TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025169649
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074551
出願日
2024-05-01
発明の名称
ドレッシング方法及びドレッシング装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
53/12 20060101AFI20251107BHJP(研削;研磨)
要約
【課題】効率的に研削部材をドレッシングすることができるドレッシング方法及びドレッシング装置が提供される。
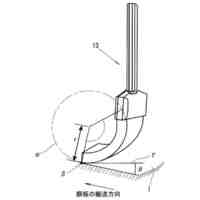
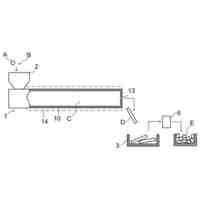
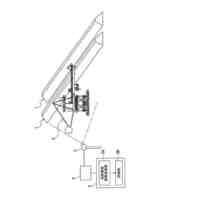
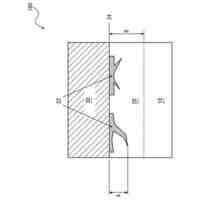
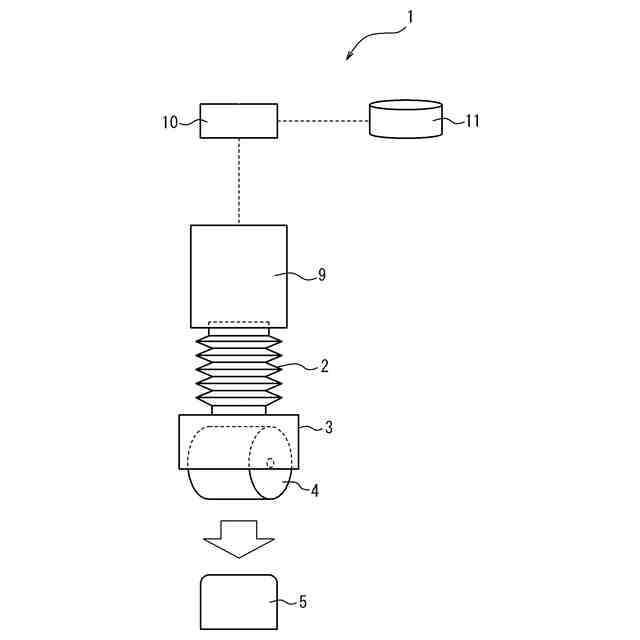
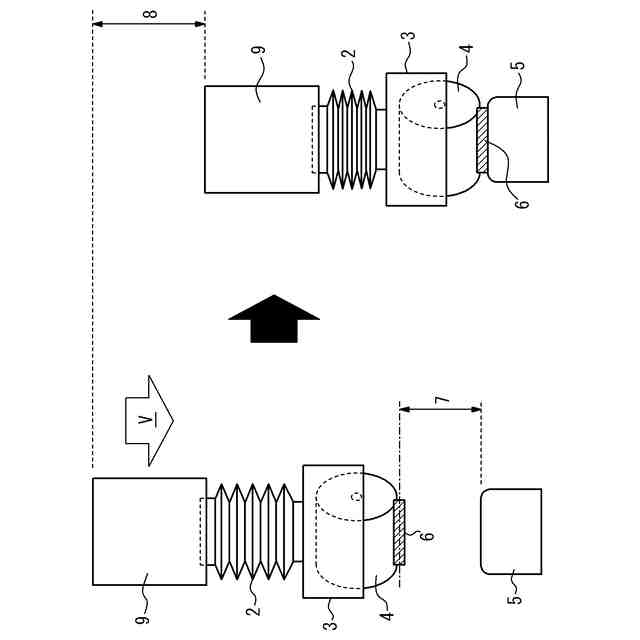
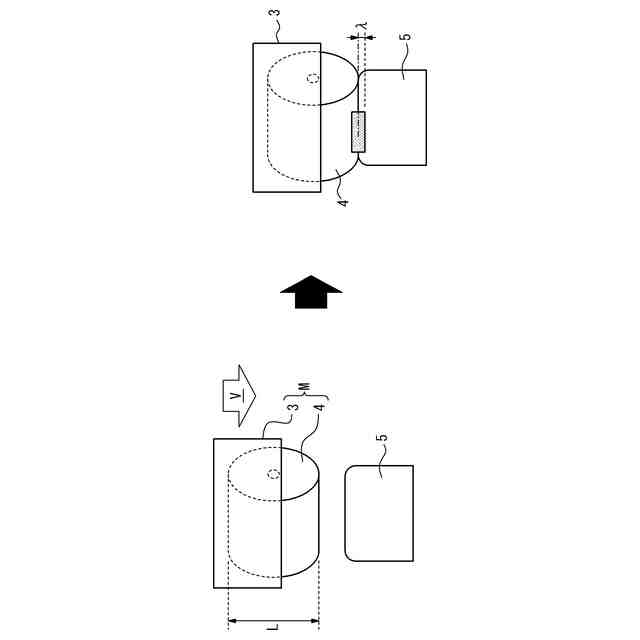
【解決手段】ドレッシング方法は、砥粒と、砥粒を結合する結合剤とを含む研削部材(4)のドレッシング方法であって、研削部材(4)とドレッシング部材(5)とを衝突させるドレッシング工程を含む。ドレッシング方法は、ドレッシング工程において、結合剤による砥粒の結合度に基づく研削部材(4)の硬度よりも硬度が高いドレッシング部材(5)に研削部材を衝突させてよい。
【選択図】図1
特許請求の範囲
【請求項1】
砥粒と、前記砥粒を結合する結合剤とを含む研削部材のドレッシング方法であって、
前記研削部材とドレッシング部材とを衝突させるドレッシング工程を含む、ドレッシング方法。
続きを表示(約 600 文字)
【請求項2】
前記ドレッシング工程において、前記結合剤による前記砥粒の結合度に基づく前記研削部材の硬度よりも硬度が高いドレッシング部材に前記研削部材を衝突させる、請求項1に記載のドレッシング方法。
【請求項3】
前記ドレッシング工程において、ドレッシング後の研削部材を用いて研削を実施する際の累計研削量が所定の研削量以上となるように、前記研削部材の硬度と前記ドレッシング部材の硬度とを様々に組み合わせた試行の実績データに基づいて、前記研削部材と前記ドレッシング部材との衝突速度が設定される、請求項2に記載のドレッシング方法。
