TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159467
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024062036
出願日
2024-04-08
発明の名称
プレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B21D
22/26 20060101AFI20251014BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス成形時に発生するコーナー部位の割れを抑制する。
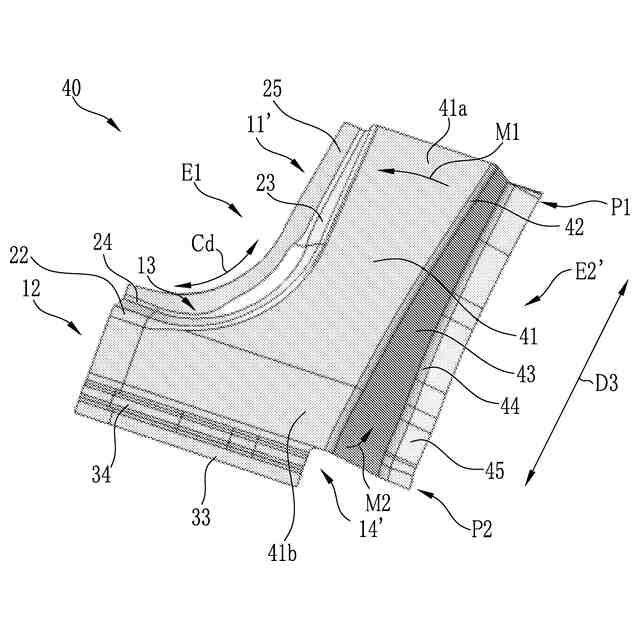
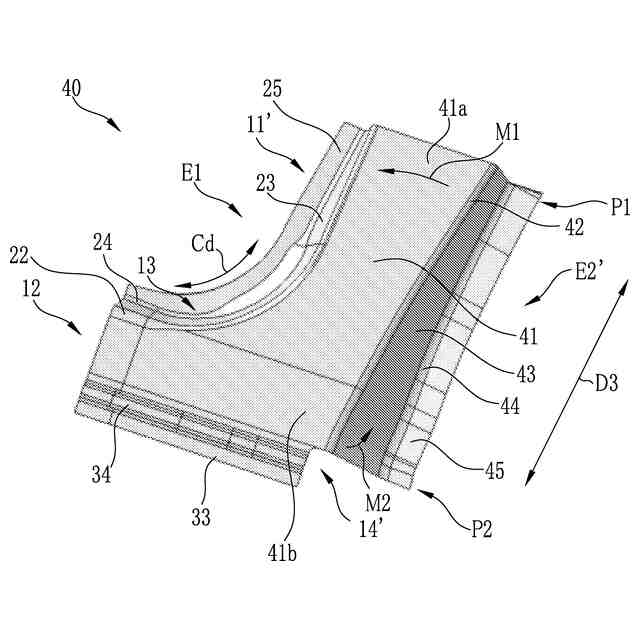
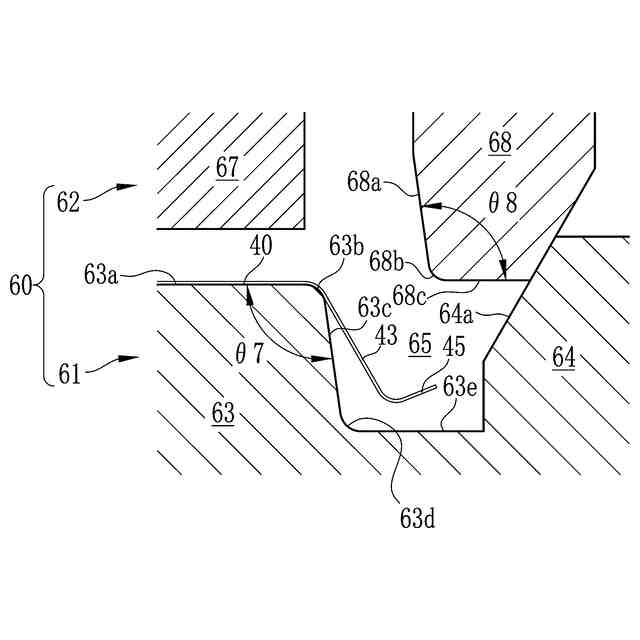
【解決手段】本発明に係るプレス成形品の製造方法は、ブランク材を予成形品40にプレス成形する予成形工程と、予成形品40を目標成形品であるプレス成形品に成形する本成形工程と、を備え、予成形品40における2つの直線部位11’、12のうち、外側縦壁部43が設けられる直線部位11’の延在方向D3における両端部のうち、他方の直線部位12に近接する端部を近位端P2、近位端P2とは反対側の端部を遠位端P1とし、プレス成形品における外側縦壁部と、予成形品40における外側縦壁部43と、がなす角度を開き角度としたとき、予成形工程において、近位端P2の開き角度が、遠位端P1での開き角度よりも大きく、かつ、正の値の開き角度となるようにプレス成形することを特徴としている。
【選択図】 図3
特許請求の範囲
【請求項1】
延在方向が異なる2つの直線部位と、前記2つの直線部位の間に設けられる湾曲部位と、を有することで上面視L字形状となる天板部と、
当該天板部の幅方向における両端部のうち、前記湾曲部位が設けられた一端部において前記天板部に連続する内側縦壁部と、
前記2つの直線部位のうち、少なくともいずれか一方の直線部位に設けられるとともに、前記天板部の幅方向における両端部のうち、前記湾曲部位が設けられた一端部とは反対側となる他端部で前記天板部に連続する外側縦壁部と、
を有するプレス成形品を製造する方法であって、
ブランク材を中間成形品にプレス成形する第1成形工程と、
前記中間成形品を目標成形品に成形する第2成形工程と、
