TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139044
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024037762
出願日
2024-03-12
発明の名称
超硬合金製切削工具基体
出願人
三菱マテリアル株式会社
代理人
個人
主分類
C22C
29/08 20060101AFI20250918BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高熱・高負荷の切削条件下でも耐久性を有する超硬合金製切削工具基体の提供
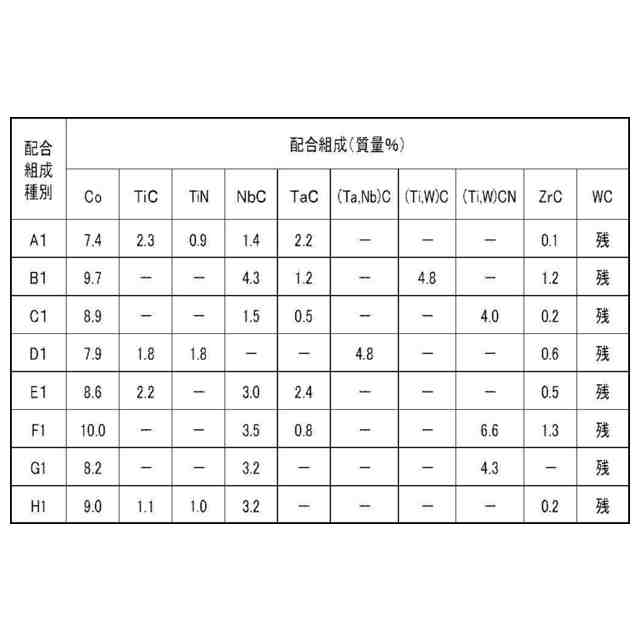
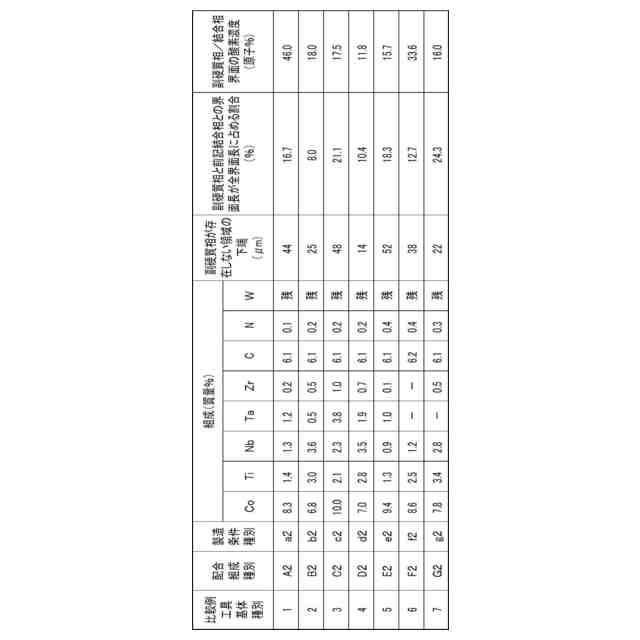
【解決手段】6.0~10.0質量%のCoと、
1.0~4.5質量%のTiと、0.5~4.5質量%のNb、0.5~4.4質量%のTa、0.1~1.3質量%のZrの3種のいずれか1種以上とのMと、
6.0~6.2質量%のCと、
0.1~0.4質量%のNとを含み、
残部がWと不可避不純物からなり、
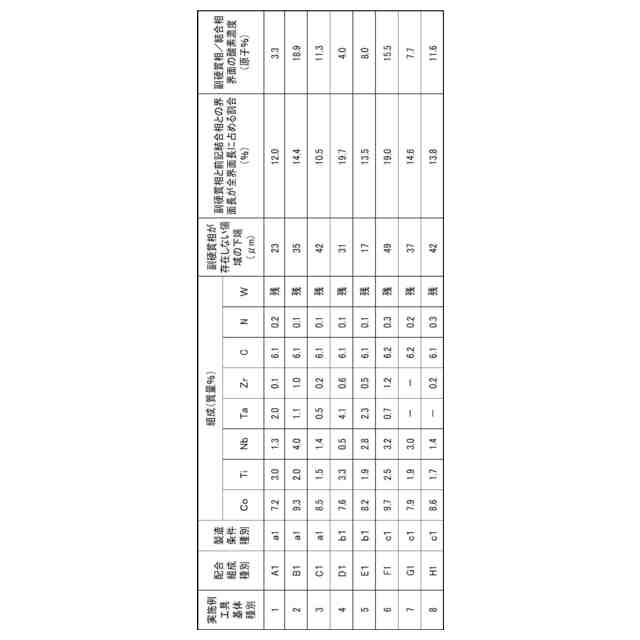
表面から前記副硬質相の存在しない領域は、その下端が15~50μmであり、
副硬質相と結合相との界面長が全界面長に占める割合が10.0~20.0%であり、
副硬質相と結合相との界面における前記不可避不純物としてのOの含有量が20.0原子%以下である超硬合金製切削工具基体。
【選択図】図1
特許請求の範囲
【請求項1】
6.0~10.0質量%のCoと、
Mとして、
1.0~4.5質量%のTiと、
0.5~4.5質量%のNb、0.5~4.4質量%のTa、0.1~1.3質量%のZrの3種のいずれか1種以上と、
6.0~6.2質量%のCと、
0.1~0.4質量%のNとを含み、
残部がWと不可避不純物からなり、
硬質相、副硬質相及び結合相を有し、
前記硬質相は前記Wの炭化物を主成分とし、
前記副硬質相は、前記Mの炭化物と炭窒化物との合計を主成分とし、
前記結合相は前記Coを主成分として、
表面から前記副硬質相の存在しない領域は、その下端が15~50μmであり、
前記副硬質相と前記結合相との界面長が全界面長に占める割合が10.0~20.0%であり、
前記副硬質相と前記結合相との界面における前記不可避不純物としてのOの含有量が20.0原子%以下である
