TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025065825
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175286
出願日
2023-10-10
発明の名称
プレス成形装置およびプレス成形方法
出願人
株式会社アイシン
代理人
個人
主分類
B21J
5/08 20060101AFI20250415BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】成形品の異形状部分に含まれる凸部および角部の先端側への被加工材の材料の流動を抑制することにより、成形品を打ち抜く際に、成形品の異形状部分のダレの発生をさらに抑制することが可能なプレス成形装置およびプレス成形方法を提供する。
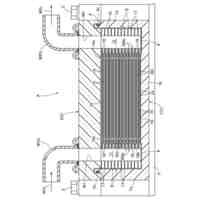
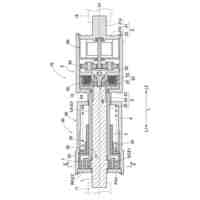
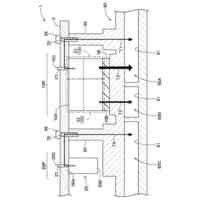
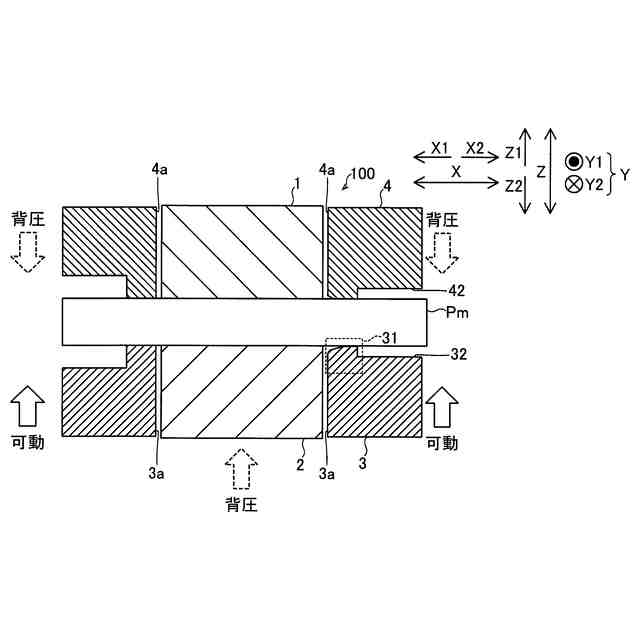
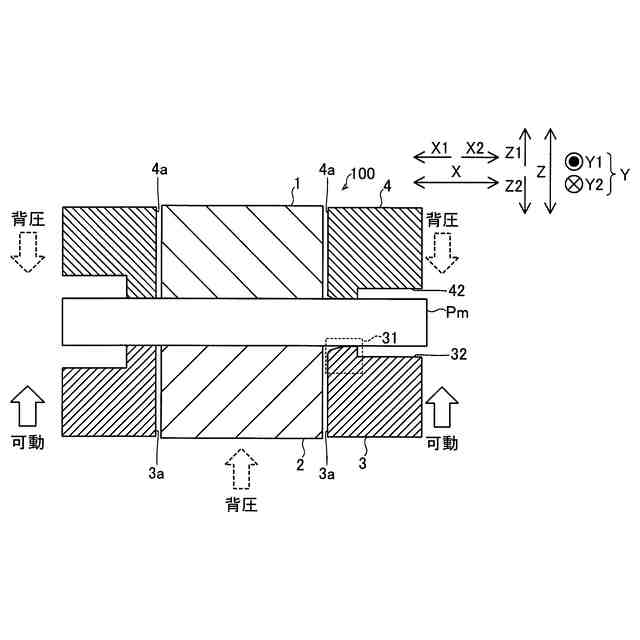
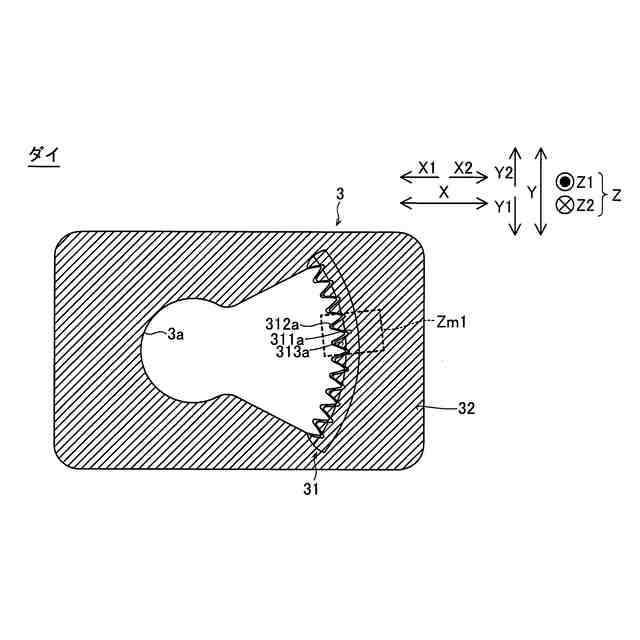
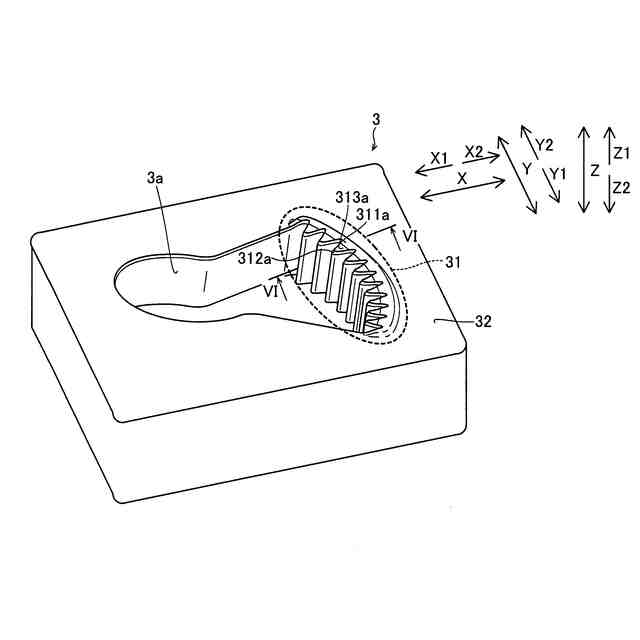
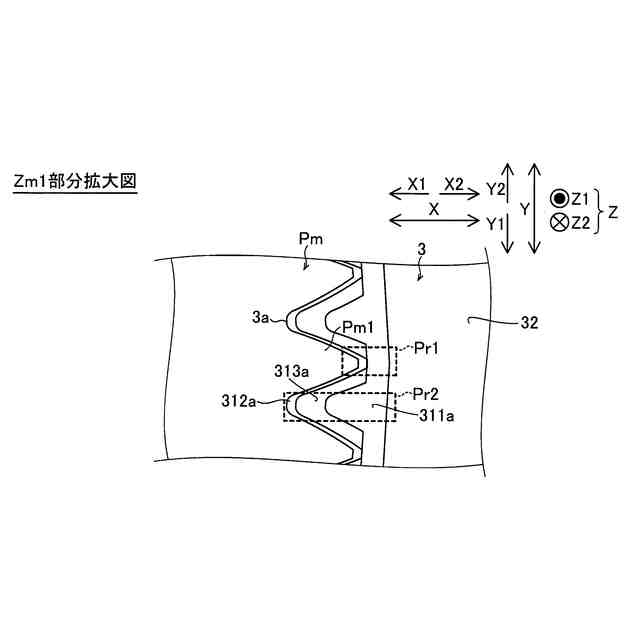
【解決手段】このプレス成形装置100は、被加工材Pmを挟持する第1成形品取出部材1および第2成形品取出部材2と、第1被加工材押圧部材4とを備える。プレス成形装置100は、成形品Gaの異形状を形成する一方側異形状形成部31を含む第2被加工材押圧部材3を備える。一方側異形状形成部31は、一方側異形状形成部31の第1被加工材押圧部材4側の面31aのうち、厚み方向において第1被加工材押圧部材4側に突出した位置に設けられた据え込みを行う一方側据込用突出面311aを有する。
【選択図】図1
特許請求の範囲
【請求項1】
凸部または角部を含む異形状を有する成形品をプレス成形するための金属板状の被加工材を、前記被加工材の厚み方向において挟持する、第1成形品取出部材および前記第1成形品取出部材の前記厚み方向の一方側に対向する第2成形品取出部材と、
