TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117135
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011831
出願日
2024-01-30
発明の名称
二重テーパ部の製造方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21D
39/04 20060101AFI20250804BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】テーパ部の両端に小径端部及び大径端部をそれぞれ有する外管及び内管から、外管及び/又は内管の軌跡及び/又は姿勢の複雑な制御を必要とすること無く、二重テーパ部を形成する。
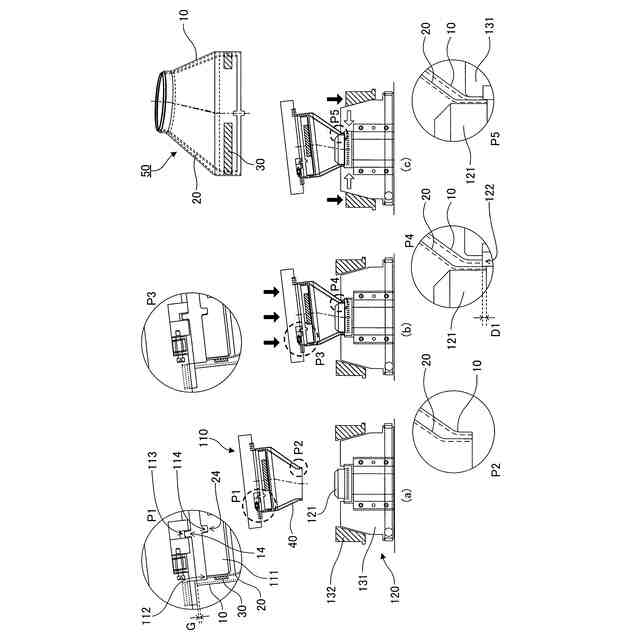
【解決手段】大径端部同士が同軸に維持され且つ弾性部材を挟持することにより位置関係が定められた外管と内管との集成体を第1保持手段にセットし(第1工程)、次に外管の小径端部と内管の小径端部とが互いに同軸である状態にて第1保持手段とは別個の第2保持手段に集成体をセットし(第2工程)、更に外管の小径端部の縮径及び/又は内管の小径端部の拡径により両者を密着させて固定する(第3工程)。当該過程において外管と内管とが互いに干渉しないように、第3工程より前の時点において、外管のテーパ部の少なくとも一部及び小径端部が本来の大きさよりも大きく、且つ/又は、内管のテーパ部の少なくとも一部及び小径端部が本来の大きさよりも小さい。
【選択図】図3
特許請求の範囲
【請求項1】
テーパ部の両端に小径端部と大径端部と備える外管の内部にテーパ部の両端に小径端部と大径端部とを備える内管を導入し、前記外管の前記小径端部と前記内管の前記小径端部とを密着させて固定すると共に、前記テーパ部及び前記大径端部においては前記外管と前記内管との間に空隙を設ける、二重テーパ部の製造方法であって、
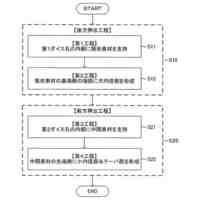
前記外管の前記大径端部と前記内管の前記大径端部とを同軸に維持しつつ前記内管の前記小径端部側を先頭側にして前記外管の前記大径端部側から前記外管の内部へと前記内管を導入して前記内管の前記小径端部の少なくとも一部を前記外管の前記小径端部の内側に到達させると共に前記外管の前記大径端部の内周面と前記内管の前記大径端部の外周面との間に弾性変形が可能な部材である弾性部材を挟持することにより互いの位置関係が定められた前記外管と前記内管との集成体である第1集成体が少なくとも前記内管の大径端部を保持する第1保持手段にセットされている状態である第1状態を達成する工程である第1工程と、
前記第1集成体を構成する前記外管の前記小径端部と前記内管の前記小径端部とが互いに同軸である状態にて前記第1保持手段とは別個の第2保持手段にも第1集成体がセットされた状態である第2状態を達成する工程である第2工程と、
前記外管の前記小径端部の縮径及び/又は前記内管の前記小径端部の拡径により前記外管の前記小径端部と前記内管の前記小径端部とが密着して固定されて第2集成体が構成された状態である第3状態を達成する工程である第3工程と、
を含み、
前記第1工程及び前記第2工程において前記外管と前記内管とが互いに干渉しない程度に、前記第1状態における前記外管の前記テーパ部の少なくとも一部及び前記小径端部の内径が前記第3状態における前記外管の前記テーパ部の少なくとも一部及び前記小径端部の内径よりも大きいか、且つ/又は、前記第1状態における前記内管の前記テーパ部の少なくとも一部及び前記小径端部の外径が前記第3状態における前記内管の前記テーパ部の少なくとも一部及び前記小径端部の外径よりも小さい、
