TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156771
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2024059427
出願日
2024-04-02
発明の名称
フランジ部を有する中空部材の形成方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
B21J
5/06 20060101AFI20251007BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】折れ込みの発生を低減しつつ、側方押出によって中空素材の中間部の外周面にフランジ部を一体的に形成する。
【解決手段】第1工程において中空素材をダイス孔にセットし、第2工程においてマンドレルを中空素材に挿入して中空素材の基端部の内径及び外径を拡大させた後に、第3工程においてスリーブによって中空素材を軸方向において押圧してダイス孔の内周面に開口する環状のキャビティ内へと中空素材を構成する材料を塑性流動させる側方押出を実行することにより、中間部の外周面にフランジ部を有する中空部材を形成する。先端部に中実の円柱状の部分である中実部を有する有底円筒状の中空素材から先端部に中実部を含み且つフランジ部を有する中空部材を形成することもできる。
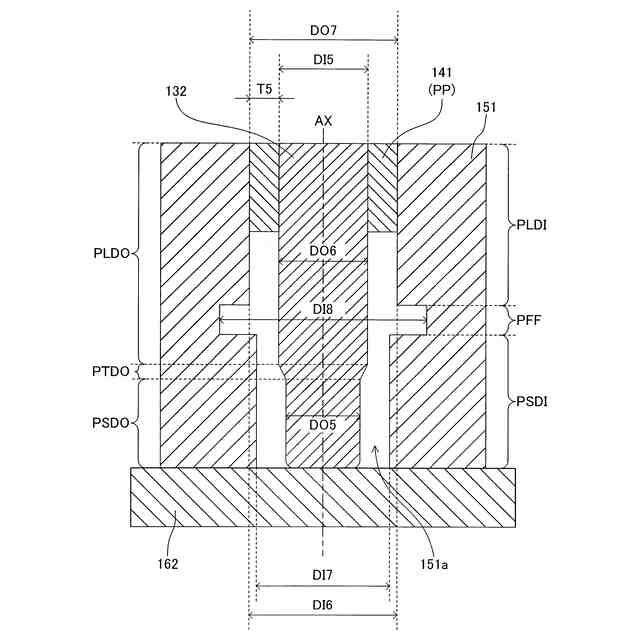
【選択図】図5
特許請求の範囲
【請求項1】
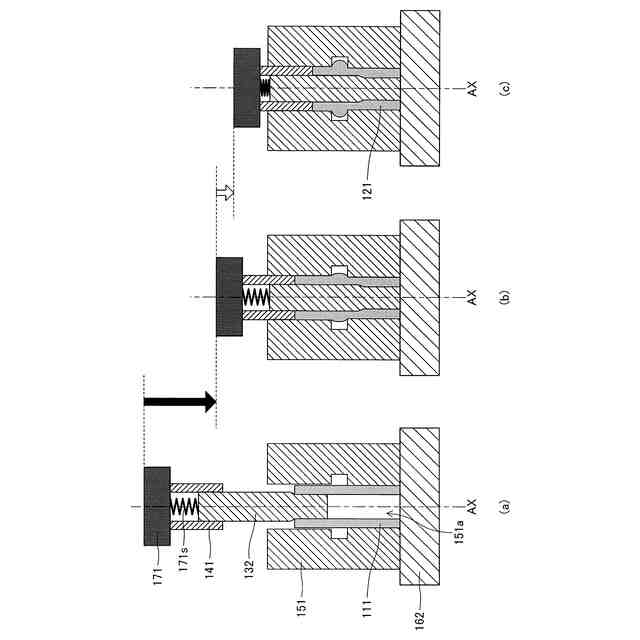
所定の形状を有する柱状の芯金であるマンドレルと、前記マンドレルに対して同軸状に配設された円筒状の部材であるスリーブと、所定の形状を有する孔であるダイス孔が形成されたダイスと、前記マンドレル及び前記スリーブと前記ダイスとを軸方向において相互に近付けるように駆動する駆動機構と、を備える押出成形装置を用いて、前記マンドレルを中空素材に挿入すると共に前記スリーブによって前記中空素材を押圧して前記ダイス孔に前記中空素材を押し込むことにより、前記中空素材の軸方向における両端の間の所定の位置に側方押出によってフランジ部を一体的に形成する、フランジ部を有する中空部材の形成方法であって、
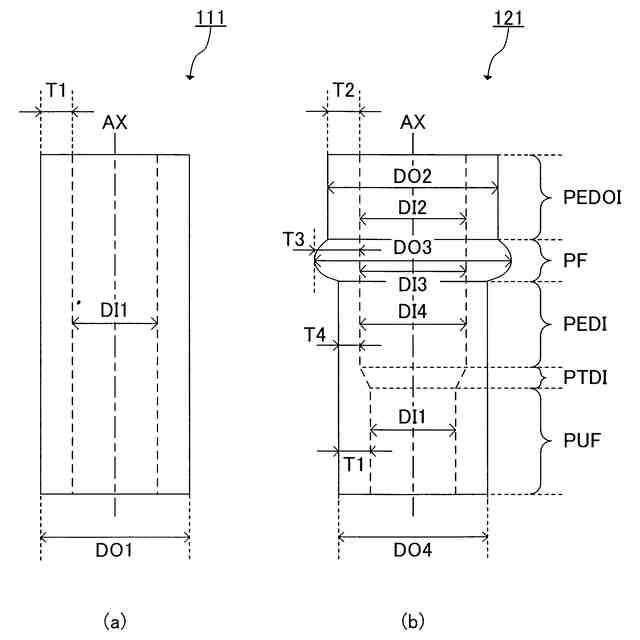
