれて前記第4内径から一定の比率にて内径が減少する部分である接続部と、前記大内径部と前記接続部との間に形成され且つ前記ダイス孔の中心軸を含む平面による断面における内周面が前記大内径部の内周面と前記接続部の内周面とを連続的に接続する曲線である部分である移行部と、を含み、
前記ダイス孔において、前記小内径部の内周面と前記接続部の内周面とが交わる相貫線によって前記小内径部と前記接続部との境界線が構成されており、
前記押出加工工程において、少なくとも前記押出加工により前記ダイス孔の前記大内径部の前記先端側の端部よりも前記先端側へと前記素管を構成する材料が流動し始める時点である第1時点以降の期間において、前記マンドレルの前記先端側の端部が前記ダイス孔の前記小内径部の前記基端側の端部よりも前記先端側の位置にある、
差厚パイプの押出成形方法。
【請求項10】
請求項9に記載された差厚パイプの押出成形方法であって、
前記ダイス孔の前記小内径部の内径の最小値から前記マンドレルの前記第3外径の値を減算することによって得られる値の1/2である最小肉厚に対する前記ダイス孔の前記小内径部の内径の最大値から前記マンドレルの前記第3外径の値を減算することによって得られる値の1/2である最大肉厚の比である肉厚比が1よりも大きく且つ2以下である、
差厚パイプの押出成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、差厚パイプの押出成形装置及び差厚パイプの押出成形方法に関する。より詳しくは、本発明は、横断面の外輪郭が非円形である長尺の小径部を有する差厚パイプの押出成形装置及び当該差厚パイプの押出成形方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
当該技術分野においては、厚肉部において所望の機械的強度を達成しつつ薄肉部(厚肉部以外の部分)において軽量化を図ることを目的としてパイプの軸方向における一部分に厚肉部が形成された差厚パイプ(「バテッドパイプ」及び「バテッドチューブ」等とも称呼される)が知られている。
【0003】
上記のような差厚パイプの成形方法としては、例えば、特許文献1(特許第6933762号公報)において、筒状素材をダイスに挿通して延伸しつつ縮径させながら先端部の肉厚を増大させる押出成形方法が開示されている。当該成形方法において基端側の端部に筒状素材を非加工のまま残すことにより、当該未加工の部分である大径部と、延伸及び縮径がなされた長尺の小径部と、小径部の先端に形成され肉厚が増大された厚肉部とを有する差厚パイプを得ることができる。
【0004】
上記成形方法によって得られる差厚パイプにおいては大径部、小径部及び厚肉部の横断面の形状が何れも円形である。しかしながら、例えば車両のドライブトレインを構成するシャフト等の用途において、非円形(例えば、多角形等)の横断面の外輪郭を有する長尺の小径部を有する差厚パイプが求められる場合がある。
【0005】
そこで、当該技術分野においては、円形の横断面を有する素材に押出加工を施して非円形の横断面を有する小径部を形成する工法が特許文献2(特開2000-140980号公報)において提案されている。当該工法は、貫通孔が穿設された小さいアスペクト比(縦/横比)を有する筒状素材に上記貫通孔よりも小さい径を有するマンドレルを挿通した状態にて、所望の非円形の横断面を有するダイ孔に上記筒状素材を押し込んで縮径させて小径部を形成すると共に当該小径部の横断面の外輪郭を非円形とする技術である。
【0006】
上記工法によれば、未加工の筒状素材を残すことにより、円形の横断面の外輪郭を有する大径部を基端側に有し且つ非円形の横断面の外輪郭を有する小径部を先端側に有する差厚パイプを成形することができる。しかしながら、上記工法は、単純な押し込み成形であり、上述した特許文献1に開示された発明に係る押出成形方法のように長尺の小径部を得ることは困難である。
【0007】
一方、特許文献3(特開2009-160608号公報)には、中空の筒状部材又は中実の棒状部材をダイス孔に押し込んで縮径させるためのテーパ部を有する工具において、ダイス孔のテーパ部の途中に凸部を形成してダイス孔の横断面の形状を非円形とすることにより、加工硬度差を誘起して、円形の横断面を有する小径部におけるオーバーシュートを防止する工法が提案されている。
【0008】
しかしながら、上記工法によって最終的に得られる小径部の横断面の形状は円形であり、非円形の横断面を有する小径部を形成することはできない。即ち、当該工法によっても、横断面の外輪郭が非円形である部分である小径部を長く延伸させて差厚パイプを得ることは不可能である。
【0009】
以上のように、当該技術分野においては、上述した特許文献1に開示された発明に係る押出成形方法におけるように、小径部の延伸を伴う押出加工によって、小径部の横断面の外輪郭の形状を非円形(特に、多角形)とすることが可能な工法が求められている。
【先行技術文献】
【特許文献】
【0010】
特許第6933762号公報
特開2000-140980号公報
特開2009-160608号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
2か月前
株式会社三五
排気装置
2か月前
株式会社三五
排気浄化装置
7日前
株式会社三五
ドライブシャフト
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
20日前
株式会社三五
配管用マーキング装置
2か月前
株式会社三五
管材のインシュレータ
3か月前
株式会社三五
二重テーパ部の製造方法
3か月前
株式会社三五
ハイブリッド車の排気システム
8日前
株式会社三五
テーパ部を有する円筒体の成形方法
22日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
2か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
29日前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
13日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
7か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社トラバース
パンチング加工装置
7か月前
日鉄建材株式会社
成形装置
1か月前
株式会社TMEIC
監視装置
7か月前
株式会社アマダ
曲げ加工機
8か月前
株式会社アマダ
曲げ加工機
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