を備え、
前記中間成形品における2つの直線部位のうち、前記外側縦壁部が設けられる直線部位の延在方向における両端部のうち、他方の直線部位に近接する端部を近位端、当該近位端とは反対側の端部を遠位端とし、
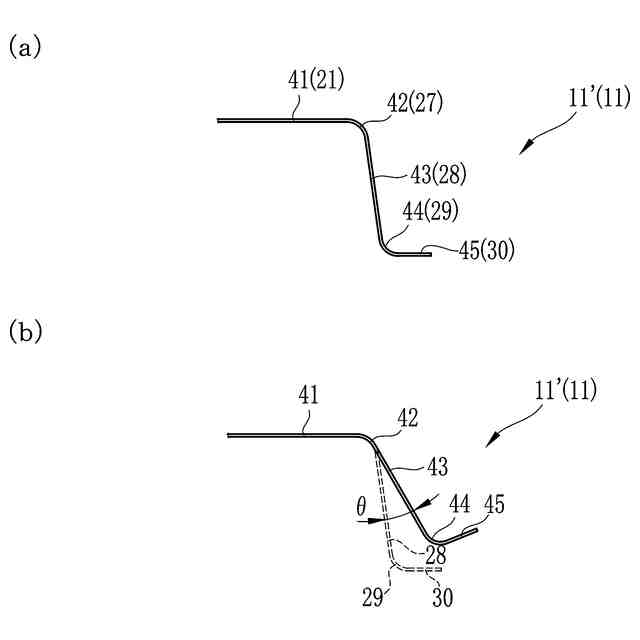
前記目標成形品における外側縦壁部と、前記中間成形品における外側縦壁部とがなす角度を開き角度としたとき、
前記第1の成形工程において、前記近位端の前記開き角度が、前記遠位端での前記開き角度よりも大きく、かつ、正の値の開き角度となるように、プレス成形することを特徴とするプレス成形品の製造方法。
続きを表示(約 290 文字)
【請求項2】
前記外側縦壁部の中間形状は、前記遠位端から前記近位端に近づくにつれて、前記開き角度が次第に大きくなる形状であることを特徴とする請求項1に記載のプレス成形品の製造方法。
【請求項3】
前記開き角度は、前記近位端において2~20°であることを特徴とする請求項1または請求項2に記載のプレス成形品の製造方法。
【請求項4】
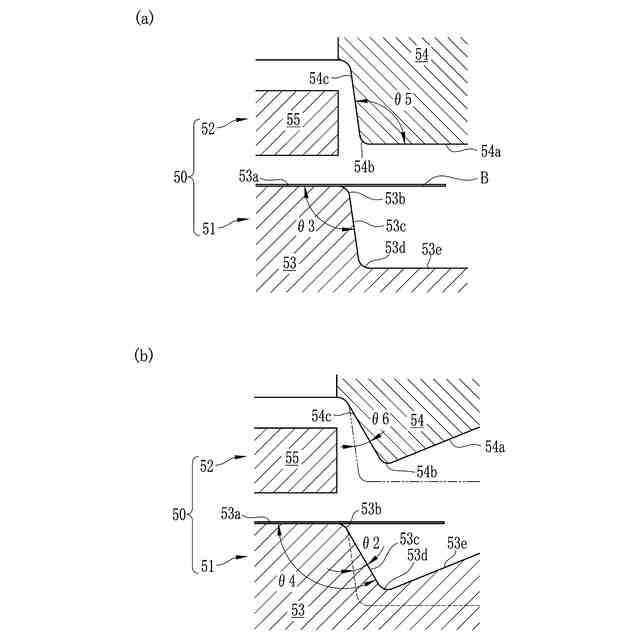
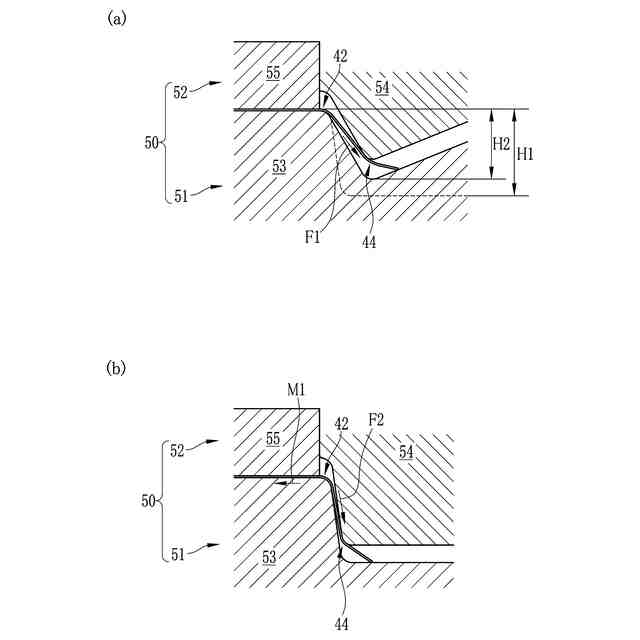
前記第2成形工程は、カム材を用いて前記外側縦壁部の中間形状を外側から押圧することで、前記外側縦壁部の中間形状を前記目標成形品の外側縦壁部に成形することを特徴とする請求項1または請求項2に記載のプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、自動車の衝突安全性の向上と車体の軽量化とを両立する目的で、高強度な金属板を用いたプレス成形品が自動車部品に用いられている。高強度な金属板を用いたプレス成形では、例えば金属板の延性の低下による割れや、降伏強度の上昇によるしわの発生が課題となる。特に、凹状に湾曲した湾曲部位を有するプレス成形品では、湾曲部位のフランジ部に割れが発生するだけでなく、当該湾曲部位の天板部やパンチ肩部にしわが発生する。
【0003】
湾曲部位のフランジ部における割れは、プレス成形時に当該フランジ部を円周方向に引っ張る応力により発生する。また、天板部やパンチ肩部に発生するしわは、当該応力の反力により発生する。このような割れやしわの発生を防止する方法として、例えば、湾曲部位に設けられるパンチ肩部の曲げ半径を湾曲部位の中央部から両端部に向けて大きくすることが提案されている(特許文献1参照)。