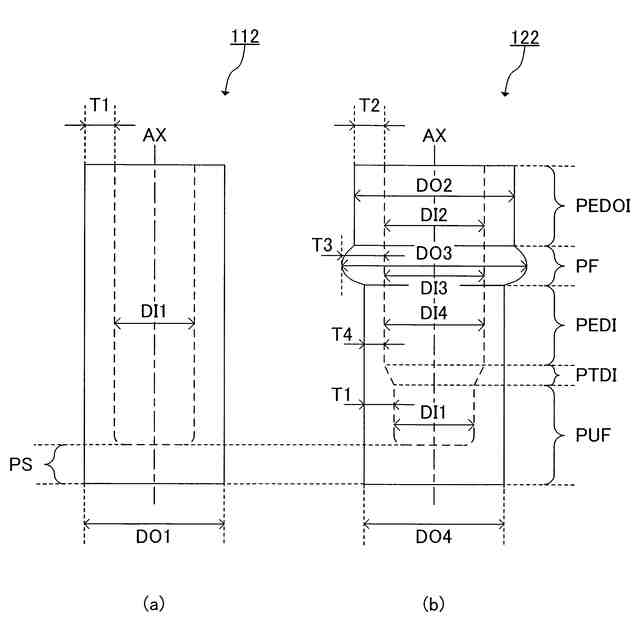
前記中空素材は、所定の外径である第1外径、所定の内径である第1内径及び所定の肉厚である第1肉厚を有する円筒状の部材であり、
前記中空部材は、前記スリーブによって前記中空素材を押圧する方向である押圧方向における上流側である基端側の端部に形成され且つ前記第1外径よりも大きい第2外径、前記第1内径よりも大きい第2内径及び所定の肉厚である第2肉厚を有する円筒状の部分である拡径部と、前記拡径部の前記押圧方向における下流側である先端側に隣接するように形成され且つ前記第2外径よりも大きい第3外径、前記第2内径に等しい第3内径及び前記第2肉厚よりも大きい第3肉厚を有するフランジ状の部分であるフランジ部と、前記フランジ部の前記先端側に隣接するように形成され且つ前記第1外径に等しい第4外径、前記第2内径に等しい第4内径及び前記第1肉厚よりも小さい第4肉厚を有する円筒状の部分である内径拡大部と、前記先端側の端部に前記中空素材のままで残っている部分である未加工部と、前記内径拡大部と前記未加工部との間に形成され且つ前記内径拡大部側から前記未加工部側へと近付くにつれて前記第4内径から前記第1内径へと内径が減少する部分である内径減少部と、を含み、
前記マンドレルは、前記先端側の端部に形成され且つ前記第1内径に対応する外径である第5外径を有する円柱状の部分である小外径部と、前記基端側に形成され且つ前記第2内径に対応する外径である第6外径を有する円柱状の部分である大外径部と、前記小外径部と前記大外径部との間に形成され且つ前記小外径部側から前記大外径部側へと近付くにつれて前記第5外径から前記第6外径へと外径が増大する部分である外径増大部と、を含み、
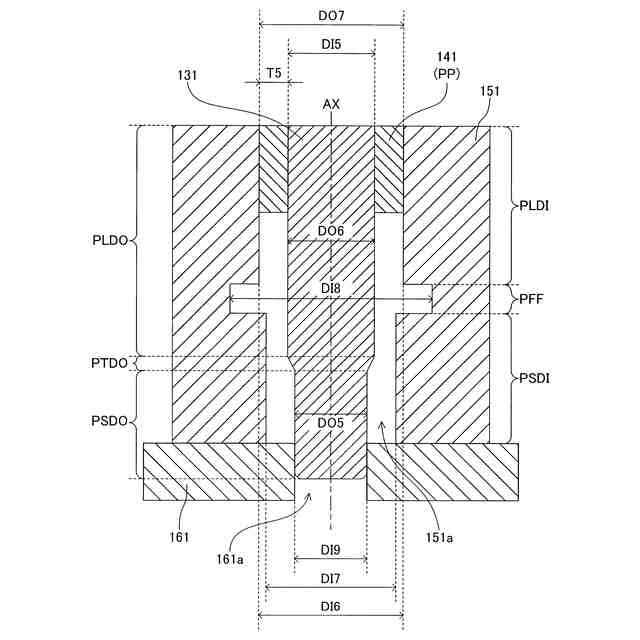
前記スリーブは、前記先端側の端部に形成され且つ前記第2外径に等しい第7外径、前記第2内径に等しい第5内径及び前記第2肉厚に等しい第5肉厚を有する円筒状の部分である押圧部を含み、
前記ダイス孔は、前記基端側に形成され且つ前記第2外径に対応する内径である第6内径を有する部分である大内径部と、前記先端側に形成され且つ前記第1外径に対応する内径である第7内径を有する部分である小内径部と、前記大内径部と前記小内径部との間に形成され且つ前記第6内径よりも大きい外径である第8外径を有する部分であるフランジ形成部と、を含み、