ことを特徴とする、二重テーパ部の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載された二重テーパ部の製造方法であって、
前記外管及び/又は前記内管において前記小径端部の軸線と前記大径端部の軸線とが所定の角度にて交差するか又は幾何学的ねじれの関係にある、
ことを特徴とする、二重テーパ部の製造方法。
【請求項3】
請求項1又は請求項2に記載された二重テーパ部の製造方法であって、
前記第2工程において、前記第2状態を維持したまま前記内管の前記小径端部の軸方向において前記大径端部側から前記小径端部側に向かって前記第1保持手段によって前記内管を押圧することにより、前記内管の前記小径端部の軸方向において所定の距離である第1距離だけ前記内管の前記小径端部の先端面を前記外管の前記小径端部の先端面から突出させる、
ことを特徴とする、二重テーパ部の製造方法。
【請求項4】
請求項1又は請求項2に記載された二重テーパ部の製造方法であって、
前記外管の前記大径端部の軸線を中心とする回転方向における前記外管の姿勢である第1割出を一義的に定めるように構成された機構である第1機構が前記第1保持手段と前記外管との組において構成されており、
前記内管の前記大径端部の軸線を中心とする回転方向における前記内管の姿勢である第2割出を一義的に定めるように構成された機構である第2機構が前記第1保持手段と前記内管との組において構成されており、
前記第1集成体における前記第1割出及び前記第2割出が前記第1機構及び前記第2機構によってそれぞれ達成される、
ことを特徴とする、二重テーパ部の製造方法。
【請求項5】
請求項3に記載された二重テーパ部の製造方法であって、
前記外管の前記大径端部の軸線を中心とする回転方向における前記外管の姿勢である第1割出を一義的に定めるように構成された機構である第1機構が前記第1保持手段と前記外管との組において構成されており、
前記内管の前記大径端部の軸線を中心とする回転方向における前記内管の姿勢である第2割出を一義的に定めるように構成された機構である第2機構が前記第1保持手段と前記内管との組において構成されており、
前記第1集成体における前記第1割出及び前記第2割出が前記第1機構及び前記第2機構によってそれぞれ達成される、
ことを特徴とする、二重テーパ部の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二重テーパ部の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
内部に流体を通過させたり貯蔵したりする容器においては、筒状の胴部と、配管等に接続するための小径端部(接続部)が両端に設けられた形状が一般的である。また、径が次第に変化するテーパ形状の部分(以降、「テーパ部」と称呼される場合がある。)を小径端部と胴部との間に介在させることもまた一般的である。特に、流体の温度を維持したまま胴部の内部に流体を通過及び/又は貯蔵させようとする場合は、胴部の入口側及び/又は出口側のテーパ部及び胴部を二重構造として外管と内管との間に空隙を設けることにより保温性を確保することが行われている。
【0003】