また、この他に、例えば延在方向が交差する2つの直線部位を有し、これら直線部位の間に湾曲部位が設けられた略L字形状のプレス成形品において、2つの直線部位のいずれか一方の天板部にビードを設けることも考案されている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2021-166997号公報
国際公開2012/070623号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
以下、略L字形状のプレス成形品において、湾曲部位が設けられる側の縦壁部を内側縦壁部、湾曲部位の背面側に設けられる縦壁部を外側縦壁部と称する場合がある。また、プレス成形品において湾曲部位とは反対側となる部位をコーナー部位と称する場合がある。
【0006】
ところで、略L字形状のプレス成形品の中には、直線部位の一方に外側縦壁部が設けられていないものや、2つの直線部位に設けられた外側縦壁部の各々がコーナー部位近傍で連続せずに独立して設けられている場合がある。このようなプレス成形品では、湾曲部位に割れやしわが発生するだけでなく、コーナー部位に割れが発生する。コーナー部位における割れは、プレス成形時に直線部位の天板部に相当する箇所が内側縦壁部に向けて引き込まれることが原因であり、特許文献1や特許文献2に開示される製造方法では、コーナー部位における割れを防止することが難しい。したがって、コーナー部位における割れを防止する新たな対策が必要となる。
【0007】
本発明は、上記課題に鑑みてなされたものであり、例えば延在方向が交差する2つの直線部位を有し、これら直線部位の間に湾曲部位が設けられた略L字形状のプレス成形品を製造するにあたり、コーナー部位における割れの発生を抑制することが可能な新たな成形技術を提供することを目的としている。
【課題を解決するための手段】
【0008】
一の観点によるプレス成形品の製造方法は、延在方向が異なる2つの直線部位と、2つの直線部位の間に設けられる湾曲部位と、を有することで上面視L字形状となる天板部と、当該天板部の幅方向における両端部のうち、湾曲部位が設けられた一端部において天板部に連続する内側縦壁部と、2つの直線部位のうち、少なくともいずれか一方の直線部位に設けられるとともに、天板部の幅方向における両端部のうち、湾曲部位が設けられた一端部とは反対側となる他端部で天板部に連続する外側縦壁部と、を有するプレス成形品を製造する方法であって