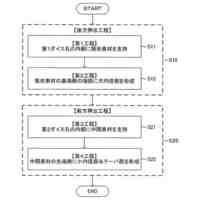
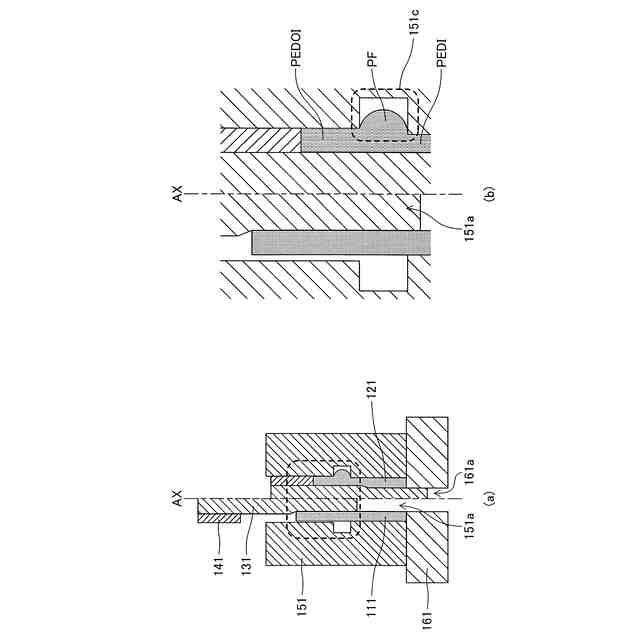
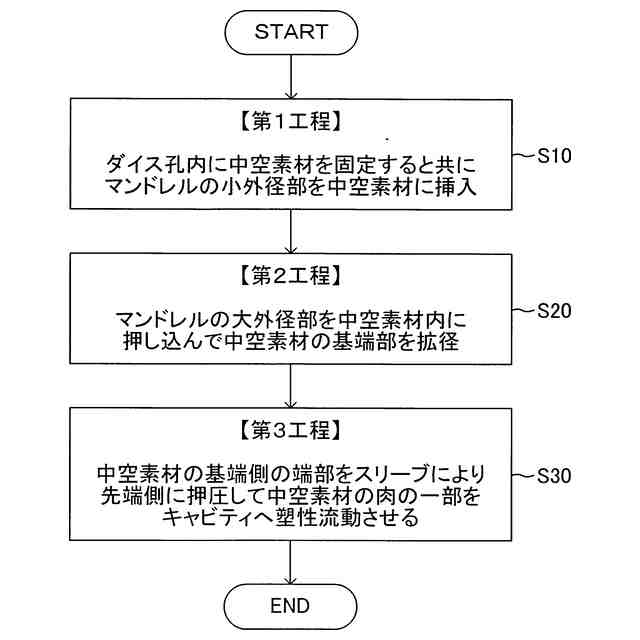
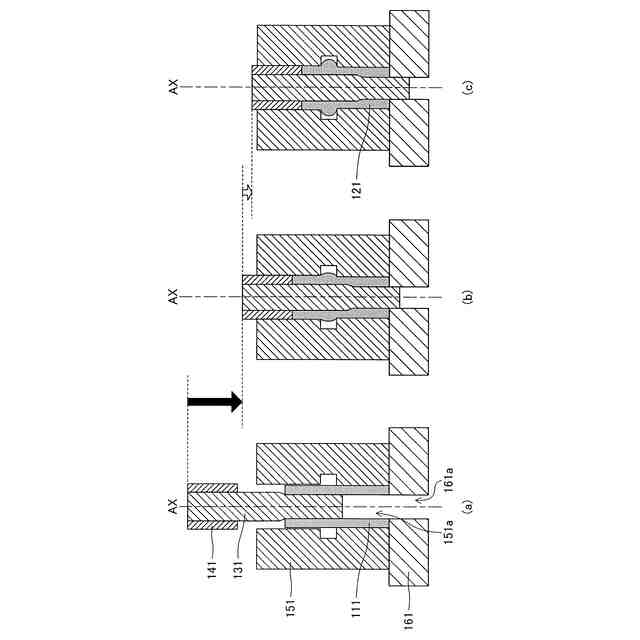
前記ダイス孔の前記小内径部に前記中空素材を挿入し前記ダイス孔の前記先端側の端部に設けられたストッパに前記中空素材の前記先端側の端部を当接させて前記ダイス孔の内部における所定の位置に前記中空素材を固定すると共に、前記マンドレルの前記小外径部を前記中空素材の前記基端側から前記中空素材の内部空間に挿入する第1工程と、
前記マンドレルを前記中空素材の前記内部空間に更に挿入して前記マンドレルの前記大外径部を前記中空素材の前記内部空間に押し込むことにより、前記中空素材の前記基端側の端部を含む部分である基端部の内径を前記第1内径から前記第2内径へと拡径させると共に、前記中空素材の前記基端部の外径を前記第1外径から前記第2外径へと拡径させる第2工程と、
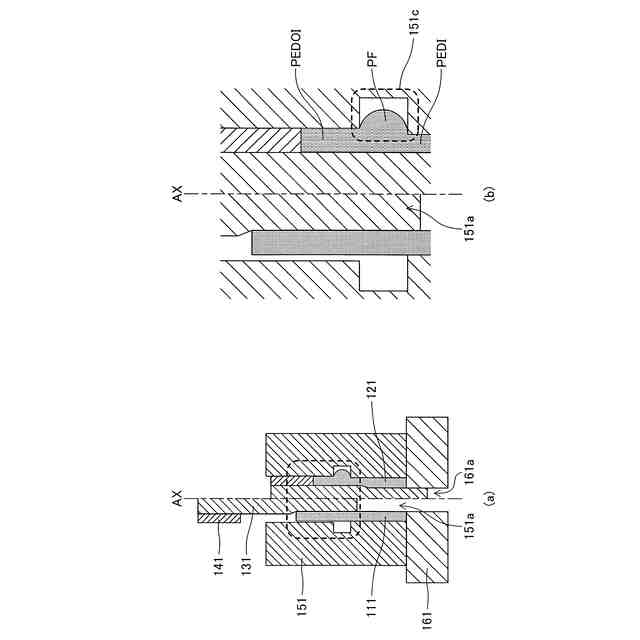
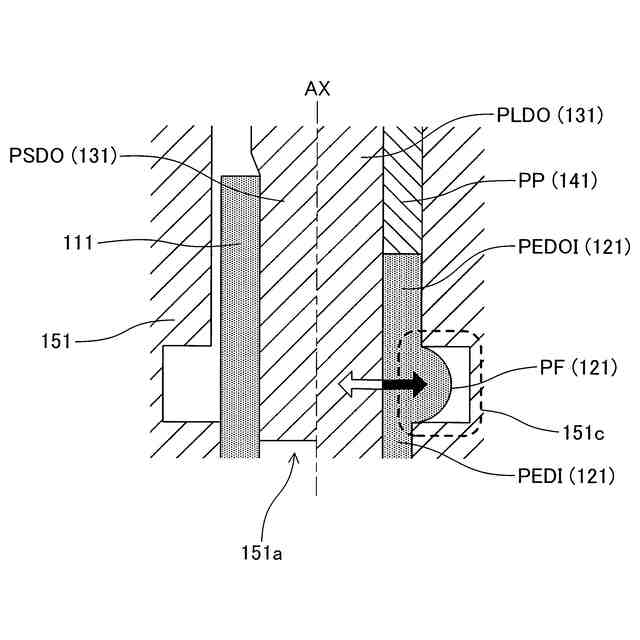
前記中空素材の前記基端側の端部を前記スリーブの前記押圧部によって前記先端側に向かって押圧することにより、前記ダイス孔の前記フランジ形成部の内周面と前記中空素材の外周面との間の空間であるキャビティに向かって前記中空素材を構成する材料の一部を塑性流動させる側方押出を実行する第3工程と、
を含む、
フランジ部を有する中空部材の形成方法。
続きを表示(約 500 文字)
【請求項2】
請求項1に記載されたフランジ部を有する中空部材の形成方法であって、
前記中空素材は、前記先端部に中実の円柱状の部分である中実部を有する有底円筒状の部材であり、
前記中空部材は、前記未加工部の前記先端部に前記中実部を含む、
フランジ部を有する中空部材の形成方法。
【請求項3】
請求項1又は請求項2に記載されたフランジ部を有する中空部材の形成方法であって、
前記第1肉厚と前記第2肉厚とが等しい、
フランジ部を有する中空部材の形成方法。
【請求項4】
請求項1又は請求項2に記載されたフランジ部を有する中空部材の形成方法であって、