例えば、特許文献1(特表2003-531994号公報)においては、入口側及び出口側のテーパ部を(間に空隙を有する)二重構造とした筐体を備える排ガス設備の排ガス装置が開示されている。このような二重構造を有するテーパ部(以降、「二重テーパ部」と称呼される場合がある。)の製造においては、(小径端部、テーパ部及び大径端部を備える)外管の内部に、外管よりも小さく且つ類似した形状を有する(小径端部、テーパ部及び大径端部を備える)内管が挿入される。
【0004】
特許文献1において開示されている二重テーパ部においては、外管及び内管の両方において小径端部と大径端部とが同軸状に形成されているため、相互に干渉すること無く外管の内部に内管を挿入することができる。また、小径端部と大径端部とが同軸状に形成されていない場合であっても、外管及び内管の構成によっては、相互に干渉すること無く外管の内部に内管を挿入することができる場合がある。
【0005】
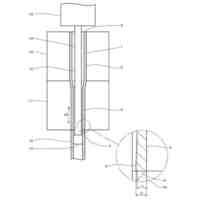
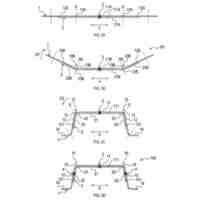
例えば、図8に例示するように、外管10の小径端部12の軸線Ax12と大径端部13の軸線Ax13とが平行であり且つ内管20の小径端部22の軸線Ax22と大径端部23の軸線Ax23とが平行であり、更に図8の(d)に例示するように外管10と内管20とによって二重テーパ部Paを備える集成体40が形成された状態において外管10の小径端部12と内管20の小径端部22とが同軸状に配置され且つ外管10の大径端部13と内管20の大径端部23とが同軸状に配置されるように外管10及び内管20が構成されている場合は、図8の(c)に例示するように相互に干渉すること無く外管10の内部へと内管20を上述した軸線に平行な方向に挿入することができる。尚、図8の(e)は、図8の(d)において太い破線によって囲まれている部分Pbの拡大図である。
【0006】
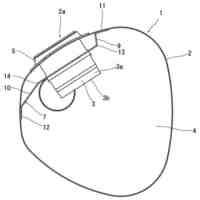
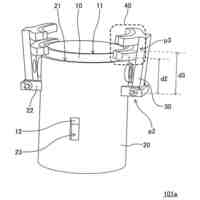
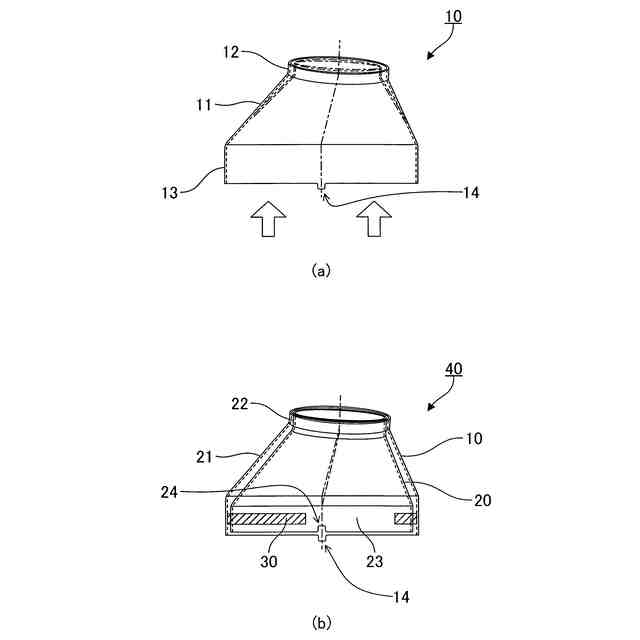
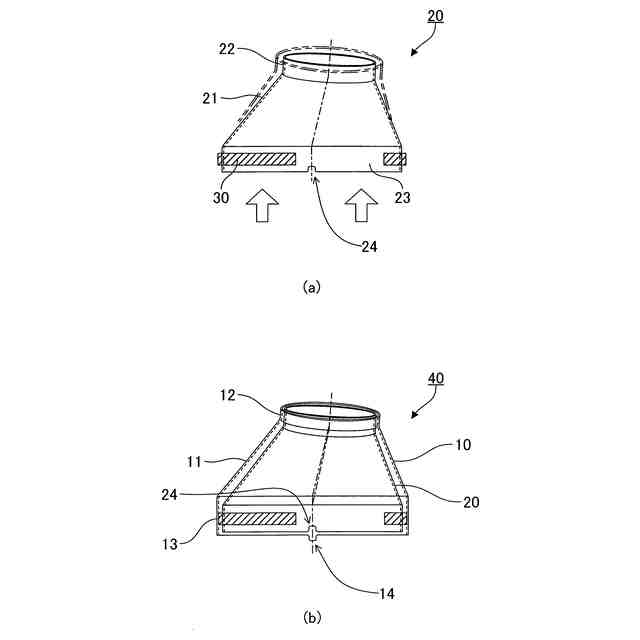
尚、図8の(e)に例示するように、外管10の小径端部12の内側に内管20の小径端部22が挿通されて、外管10の小径端部12から内管20の小径端部22が僅かに突出している。このような配置は、例えば溶接等の手段によって外管10と内管20とを小径端部において接合する場合等に好適である。また、図8の(b)に例示するように、内管20の大径端部23の外周面には、外管10の大径端部13と内管20の大径端部23との間に挟持されて外管10と内管20とを所定の位置関係に保持する弾性部材30が描かれている。
【0007】
一方、外管及び/又は内管において小径端部の軸線と大径端部の軸線とが所定の角度にて交差するか又は幾何学的ねじれの関係にある場合(即ち、小径端部の軸線と大径端部の軸線とが同軸でも平行でもない場合)は、内管の小径端部の挿入軌跡に対して外管の小径端部が干渉する箇所(以降、「負角部分」と称呼される場合がある。)が生ずる場合がある。
【0008】
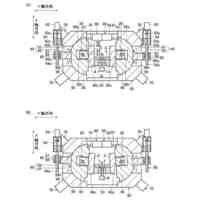
例えば、図9の(a)及び(b)にそれぞれ例示する外管10及び内管20においては、大径端部の軸線に対して小径端部の軸線が図面内において時計回り方向及び図面から手前側の方向に僅かに傾斜している(このため、小径端部の開口が図9に描かれている)。即ち、図9の(a)及び(b)に示す例においては、外管10及び内管20の両方において小径端部の軸線と大径端部の軸線とが幾何学的ねじれの関係にある。