【請求項4】
前記所定の研削量は、未使用の研削部材の累計研削量の7割以上の研削量である、請求項3に記載のドレッシング方法。
【請求項5】
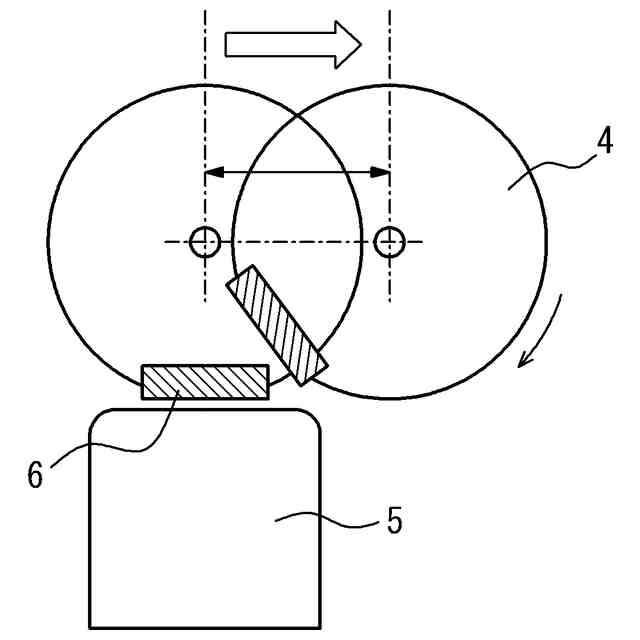
前記研削部材の前記ドレッシング部材への衝突時の接触面を変更する変更工程を含み、
前記ドレッシング工程と前記変更工程とを繰り返すことにより前記研削部材の使用面の全面のドレッシングを行う、請求項1から4のいずれか一項に記載のドレッシング方法。
【請求項6】
砥粒と、前記砥粒を結合する結合剤とを含む研削部材のドレッシング装置であって、
ドレッシング部材と、
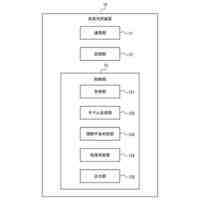
前記研削部材と前記ドレッシング部材とを衝突させる駆動制御装置と、を備える、ドレッシング装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ドレッシング方法及びドレッシング装置に関する。本開示は、特に、砥粒と、砥粒を結合する結合剤とを含む研削部材の目詰まり、目つぶれ等を解消し、研削部材の研削能力を改善するドレッシング方法及びドレッシング装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
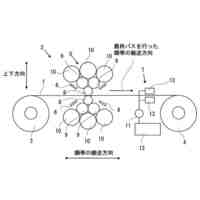
研削作業では、鋼材等の金属材の疵を砥石等の研削部材を用いて除去する。研削作業で用いられる研削部材において、切り屑によって気孔が塞がれる目詰まり、砥粒の切れ刃が平滑に摩耗する目つぶれ等が発生することがある。目詰まり及び目つぶれは、研削能力を低下させて、仕上げ面不良の原因となるため、研削部材の使用面を整えて目出しを行うドレッシング作業が必要となる。
【0003】
ここで、砥石等の研削部材のドレッシングを行う技術として、例えば特許文献1は、砥石の先端作業面をローラーの溝に押し付けることにより、ローラーの溝形状と同じ形状に砥石の先端作業面をドレッシングする技術を開示する。
【先行技術文献】
【特許文献】
【0004】
特開2006-346844号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1では、砥石を回転させて、ドレッシング部材であるローラーを砥石と逆方向に回転させて、砥石作業面をドレッシング部材に押し当てることにより、砥石作業面の形状補正及び目出しを行っている。このような方法では、砥石とドレッシング部材の材質、粒度、形状等の関係性によって、ドレッシングによる研削部材の目出し効果が低下することがある。