ことを特徴とする超硬合金製切削工具基体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超硬合金製切削工具基体に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
超硬合金は、機械的強度、耐熱疲労性等に優れるため、表面被覆切削工具基体等として用いられている。
表面被覆切削工具は、高能率切削加工においても耐久性が求められており、表面被覆層のみならずその基体に対しても、前述の特性を改善すべく提案がなされている。
【0003】
例えば、特許文献1には、特定の組成を有し、[(硬質層同士の界面長)+(硬質相と副硬質相との界面長)+(副硬質相同士の界面長)]/[(硬質層同士の界面長)+(硬質相と副硬質相との界面長)+(副硬質相同士の界面長)+(硬質相と結合相との界面長)+(副硬質相と結合相との界面長)]が硬質相と副硬質相の粒度分布および結合相の占める体積割合から与えられる所定値よりも大きい超硬合金製切削工具基体が記載され、該超硬合金製切削工具基体は耐欠損性と耐塑性変形性に優れるとされている。
【先行技術文献】
【特許文献】
【0004】
特開20220-151698号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記事情や提案を鑑みてなされたものであって、高速切削加工等の高熱・高負荷の切削条件下の切削加工において、耐久性を有する超硬合金製切削工具基体を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の実施形態に係る超硬合金製切削工具基体は、
6.0~10.0質量%のCoと、
Mとして、
1.0~4.5質量%のTiと、
0.5~4.5質量%のNb、0.5~4.4質量%のTa、0.1~1.3質量%のZrの3種のいずれか1種以上と、
6.0~6.2質量%のCと、
0.1~0.4質量%のNとを含み、
残部がWと不可避不純物からなり、
硬質相、副硬質相および結合相を有し、
前記硬質相は前記Wの炭化物を主成分とし、
前記副硬質相は、前記Mの炭化物と炭窒化物との合計を主成分とし、
前記結合相は前記Coを主成分として、
基体表面から前記副硬質相の存在しない領域は、その下端が15~50μmであり、
前記副硬質相と前記結合相との界面長が全界面長に占める割合が10.0~20.0%であり、
前記副硬質相と前記結合相との界面における前記不可避不純物としてのOの含有量が20.0原子%以下である。
【発明の効果】
【0007】
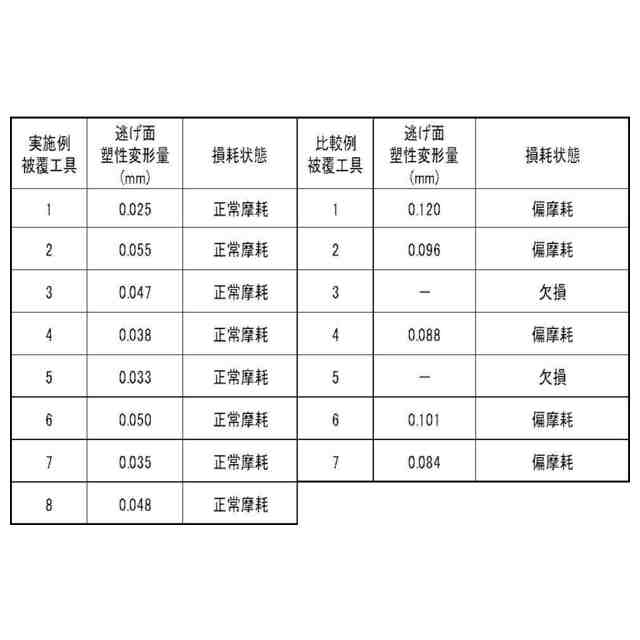
前記超硬合金製切削工具基体は、表面被覆切削工具の基体として用いたとき耐久性を有する。
