TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025171308
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2024076510
出願日
2024-05-09
発明の名称
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C22B
1/16 20060101AFI20251113BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】焼結原料供給設備の実装コストを低廉化することができると共に保全性にも優れた混合原料水分値推定方法を提供する。
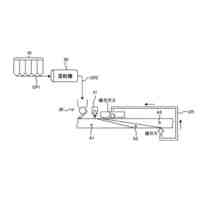
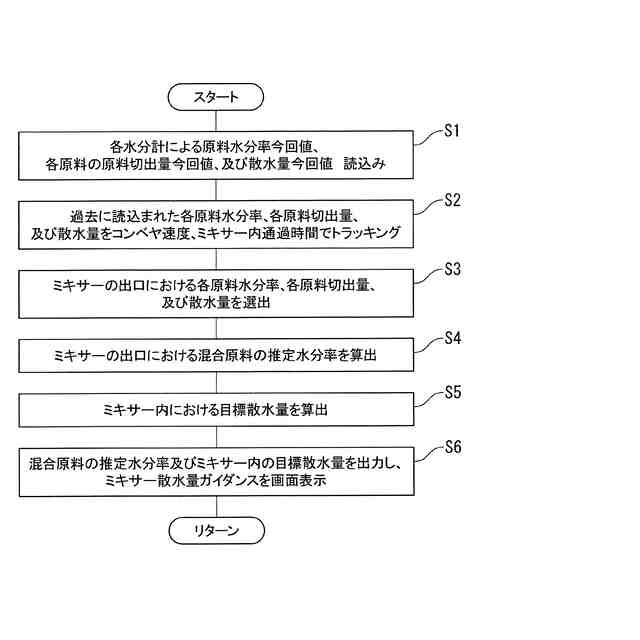
【解決手段】各配合槽の切出し部において検出された各原料の切出し量及び水分計によって検出された各原料の水分値を読込み、読込まれた原料の切出し量及び水分値をコンベヤの搬送速度でトラッキングし、ミキサー内における最も出側の散水位置を含み、それよりも混合原料の搬送方向先方の所定位置を規定位置とし、トラッキングによって規定位置に到達した原料の切出し量及び水分値及びミキサー内での散水量から規定位置における混合原料の水分値を算出する。
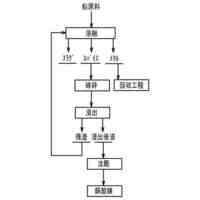
【選択図】図2
特許請求の範囲
【請求項1】
焼結鉱の各原料が個別に貯留される配合槽から各原料をコンベヤ上に切出し、切出された各原料を前記コンベヤで搬送してミキサー内に装入し、前記ミキサー内に装入された各原料を前記ミキサー内で混合原料に混合すると共に前記ミキサー内で散水を行う焼結原料供給設備において、前記各配合槽の切出し部において検出された各原料の切出し量及び前記切出し部において水分計によって検出された各原料の水分値を読込む読込みステップと、読込まれた前記切出し量及び水分値を前記コンベヤの搬送速度でトラッキングするトラッキングステップと、前記ミキサー内における最も出側の散水位置を含み、それよりも混合原料の搬送方向先方の所定位置を規定位置とし、前記トラッキングによって前記規定位置に到達した前記切出し量及び水分値及びミキサー内での散水量から前記規定位置における前記混合原料の水分値を算出する水分値算出ステップと、を備えたことを特徴とする焼結原料供給設備における混合原料水分値推定方法。
続きを表示(約 670 文字)
【請求項2】
前記ミキサー内での散水位置が前記ミキサーの入口よりも混合原料の搬送方向先方である場合、前記トラッキングステップは、読込まれた前記切出し量及び水分値を前記ミキサー内の装入物通過時間又は装入物移動速度でトラッキングすることを特徴とする請求項1に記載の焼結原料供給設備における混合原料水分値推定方法。
【請求項3】
前記規定位置が前記ミキサー内における最も出側の散水位置よりも混合原料の搬送方向先方である場合及び前記最も出側の散水位置よりも混合原料の搬送方向手前で散水が行われる場合、前記読込みステップは、前記ミキサー内への散水量を読込み、前記トラッキングステップは、読込まれた前記散水量を前記ミキサー内の装入物通過時間又は装入物移動速度でトラッキングし、前記水分値算出ステップは、前記ミキサー内での散水量及び/又は前記トラッキングによって前記規定位置に到達した散水量を用いて前記混合原料の水分値を算出することを特徴とする請求項2に記載の焼結原料供給設備における混合原料水分値推定方法。
【請求項4】
前記水分計が赤外線水分計であることを特徴とする請求項1に記載の焼結原料供給設備における混合原料水分値推定方法。
【請求項5】
請求項1乃至4の何れか1項に記載の混合原料水分値推定方法において、前記規定位置に到達した前記切出し量及び水分値から前記混合原料の目標水分値を達成する前記ミキサー内への目標散水量を算出することを特徴とする焼結原料供給設備におけるミキサー散水量設定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
焼結原料供給設備では、焼結鉱の各原料が個別に貯留される配合槽から各原料をコンベヤ上に切出し、切出された各原料をコンベヤで搬送してミキサー内に装入する。ミキサー内では、装入された各原料をミキサーで混合原料に混合すると共に散水を行い、混合原料の水分値を目標水分値としてから焼結炉に混合原料を供給する。高炉に装入される焼結鉱は、焼成の際の水分が過少の場合、疑似粒度が細かくなりすぎてしまい、焼結機の通気の悪化などに繋がり、水分が過多の場合、原料に点火できないなどのトラブルに繋がる。このため、焼結鉱の焼成前の混合原料の水分値(水分率)を適切に管理する必要がある。下記特許文献1では、各配合槽に赤外線水分計及び絶乾式水分計を設置すると共に、混合原料の切出し部にも赤外線水分計及び絶乾式水分計を設置している。そして、各配合槽に設けられた水分計による原料水分値及び原料切出し量及び目標水分値に基づいてミキサー内での散水量をフィードフォワード制御する。一方、混合原料の切出し部に設けられた水分計による混合原料水分値と目標水分値との差分と混合原料切出し量に基づいてミキサー内での散水量をフィードバック制御する。ミキサー内での散水量のフィードバック制御にあたっては、フィードバック制御の時間遅れを補償するモデル式から測定値に対する補正係数を設定し、この補正係数と各々の水分測定値を用いて散水量を補正する。
