TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068867
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2023178927
出願日
2023-10-17
発明の名称
管拡径工具
出願人
株式会社マキタ
代理人
弁理士法人岡田国際特許事務所
主分類
B21D
39/20 20060101AFI20250422BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】複数のジョーが管の端部の破損等を抑制しながら管の端部を拡径できる管拡径工具が求められている。
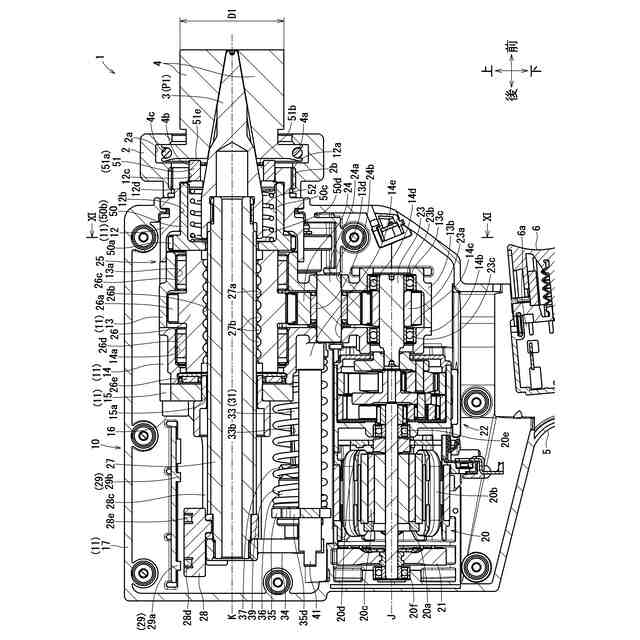
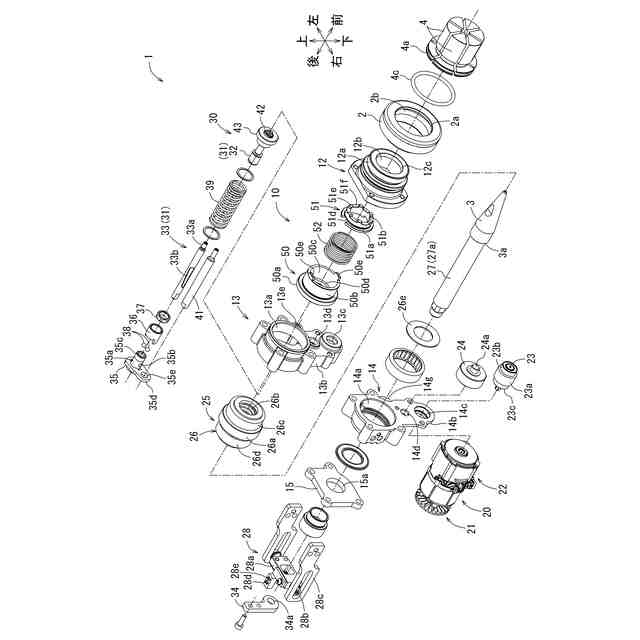
【解決手段】管の端部を拡径する管拡径工具1は、楔3を前後動させる移動機構25を有する。管拡径工具1は、前進した楔3に押されて径方向外方に相互に開く複数のジョー4を有する。管拡径工具1は、操作されることでオン信号を発するスイッチ6aを有する。管拡径工具1は、コントローラを有する。コントローラは、スイッチ6aからオン信号を受信すると、楔3を第1前進位置まで前進させて複数のジョー4を第1開度で開く。コントローラは、楔3を後退させて複数のジョー4を閉じる。コントローラは、楔3を第1前進位置より前方の第2前進位置まで前進させて複数のジョー4を第1開度より大きい第2開度で開く。コントローラは、楔3を後退させて複数のジョー4を閉じる。
【選択図】図9
特許請求の範囲
【請求項1】
管の端部を拡径する管拡径工具であって、
楔を前後動させる移動機構と、
前進した前記楔に押されて径方向外方に相互に開く複数のジョーと、
操作されることでオン信号を発するスイッチと、
コントローラを有し、前記コントローラは、
前記スイッチから前記オン信号を受信すると、
前記楔を第1前進位置まで前進させて前記複数のジョーを第1開度で開き、
前記楔を後退させて前記複数のジョーを閉じ、
前記楔を第1前進位置より前方の第2前進位置まで前進させて前記複数のジョーを前記第1開度より大きい第2開度で開き、
前記楔を後退させて前記複数のジョーを閉じる管拡径工具。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の管拡径工具であって、
前記楔の後退に連動して前記複数のジョーを前記楔の軸回りに回転させる回転機構を有する管拡径工具。
【請求項3】
請求項1または2に記載の管拡径工具であって、
前記コントローラは、前記楔を初期位置から前記第1前進位置へ前進させ、