前記第1外径に対する前記第2外径の百分率として定義される拡径率が30%以下である、
フランジ部を有する中空部材の形成方法。
【請求項5】
請求項3に記載されたフランジ部を有する中空部材の形成方法であって、
前記第1外径に対する前記第2外径の百分率として定義される拡径率が30%以下である、
フランジ部を有する中空部材の形成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フランジ部を有する中空部材の形成方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
当該技術分野においては、ダイスに設けられた型孔の内部において中空又は中実の棒状素材を軸方向に圧縮すると共に型孔の内周面に開口する空洞(キャビティ)内へ棒状素材を構成する材料を流動させて、棒状素材の中間部の外周面に膨出部(フランジ部)を一体的に形成する、側方押出技術が知られている。
【0003】
例えば特許文献1(特許第5157957号公報)には、中空又は中実の軸部の外周面から放射状に延在する複数の突出部(フランジ部)を一体的に形成する技術が開示されている。当該従来技術においては、例えば図11に示すように、軸部成形用キャビティ31の内部に中空素材00を嵌挿し、素材00の内部に押圧パンチ24を挿入して扱く(内径を若干拡径する)と共にリングパンチ23によって素材00の後端を押圧して軸部成形用キャビティ31の奥へと更に押し込み、カウンターとしての押し出しパンチ25によって素材00の前端を受けて素材00に軸方向の圧縮をかける。これにより、軸部成形用キャビティ31の内周面に開口する突出部成形用キャビティ32の内部へと素材00を構成する材料の一部を誘導する。その結果、図12に示すように、中空状の軸部11と軸部11の外周面から径方向外方に延びる複数の突出部12とを有する外輪部材(突出部付き軸状部材)10が冷間側方押出し成形によって一体的に成形される。このような従来技術は軸押しにより素材を構成する材料(肉)をキャビティ内へと強制的に流動させてフランジ部を形成する一般的な技術である。
【0004】
