TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160750
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063516
出願日
2024-04-10
発明の名称
表面粗度測定装置および表面粗度測定方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
G01B
11/30 20060101AFI20251016BHJP(測定;試験)
要約
【課題】圧延ロールの表面粗さを圧延ロールの全周全幅に亘って評価可能な技術を提供する。
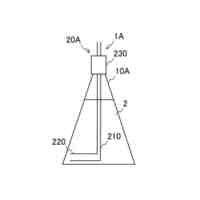
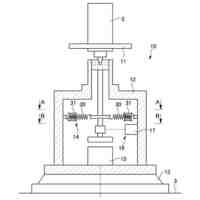
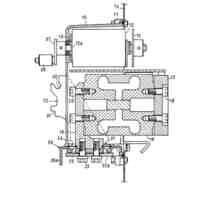
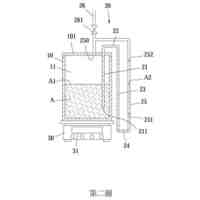
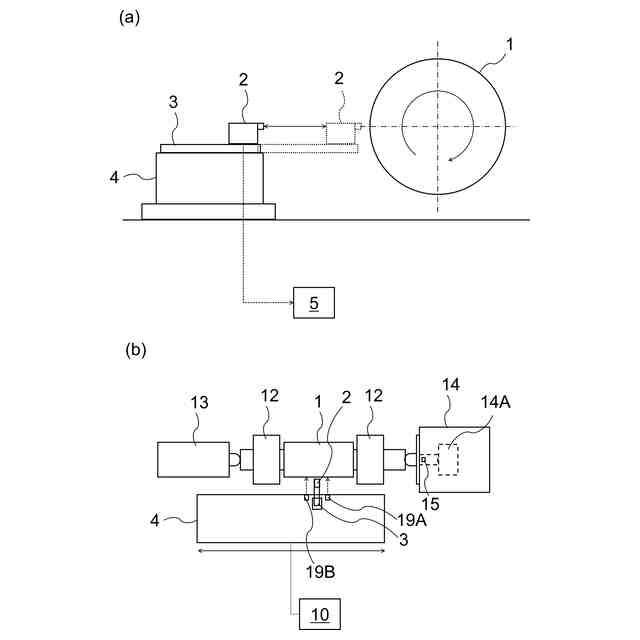
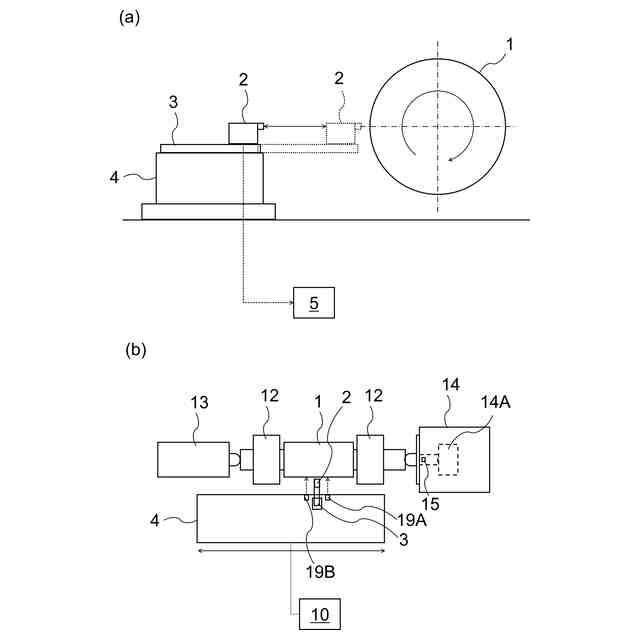
【解決手段】圧延ロールの表面粗さを測定する表面粗度測定装置であって、前記圧延ロールの表面に検出部が対向し前記圧延ロールのロール表面までの距離を測定する変位センサと、前記変位センサを支持する台と、相対的に、前記変位センサが前記圧延ロールの表面に沿って周方向に移動可能な回転機構と、相対的に、前記台が前記圧延ロールの表面に沿って、前記圧延ロールの軸方向に沿った方向と平行な方向に並進移動可能な往復移動機構と、前記回転機構による回転数および回転位置を取得可能な回転センサと、前記変位センサが測定した変位データから前記圧延ロールの表面粗さを算出する演算部と、を備える装置である。
【選択図】図1
特許請求の範囲
【請求項1】
圧延ロールの表面粗さを測定する表面粗度測定装置であって、
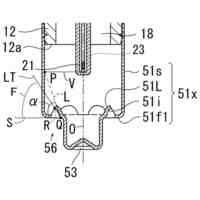
前記圧延ロールの表面に検出部が対向し前記圧延ロールのロール表面までの距離を測定する変位センサと、
前記変位センサを支持する台と、
相対的に、前記変位センサが前記圧延ロールの表面に沿って周方向に移動可能な回転機構と、
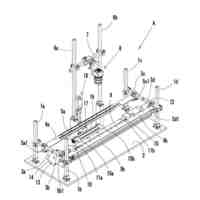
相対的に、前記台が前記圧延ロールの表面に沿って、前記圧延ロールの軸に沿った方向と平行な方向に並進移動可能な往復移動機構と、
前記回転機構による回転数および回転位置を取得可能な回転センサと、
前記変位センサが測定した変位データから前記圧延ロールの表面粗さを算出する演算部と、
を備える、表面粗度測定装置。
続きを表示(約 910 文字)
【請求項2】
前記演算部が、前記圧延ロールの全周全幅の表面粗さを算出する、請求項1に記載の表面粗度測定装置。
【請求項3】
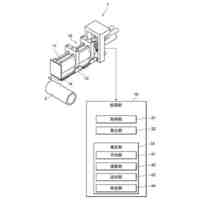
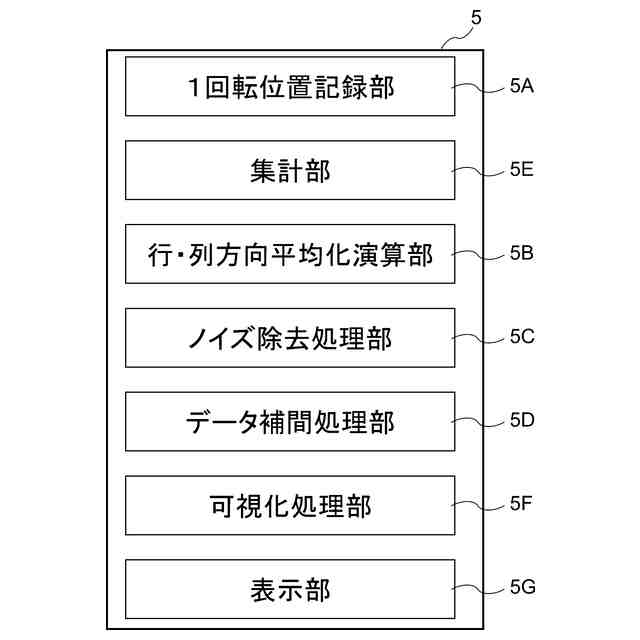
前記演算部が、不等間隔なデータとして測定されたロール表面の変位を線形補間して等間隔データとする第1処理部と、二次元方向で平均化する第2処理部と、データ上のノイズを除去する第3処理部と、前記圧延ロールの全周全幅の表面粗さを算出する表面粗さ演算部と、表面粗さ算出結果を可視化して出力する可視化処理部と、を有する、請求項1に記載の表面粗度測定装置。