、ブランク材を中間成形品にプレス成形する第1成形工程と、中間成形品を目標成形品に成形する第2成形工程と、を備え、中間成形品における2つの直線部位のうち、外側縦壁部が設けられる直線部位の延在方向における両端部のうち、他方の直線部位に近接する端部を近位端、当該近位端とは反対側の端部を遠位端とし、目標成形品における外側縦壁部と、中間成形品における外側縦壁部とがなす角度を開き角度としたとき、第1の成形工程において、近位端の開き角度が、遠位端での開き角度よりも大きく、かつ、正の値の開き角度となるように、プレス成形することを特徴としている。ここで、天板部の幅方向とは、直線部位の延在方向に直交する方向を指す。
【0009】
また、外側縦壁部の中間形状は、遠位端から近位端に近づくにつれて、開き角度が次第に大きくなる形状であることが好ましい。このとき、開き角度は、近位端において2~20°であることが好ましい。
【0010】
また、第2成形工程は、カム材を用いて外側縦壁部の中間形状を外側から押圧することで、外側縦壁部の中間形状を目標成形品の外側縦壁部に成形することが好ましい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋼線の連続伸線方法
10日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
2か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社西田製作所
パンチャーヘッド
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社トラバース
パンチング加工装置
7か月前
株式会社TMEIC
監視装置
7か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社三明製作所
転造装置
2か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
5か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社アマダ
ビード形成方法
26日前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
東陽建設工機株式会社
鉄筋曲機
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