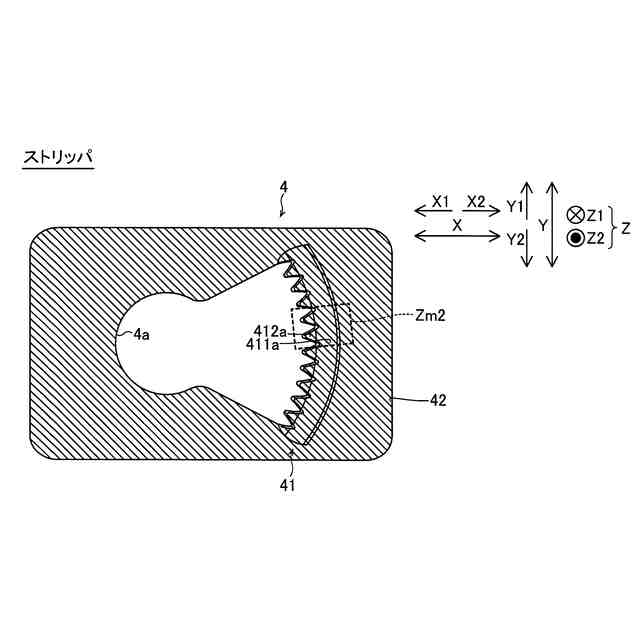
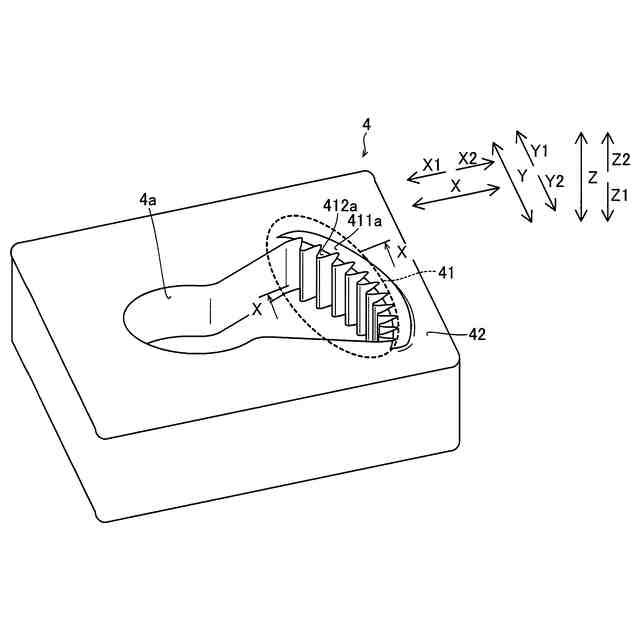
前記第1成形品取出部材の側方に設けられ、前記厚み方向の他方側から押圧する第1被加工材押圧部材と、
前記成形品の異形状を形成する一方側異形状形成部を含み、前記第1被加工材押圧部材の前記厚み方向の一方側に対向して配置され、前記第1被加工材押圧部材により前記厚み方向の一方側から押圧しつつ、前記被加工材から前記成形品を打ち抜く第2被加工材押圧部材とを備え、
前記一方側異形状形成部は、前記一方側異形状形成部の前記第1被加工材押圧部材側の面のうち、前記厚み方向において前記第1被加工材押圧部材側に突出した位置に設けられた据え込みを行う一方側据込用突出面を有する、プレス成形装置。
続きを表示(約 930 文字)
【請求項2】
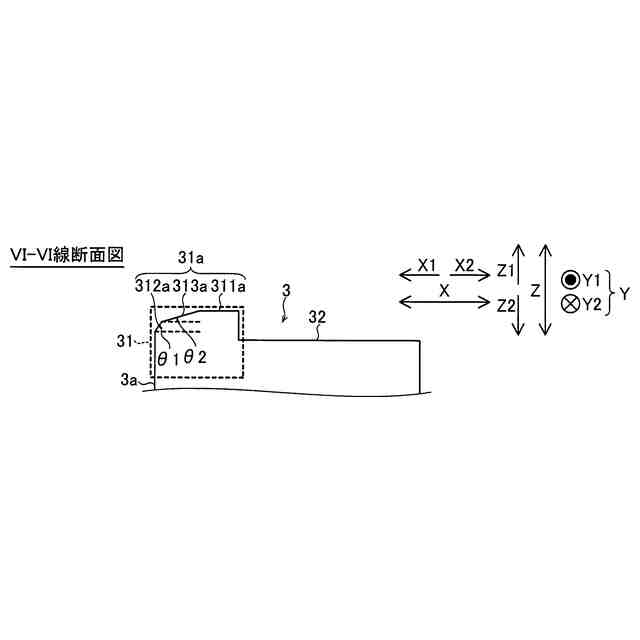
前記一方側異形状形成部は、先端に設けられた第1傾斜面と、水平方向に沿って延びた前記一方側据込用突出面との間に、前記厚み方向に直交する方向に対して前記第1傾斜面の傾斜角度よりも小さい傾斜角度の第2傾斜面とを有する二段のテーパ形状、または、段差形状を有する、請求項1に記載のプレス成形装置。
【請求項3】
前記第2被加工材押圧部材は、前記被加工材を据え込む際に、前記被加工材と、前記第2被加工材押圧部材のうちの前記一方側据込用突出面よりも外側の部分とが当接しないように、前記厚み方向において前記第1被加工材押圧部材側とは逆側に窪ませた一方側凹部をさらに有する、請求項1に記載のプレス成形装置。
【請求項4】
金属板状の被加工材に対して、前記被加工材の厚み方向において背圧をかけつつ、凸部または角部を含む異形状を有する成形品を打ち抜いて成形するプレス成形方法であって、
前記成形品を打ち抜いて取り出すための第1成形品取出部材と、前記第1成形品取出部材の前記厚み方向の一方側に対向して配置され、前記成形品を取り出す第2成形品取出部材とが、前記被加工材を挟持するステップと、
前記第1成形品取出部材の側方に配置された第1被加工材押圧部材が、背圧により前記厚み方向の他方側から前記被加工材を押圧するとともに、前記第1被加工材押圧部材の前記厚み方向の一方側に対向して配置された第2被加工材押圧部材のうちの前記成形品の前記異形状を形成する一方側異形状形成部が、前記厚み方向の前記一方側から前記被加工材を押圧して食い込むことにより据え込みを行うステップと、