しかしながら、上記のような従来技術に係る工法においては、図13の(a)に例示するように、キャビティ32の軸方向における両側の部分の素材00の肉が軸方向から径方向における外向きへと方向変換してキャビティ32の内部へと流入する。この際、図13の(b)に例示するように、当該方向変換の箇所においてキャビティ32の奥側(径方向における外側)へと素材00の肉が引っ張られて、所謂「折れ込み」という共通的な問題が発生してしまう(太い破線によって囲まれた部分を参照。)。この「折れ込み」の存在は、製品(特に、例えばシャフト等、高強度を必要とする回転部品)として使用される場合において応力集中による力学的不具合を惹起する虞がある。従って、フランジ部が形成された製品において折れ込みが存在しないことが好ましい。
【0005】
本出願人は、特許文献2(特開2023-92420号公報)において、折れ込みを発生させること無くフランジ部を筒状体に一体的に形成する技術を既に提唱している。当該技術においては、例えば図14に示すように、外型を構成する第1外型31と第2外型32との間にフランジ部素22を挟持することにより外型の内部に固定された環状素材20にマンドレル40を挿通して扱き加工を含む塑性加工を施す。これにより、円筒部11と円筒部の端部に形成されたフランジ部12とフランジ部の内周縁部から円筒部とは反対側に向かって突出する環状凸部13とを有し且つ内周面が面一となるように形成された筒状の部材である筒状体10が一体的に成形される。しかしながら、当該技術は、側方押出によって中空素材の中間部の外周面(即ち、中空管の途中)にフランジ部を一体的に形成する技術ではない。
【先行技術文献】
【特許文献】
【0006】
特許第5157957号公報
特開2023-92420号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述したように、当該技術分野においては、折れ込みの発生を低減しつつ、側方押出によって中空素材の中間部の外周面にフランジ部を一体的に形成する技術が求められている。
【課題を解決するための手段】
【0008】
そこで、本発明者は、鋭意研究の結果、中空素材をダイス孔にセットし、マンドレルを中空素材に挿入して中空素材の基端部の内径及び外径を拡大させた後に、スリーブによって中空素材を軸方向において押圧してダイス孔の内周面に開口する環状のキャビティ内へと中空素材を構成する材料を塑性流動させる側方押出を実行することにより上記課題を解決することができることを見出した。
【0009】