例えば、砥石に対してドレッシング部材の硬度が高い場合に、砥粒の脱落が進まずに砥粒が損耗し、目つぶれ及び目詰まりが悪化するおそれがある。一方、砥石に対してドレッシング部材の硬度が低い場合に、ドレッシング部材が削られることでドレッシング部材の接触面の表面形状が変化して、ドレッシング効果に偏りが生じるおそれがある。そのため、回転力を利用して研削部材の目出しを行う従来手法と異なるドレッシング方法が求められている。
【0006】
かかる事情に鑑みてなされた本開示の目的は、効率的に研削部材をドレッシングすることができるドレッシング方法及びドレッシング装置を提供することにある。
【課題を解決するための手段】
【0007】
(1)本開示の一実施形態に係るドレッシング方法は、
砥粒と、前記砥粒を結合する結合剤とを含む研削部材のドレッシング方法であって、
前記研削部材とドレッシング部材とを衝突させるドレッシング工程を含む。
【0008】
(2)本開示の一実施形態として、(1)において、
前記ドレッシング工程において、前記結合剤による前記砥粒の結合度に基づく前記研削部材の硬度よりも硬度が高いドレッシング部材に前記研削部材を衝突させる。
【0009】
(3)本開示の一実施形態として、(2)において、
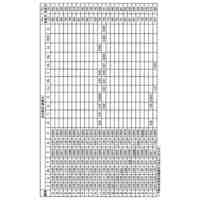
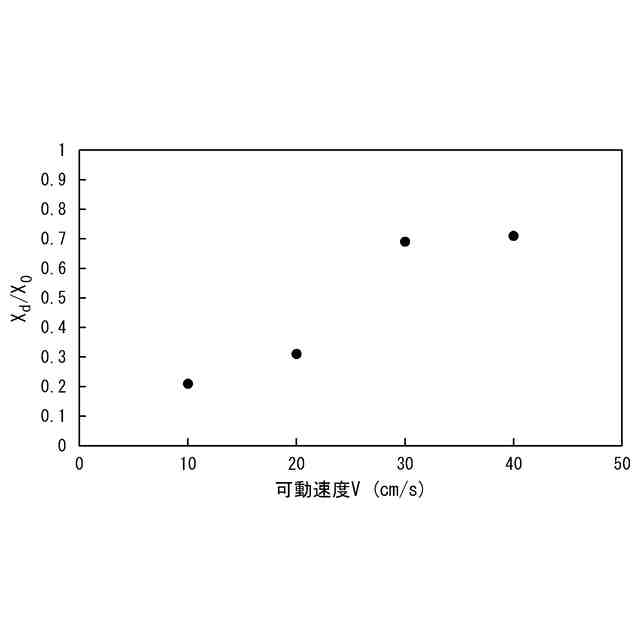
前記ドレッシング工程において、ドレッシング後の研削部材を用いて研削を実施する際の累計研削量が所定の研削量以上となるように、前記研削部材の硬度と前記ドレッシング部材の硬度とを様々に組み合わせた試行の実績データに基づいて、前記研削部材と前記ドレッシング部材との衝突速度が設定される。
【0010】
(4)本開示の一実施形態として、(3)において、
前記所定の研削量は、未使用の研削部材の累計研削量の7割以上の研削量である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
遅れ破壊試験方法
1か月前
JFEスチール株式会社
デスケーリング装置
4日前
JFEスチール株式会社
高炉の原料装入方法
17日前
JFEスチール株式会社
残留投射材の除去装置
26日前
JFEスチール株式会社
鋼板およびその製造方法
26日前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
診断システム及び診断方法
9日前
JFEスチール株式会社
構造材及び構造材の製造方法
4日前
JFEスチール株式会社