【図面の簡単な説明】
【0008】
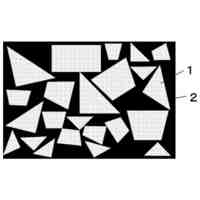
超硬合金製切削工具基体の断面における組織の一例の模式図である。
副硬質相/結合相界面のO含有量を測定する観察領域の模式図である。
逃げ面塑性変形量を説明する模式図である。なお、上図はすくい面の平面図、下図は逃げ面の平面図である。
【発明を実施するための形態】
【0009】
本発明者は、前述の目的を達成する超硬合金製切削工具基体を得るために鋭意検討を行った。その結果、次の(1)~(6)の事項を知見した。
【0010】
(1)従来の超硬合金製切削工具基体を表面被覆切削工具の基体として用いたものについて、高速切削加工等の高熱・高負荷の切削条件で切削を行い、切刃に塑性変形が生じたものを解析した結果、硬質相および副硬質相の界面を基点とする硬質相が分断される損傷が発生し、この損傷により塑性変形が進行すること。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
3か月前
個人
高強度せん断補強筋用の鋼材
7か月前
宏幸株式会社
金属回収方法
7か月前
JX金属株式会社
鉛の回収方法
1か月前
JX金属株式会社
鉛の回収方法
1か月前
株式会社神戸製鋼所
鋼材
6か月前
三菱マテリアル株式会社
切削工具
1か月前
古河電気工業株式会社
銅線
1か月前
株式会社神戸製鋼所
銅合金
18日前
株式会社神戸製鋼所
銅合金板
3か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
株式会社クボタ
比重分離装置
7か月前
日本製鉄株式会社
鋼材
5か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
日本製鉄株式会社
鋼材
4か月前
日本製鉄株式会社
線材
5か月前
日本製鉄株式会社
鋼材
7か月前
住友金属鉱山株式会社
金属の抽出方法
1か月前
日本製鉄株式会社
鋼材
7か月前
日本製鉄株式会社
鋼材
8か月前
日本製鉄株式会社
鋼材
7か月前
大同メタル工業株式会社
摺動材料
3か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
2か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
大同特殊鋼株式会社
鋼材及び金型
3か月前
大同特殊鋼株式会社
放熱材料
1か月前
日本製鉄株式会社
焼結鉱の製造方法
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