前記楔を前記第1前進位置から前記初期位置へ後退させ、
前記楔を前記初期位置から前記第2前進位置へ前進させ、
前記楔を前記第2前進位置から前記初期位置へ後退させる管拡径工具。
【請求項4】
請求項1または2に記載の管拡径工具であって、
前記コントローラは、前記楔を初期位置から前記第1前進位置へ前進させ、
前記楔を前記第1前進位置から前記初期位置より前方の第1後退位置へ後退させ、
前記楔を前記第1後退位置から前記第2前進位置へ前進させる管拡径工具。
【請求項5】
請求項1~4のいずれか1つに記載の管拡径工具であって、
前記コントローラは、前記スイッチから前記オン信号を受信している間において、
前記楔を複数回前後動させ、前進する毎に前記楔を終端位置へ近づけ、
前記楔が前記終端位置まで到達した後、前記楔を初期位置まで戻して停止させる管拡径工具。
【請求項6】
請求項1~4のいずれか1つに記載の管拡径工具であって、
前記コントローラは、前記スイッチから前記オン信号を受信している間において、
前記楔を複数回前後動させ、前進する毎に前記楔を終端位置へ近づけ、
前記楔が前記終端位置まで到達した後、前記楔を後退させ、
前記楔を再度、前記終端位置まで前進させる管拡径工具。
【請求項7】
請求項1~6のいずれか1つに記載の管拡径工具であって、
前記楔の前後動の回数を入力する入力部を有し、前記入力部が前記コントローラに回数情報の信号を発する管拡径工具。
【請求項8】
請求項7に記載の管拡径工具であって、
前記コントローラは、前記回数情報に基づいて前記第1前進位置と前記第2前進位置を計算する管拡径工具。
【請求項9】
請求項1~8のいずれか1つに記載の管拡径工具であって、
前記楔の初期位置を検出し前記コントローラに信号を発信する初期位置センサと、
前記楔の終端位置を検出し前記コントローラに信号を発信する終端位置センサと、
前記移動機構を駆動させるモータと、
前記モータの回転数を検出する回転数検出センサを有し、前記コントローラが前記回転数検出センサからの信号に基づいて前記楔の位置を計算する管拡径工具。
【請求項10】
請求項1~9のいずれか1つに記載の管拡径工具であって、
前記移動機構は、前記楔に設けられるねじ軸と、前記ねじ軸が螺合されかつ前記ねじ軸の軸回りに回転することで前記ねじ軸を前後動させる雌ねじ部材を有する管拡径工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、例えば管の端部を被接続体に接続するために拡径する管拡径工具に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば流体を流す銅管同士を接続するために、一方の銅管の端部を拡径する工具が従来用いられている。