金物投入設備及び金物投入方法
3日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
18日前
JFEスチール株式会社
情報処理装置、および情報処理方法
1か月前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
集塵機及び、ろ布の損傷状態認定方法
26日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
9日前
JFEスチール株式会社
回収装置、回収システム、及び回収方法
1か月前
JFEスチール株式会社
構造物の損傷検出装置及び損傷検出方法
1か月前
JFEスチール株式会社
エアテーブル型密度分離装置及び分離方法
1か月前
JFEスチール株式会社
表面粗度測定装置および表面粗度測定方法
1か月前
JFEスチール株式会社
金属帯の加工設備、および、金属帯の加工方法
1か月前
JFEスチール株式会社
粒度判定装置、粒度判定方法及び造粒物の製造方法
1か月前
JFEスチール株式会社
演算装置、物理演算装置、演算方法、及び演算プログラム
1か月前
JFEスチール株式会社
黒鉛の精製方法
1か月前
JFEスチール株式会社
圧延素材決定装置、圧延素材決定方法および板材製品の製造方法
1か月前
JFEスチール株式会社
き裂解析方法、プログラム、材料設計支援方法及び材料設計方法
27日前
JFEスチール株式会社
コークスの製造方法
1か月前
JFEスチール株式会社
熱延鋼材の製造方法
11日前
JFEスチール株式会社
原子モデル生成方法、プログラム、材料設計支援方法及び材料設計方法
27日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
25日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
25日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
3日前
JFEスチール株式会社
亜鉛の除去方法及び亜鉛の除去装置
24日前
JFEスチール株式会社
ガス吸着塔の状態の判定方法、ガス吸着塔のメンテナンス方法、およびガス吸着塔設備
25日前
JFEスチール株式会社
連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉
24日前
JFEスチール株式会社
情報検索方法および情報検索システム
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