前記被加工材を据え込みを行うステップの後、前記一方側異形状形成部を含む前記第2被加工材押圧部材により前記被加工材から前記成形品を打ち抜くステップとを備え、
前記据え込みを行うステップは、前記厚み方向において、前記一方側異形状形成部の前記第1被加工材押圧部材側の面のうち、前記厚み方向において前記第1被加工材押圧部材側に突出した位置に設けられた一方側据込用突出面により前記被加工材に対して据え込みを行うステップを含む、プレス成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形装置およびプレス成形方法に関し、特に、凸部または角部を含む異形状を有する成形品を成形するプレス成形装置およびプレス成形方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、凸部または角部を含む異形状を有する成形品を成形するプレス成形装置が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、角部を含む異形状を有するエレメント(成形品)を成形するエレメントの製造装置(プレス成形装置)が開示されている。このエレメントの製造装置は、送り出される金属製の帯板状の帯状素材(被加工材)を、打ち抜くことによりエレメントを製造する装置である。
【0004】
上記特許文献1のエレメントの製造装置は、パンチと、エジェクタと、板押さえと、ダイとを備えている。パンチは、厚み方向の一方側から帯状素材を押圧する部材である。エジェクタは、厚み方向の他方側から帯状素材を押圧する部材である。パンチとエジェクタとは、帯状素材の厚み方向に対向している。板押さえおよびダイの各々は、帯状部材を押さえる部材である。板押さえは、パンチの側方に配置されている。ダイは、エジェクタの側方に配置されている。板押さえとダイとは、厚み方向に対向している。
【0005】
上記特許文献1のエレメントの製造装置は、パンチとエジェクタとにより帯状素材を保持するとともに、板押さえにより帯状部材を押さえた状態で、ダイをエレメントのスロット部分に対応する帯状素材の部分に食い込ませて据え込むように構成されている。ここで、スロット部分は、エレメントにおいて外側面を内側に窪ませて形成された溝形状を有している。