【0009】
上記のような構成を有する外管10及び内管20について、外管10の大径端部と内管20の大径端部とが同軸となる位置関係を維持しつつ(即ち、外管10及び内管20の大径端部の軸線に平行な方向において)外管10の内部に内管20を挿入しようとすると、負角部分(図9の(c)においては、太い破線によって囲まれている部分Pc)における干渉(以降、「負角干渉」と称呼される場合がある。)が生じがちである。図9の(d)は、上記負角部分Pcの拡大図であり、外管10の小径端部12の基端側の部分(太い破線によって囲まれている部分Pd)に内管20の小径端部22が接触するため、外管10の内部における所期の位置まで内管10を挿入することができない状態を示している。
【0010】
上記のように外管及び/又は内管において小径端部の軸線と大径端部の軸線とが同軸でも平行でもない場合、外管の内部に内管を挿入する作業において負角干渉を回避することは困難であり、当該作業は製造工程上の難作業となる。このような難作業においては例えば外管の内部への内管の挿入過程における外管及び/又は内管の軌跡及び/又は姿勢の複雑な制御が必要となるが、このような制御は例えば製造設備の複雑化及び大型化並びに生産効率の低下等の問題に繋がる虞がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
2か月前
株式会社三五
排気浄化装置
11日前
株式会社三五
ドライブシャフト
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
24日前
株式会社三五
ハイブリッド車の排気システム
12日前
株式会社三五
テーパ部を有する円筒体の成形方法
26日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
2か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
1か月前
株式会社三五
排気系の容器体及びその製造方法
3日前
個人
鋼線の連続伸線方法
17日前
オムロン株式会社
導線折り曲げ治具
3か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
日鉄建材株式会社
成形装置
1か月前
株式会社三明製作所
転造装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
1か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
1か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
株式会社中田製作所
管外周長測定方法とその装置
2か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
3か月前
東陽建設工機株式会社
鉄筋曲機
1か月前
トリックス株式会社
セレーションの製造方法
3か月前
ダイハツ工業株式会社
剪断穴あけ装置
1か月前
株式会社SIMA.I
転造盤
2か月前
フタバ産業株式会社
成形品の製造方法
17日前
三菱製鋼株式会社
測定装置及び方法
1か月前
フタバ産業株式会社
成型品の製造方法
17日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