具体的には、本発明に係るフランジ部を有する中空部材の形成方法(以降、「本発明方法」と称呼される場合がある。)は、マンドレルと、スリーブと、ダイスと、駆動機構とを備える押出成形装置を用いて、フランジ部を有する中空部材を形成する方法である。マンドレルは、所定の形状を有する柱状の芯金である。スリーブは、マンドレルに対して同軸状に配設された円筒状の部材である。ダイスには、所定の形状を有する孔であるダイス孔が形成されている。駆動機構は、マンドレル及びスリーブとダイスとを軸方向において相互に近付けるように駆動する。
【0010】
本発明方法は、上記のような押出成形装置を用いて、マンドレルを中空素材に挿入すると共にスリーブによって中空素材を押圧してダイス孔に中空素材を押し込むことにより、中空素材の軸方向における両端の間の所定の位置に側方押出によってフランジ部を一体的に形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社三五
消音器
2か月前
株式会社三五
排気装置
3か月前
株式会社三五
排気浄化装置
12日前
株式会社三五
ドライブシャフト
1か月前
株式会社三五
筒状部材の形成方法
1か月前
株式会社三五
配管用マーキング装置
25日前
株式会社三五
配管用マーキング装置
3か月前
株式会社三五
二重テーパ部の製造方法
3か月前
株式会社三五
ハイブリッド車の排気システム
13日前
株式会社三五
テーパ部を有する円筒体の成形方法
27日前
株式会社三五
フランジ部を有する中空部材の形成方法
1か月前
株式会社三五
スプラインの形成装置及びスプラインの形成方法
2か月前
株式会社三五
差厚パイプの押出成形装置及び差厚パイプの押出成形方法
1か月前
株式会社三五
排気系の容器体及びその製造方法
4日前
個人
棒鋼連続引抜装置
8か月前
個人
鋼線の連続伸線方法
18日前
個人
ヘッダー加工機
6か月前
株式会社オプトン
曲げ加工装置
8か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
8か月前
オムロン株式会社
導線折り曲げ治具
3か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ紡織株式会社
プレス金型
7か月前
東栄工業株式会社
ダブルデッキヘミング金型
5か月前
株式会社アマダ
曲げ金型
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