拡径した一方の銅管の端部に、拡径していない他方の銅管の端部を挿入してろう付けする。これにより銅管同士を接続できる。従来の管拡径工具は、手動で管の端部を拡径するものであった。管拡径工具の複数のジョーを銅管の端部に挿入し、レバーを手動で操作して楔を前進させる。楔の前方に配置された複数のジョーが楔に押されて開く。これにより複数のジョーが挿入された銅管の端部が拡径される。例えば銅管の肉厚によっては銅管の端部を拡径するために非常に強い力を必要とする。
【0003】
手動の管拡径工具に代えて、例えばモータを駆動源として複数のジョーを開かせる電動の管拡径工具を用いることが考えられる。特許文献1には、PEX(Crоss-linked pоlyethylene:架橋ポリエチレン)を材料とするPEX管を拡径する電動の管拡径工具が記載されている。PEX管用の電動の管拡径工具に基づいて銅管用の電動の管拡径工具を設ける。モータ出力で楔を前進させて複数のジョーを開くことで、銅管の端部を容易に拡径できる。
【0004】
弾性的に変形するPEX管の端部を拡径する場合には、複数のジョーを繰り返し開閉してPEX管の端部を徐々に拡径していく。複数のジョーは、拡径始めの段階ではPEX管内に先端の一部のみが挿入される。複数のジョーは、PEX管の端部が拡径されるにつれてPEX管内への挿入長さが長くなる。複数のジョーは、例えば閉じ動作の度に周方向に所定の角度(例えば15°ずつ)で回転する。
【0005】
一方、銅管の場合は塑性的に変形するため、例えば大きい力で一度に開く。複数のジョーは、一度に拡径するために拡径前から銅管内に根元近くまで挿入される。複数のジョーが開き始める時、各ジョーは銅管から負荷をまだ受けていない。そのためモータは高速回転し、複数のジョーを押す楔の慣性力が大きい。したがって複数のジョーは、開き始める時に最も大きい力で銅管の端部を拡径する。銅管の端部に最も大きい力が作用する時の勢いを利用して、銅管の端部を一度に拡径する。
【0006】
複数のジョーは、例えば周方向に6分割されている。銅管の端部を一度に開く際、各ジョーが銅管の端部を拡径しようとし、ジョー同士の間の領域では銅管の端部に対して拡径方向の力が作用しない。そのため銅管の端部が六角形状に拡径される。すなわち銅管の端部は、拡径される部分とほぼ拡径されない部分が混在して径方向の延びが一様でない。そのため銅管の端部に割れが生じる場合がある。そのため、例えば銅管の端部を拡径する管拡径工具において、楔および複数のジョーの動作を改良することが望まれている。
【先行技術文献】
【特許文献】
【0007】
米国特許第20230256498号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