【0006】
上記特許文献1のエレメントの製造装置は、パンチとエジェクタとにより帯状素材を保持した状態で、厚み方向の一方側から板押さえにより帯状素材を押圧しつつ、ダイを厚み方向の一方側から他方側へ移動させることにより、帯状素材から成形品を打ち抜くように構成されている。
【0007】
ここで、上記特許文献1のエレメントの製造装置では、据え込みの際、エレメント(成形品)の溝形状のスロット部分に対応する帯状素材の部分においても、パンチとエジェクタとにより溝形状のスロット部分の両側面および底面に隣接する部分を保持している。このため、板押さえとダイとが食い込んだ分だけ流動する帯状素材の材料が、パンチとエジェクタとによる保持力(圧縮力)によって、溝形状のスロット部分に対応する帯状素材の部分から、溝形状のスロット部分の両側面および底面に隣接する部分に流動しない。これにより、板押さえとダイとを食い込ませた周囲に流動した帯状素材の材料を留めることができるので、板押さえとダイとを食い込ませた周囲の帯状部材の静水圧が高められる。したがって、エレメントの製造装置では、ダイが厚み方向の一方側から他方側へ移動して打ち抜く際、板押さえとダイとを食い込ませた周囲の帯状部材の静水圧が向上しているので、先端部分に角部(異形状)が設けられたスロット部分にダレが発生しにくい。
【先行技術文献】
【特許文献】
【0008】
特開2022-100851号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ここで、上記特許文献1のエレメントの製造装置では、帯状素材を据え込む際に、パンチとエジェクタとによる保持(圧縮)によって、板押さえとダイとが食い込んだ分だけ流動する帯状素材の材料が、溝形状のスロット部分に対応する帯状素材の部分から、溝形状のスロット部分の両側面および底面に隣接する部分へ流れないようにしている。しかしながら、帯状素材を据え込む際に、流動する帯状素材の材料が、溝形状のスロット部分に対応する帯状素材の部分から、溝形状のスロット部分の開口端の角部側に流動することが考えられる。そこで、上記特許文献1のエレメントの製造装置では、据え込む際、溝形状のスロット部分の開口端の角部側(成形品の異形状部分に含まれる凸部または角部の先端側)への被加工材の材料の流動を抑制することにより、エレメント(成形品)を打ち抜く際に、エレメント(成形品)のスロット部分(異形状部分)のダレをさらに抑制することが望まれている。