【先行技術文献】
【特許文献】
【0003】
特開平10-17946号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1に記載されるミキサー散水量制御方法では、各配合槽だけでなく、混合原料の切出し部にも水分計を設置し、何れも、赤外線水分計の他に絶乾式水分計を配置している。その理由として、混合原料における各原料の混合割合による色変化や、混合原料の切出し量の変動による赤外線水分計との距離変動によって、赤外線水分計だけでは混合原料の水分値を正確に測定することができないとしている。しかしながら、このように多くの水分計を配置する場合、焼結原料供給設備の実装に係るコストや保全性に課題が生じる。
【0005】
本発明は、上記課題に鑑みてなされたものであり、その目的は、焼結原料供給設備の実装コストを低廉化することができると共に保全性にも優れた混合原料水分値推定方法及びミキサー散水量設定方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明の一態様に係る焼結原料供給設備における混合原料水分値推定方法は、焼結鉱の各原料が個別に貯留される配合槽から各原料をコンベヤ上に切出し、切出された各原料を前記コンベヤで搬送してミキサー内に装入し、前記ミキサー内に装入された各原料を前記ミキサー内で混合原料に混合すると共に前記ミキサー内で散水を行う焼結原料供給設備において、前記各配合槽の切出し部において検出された各原料の切出し量及び前記切出し部において水分計によって検出された各原料の水分値を読込む読込みステップと、読込まれた前記切出し量及び水分値を前記コンベヤの搬送速度でトラッキングするトラッキングステップと、前記ミキサー内における最も出側の散水位置を含み、それよりも混合原料の搬送方向先方の所定位置を規定位置とし、前記トラッキングによって前記規定位置に到達した前記切出し量及び水分値及びミキサー内での散水量から前記規定位置における前記混合原料の水分値を算出する水分値算出ステップと、を備えたことを要旨とする。
【0007】
また、本発明の更なる態様は、前記ミキサー内での散水位置が前記ミキサーの入口よりも混合原料の搬送方向先方である場合、前記トラッキングステップは、読込まれた前記切出し量及び水分値を前記ミキサー内の装入物通過時間又は装入物移動速度でトラッキングすることを特徴とする。
【0008】
また、本発明の更なる態様は、前記規定位置が前記ミキサー内における最も出側の散水位置よりも混合原料の搬送方向先方である場合及び前記最も出側の散水位置よりも混合原料の搬送方向手前で散水が行われる場合、前記読込みステップは、前記ミキサー内への散水量を読込み、前記トラッキングステップは、読込まれた前記散水量を前記ミキサー内の装入物通過時間又は装入物移動速度でトラッキングし、前記水分値算出ステップは、前記ミキサー内での散水量及び/又は前記トラッキングによって前記規定位置に到達した散水量を用いて前記混合原料の水分値を算出することを特徴とする。
【0009】
また、本発明の更なる態様は、前記水分計が赤外線水分計であることを特徴とする。
また、本発明の一態様に係る焼結原料供給設部におけるミキサー散水量設定方法は、上記の混合原料水分値推定方法において、ミキサーの出口に到達した切出し量及び水分値から混合原料の目標水分値を達成するミキサー内への目標散水量を算出することを要旨とする。
【発明の効果】
【0010】
本発明によれば、絶乾式水分計を必要とせず、また混合原料の水分値を検出する水分計も必要としないことから、焼結原料供給設備の実装コストを低廉化することができると共に限られた数の赤外線水分計を保全すればよいことから保全性にも優れる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
3か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
古河電気工業株式会社
銅線
1か月前
三菱マテリアル株式会社
切削工具
1か月前
株式会社神戸製鋼所
銅合金
18日前
株式会社神戸製鋼所
銅合金板
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
4か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
大同メタル工業株式会社
摺動材料
3か月前
日本製鉄株式会社
ボルト
1か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
日本製鉄株式会社
ボルト
2か月前
日本製鉄株式会社
鋼部品
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
日本製鉄株式会社
焼結鉱の製造方法
16日前
大同特殊鋼株式会社
放熱材料
1か月前
住友金属鉱山株式会社
銅の製造方法
4か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
JFEスチール株式会社
亜鉛回収方法
4か月前
MAアルミニウム株式会社
ブレージングシート
2か月前
株式会社SCREENホールディングス
反応槽
3か月前
JFEスチール株式会社
鋼および鋼部品
3か月前
日本製鉄株式会社
ステンレス鋼材
3か月前
日本製鉄株式会社
線材
1か月前
三菱マテリアル株式会社
超硬合金製切削工具基体
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