したがって、複数のジョーが管の端部の破損等を抑制しながら管の端部を拡径できる管拡径工具が求められている。
【課題を解決するための手段】
【0009】
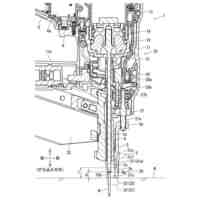
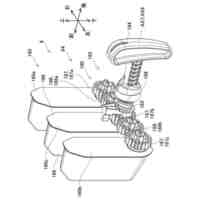
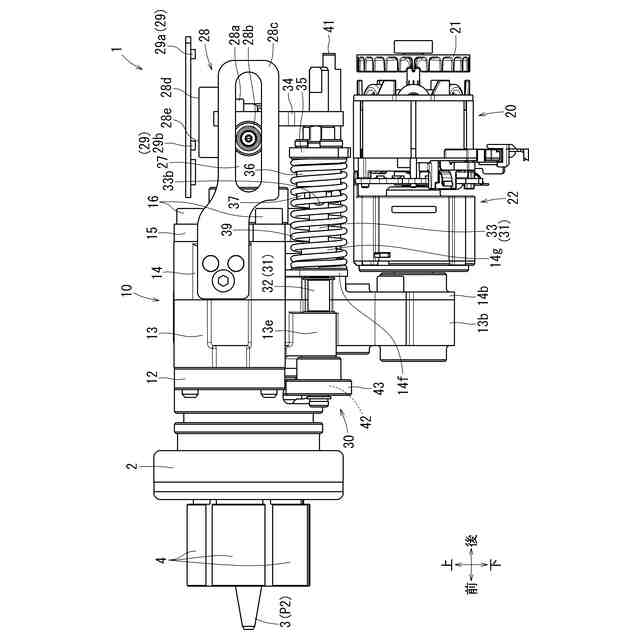
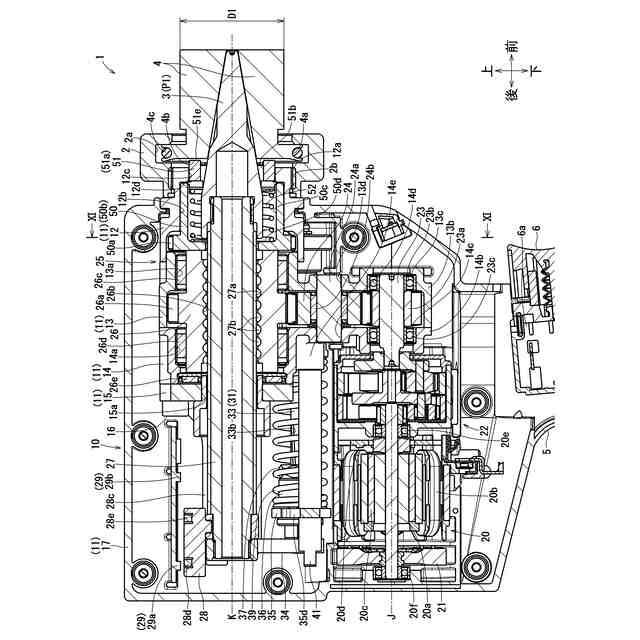
本開示の1つの特徴によると管の端部を拡径する管拡径工具は、楔を前後動させる移動機構を有する。管拡径工具は、前進した楔に押されて径方向外方に相互に開く複数のジョーを有する。管拡径工具は、操作されることでオン信号を発するスイッチを有する。管拡径工具は、コントローラを有する。コントローラは、スイッチからオン信号を受信すると、楔を第1前進位置まで前進させて複数のジョーを第1開度で開く。コントローラは、楔を後退させて複数のジョーを閉じる。コントローラは、楔を第1前進位置より前方の第2前進位置まで前進させて複数のジョーを第1開度より大きい第2開度で開く。コントローラは、楔を後退させて複数のジョーを閉じる。
【0010】
したがってスイッチをオンした時、先ず楔が第1前進位置まで前進する。複数のジョーは、管の端部を第1開度まで拡径する。次に楔が後退して複数のジョーが閉じた後、楔が第2前進位置まで前進する。複数のジョーは、管の端部を第1開度より大きい第2開度まで拡径する。このように楔の前進位置を変更することで複数のジョーの開度を変更できる。これにより管の端部を段階的に拡径できる。管の端部を段階的に拡径することで、拡径時の管の端部に割れ等の破損等が生じることを抑制しながら目標の径まで管の端部を拡径できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社マキタ
打撃工具
9日前
株式会社マキタ
打撃工具
13日前
株式会社マキタ
鉄筋結束機
16日前
株式会社マキタ
鉄筋結束機
16日前
株式会社マキタ
背負式ブロワ
1か月前
株式会社マキタ
インパクト工具
6日前
株式会社マキタ
電動式打ち込み工具
6日前
株式会社マキタ
鉄筋結束機および結束方法
16日前
株式会社マキタ
電気機器および運搬ケース
1か月前
株式会社マキタ
作業機およびアタッチメント
5日前
株式会社マキタ
除雪機およびアタッチメント
5日前
株式会社マキタ
接地体、及び、接地体を備える草刈機
5日前
株式会社マキタ
電動工具用の真空吸着アタッチメント及び電動工具システム
17日前
株式会社マキタ
携帯型バンドソー
5日前
他の特許を見る
 特許ウォッチ
特許ウォッチ