【0010】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、据え込みを行う際に、成形品の異形状部分に含まれる凸部および角部の先端側への被加工材の材料の流動を抑制することにより、成形品を打ち抜く際に、成形品の異形状部分のダレの発生をさらに抑制することが可能なプレス成形装置およびプレス成形方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
加湿器
1日前
株式会社アイシン
加湿器
1日前
株式会社アイシン
安全弁
今日
株式会社アイシン
駆動装置
5日前
株式会社アイシン
発電装置
今日
株式会社アイシン
電力変換装置
今日
株式会社アイシン
運転支援装置
今日
株式会社アイシン
電力変換装置
今日
株式会社アイシン
乗員検知装置
6日前
株式会社アイシン
乗員検知装置
6日前
株式会社アイシン
物体検出装置
今日
株式会社アイシン
運転支援装置
1日前
株式会社アイシン
運転支援装置
今日
株式会社アイシン
運転支援装置
今日
株式会社アイシン
非接触充電装置
14日前
株式会社アイシン
パーキング装置
14日前
株式会社アイシン
トルク伝達装置
16日前
株式会社アイシン
車両用駆動装置
今日
株式会社アイシン
車両用駆動装置
今日
株式会社アイシン
車両用駆動装置
今日
株式会社アイシン
電動ブレーキ装置
8日前
株式会社アイシン
電子部品用ケース
今日
株式会社アイシン
経路案内システム
12日前
株式会社アイシン
ACラインフィルタ
今日
株式会社アイシン
電子部品の固定構造
今日
株式会社アイシン
バスバーモジュール
今日
株式会社アイシン
回転電機用ステータ
1日前
株式会社アイシン
ACラインフィルタ
今日
株式会社アイシン
充電施設案内システム
7日前
株式会社アイシン
配達計画管理システム
13日前
株式会社アイシン
配達計画管理システム
13日前
株式会社アイシン
作業地点取得システム
14日前
株式会社アイシン
走行ルート取得システム
9日前
株式会社アイシン
二酸化炭素回収システム
7日前
株式会社アイシン
非接触充電装置の配置構造
14日前
株式会社アイシン
ハイブリッド空調システム
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