【請求項4】
前記可視化処理部が、前記表面粗さの算出結果および前記圧延ロールの位置情報とから、前記圧延ロールの全周全幅の範囲における表面粗さの2次元マップを作成する、請求項3に記載の表面粗度測定装置。
【請求項5】
前記表面粗さが、線粗さとしての十点平均粗さRz、算術平均粗さRa、最大深さRvおよびスキューネスRsk、ならびに、面粗さとしての最大高さSzおよび算術平均粗さSaのうち少なくとも一つの情報を含む、請求項1に記載の表面粗度測定装置。
【請求項6】
請求項1~6のいずれか1項に記載の表面粗度測定装置を用いて、圧延ロールの表面粗さを測定する方法であって、
前記圧延ロールの表面に沿って変位センサを周方向および前記圧延ロールの軸に沿った方向と平行な方向に相対的に移動して、前記圧延ロールの表面と前記変位センサとの間の距離を測定する変位測定工程と、
前記変位測定工程で得られた距離データに線形補間を施して不等間隔データを等間隔データに変換するデータ変換工程と、
前記データ変換工程で得られた等間隔データを平均化処理し、ノイズを除去したうえで前記圧延ロールの全周全幅の表面粗さを算出する演算工程と、を含む、表面粗度測定方法。
【請求項7】
表面粗さ算出結果を可視化して出力する可視化処理工程と、
前記圧延ロールの全周全幅の範囲における表面粗さの2次元マップを表示する表示工程と、を含む、請求項6に記載の表面粗度測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間圧延ロールなどの圧延ロールのロール表面の表面粗さを検出する表面粗度測定装置および表面粗度測定方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来の圧延ロールの表面粗さを測定する技術には、圧延機の圧延荷重の振動数や振幅から肌荒れ指数を算出したり、圧延機の先進率や圧下率から摩耗係数を算出することで表面粗さを間接的に算出したりする方法がある。前者の技術は、たとえば、特許文献1に開示されており、後者の技術は、たとえば、特許文献2に開示されている。
【0003】
また、特許文献3には、圧延ロール表面に対し、軸線方向に走査する接触式ないし非接触式の表面粗度測定器を圧延ロールに近接させて直接的に測定することでロール表面の局所的な肌荒れや摩耗を検知する技術が開示されている。
【0004】
また、特許文献4には、測定精度の高い圧延ロールの表面欠陥検出技術が開示されている。その技術は、圧延ロールを軸回転させる回転機構と、圧延ロールの表面に検出部が対向しロール表面までの距離を測定する変位センサと、変位センサを支持し、ロールの軸方向に平行な方向である往復方向に移動可能な往復台とを備える装置である。その装置は、ロールの全周全幅の表面状態を測定可能で、ロール上の局所的かつ数ミリ程の3次元的な欠け落ちを検査することができる。
【先行技術文献】
【特許文献】
【0005】
特開平02-182310号公報
特開平02-255207号公報
特開平06-265335号公報
特開2023-053825号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
被検査ロールは長期間熱間圧延に使用したものであり、表面の素地が粗い。このため、従来の検査においては鋼板に有害な影響を及ぼすような表面肌荒れを判定するために、上記従来の技術が開発されてきた。しかしながらこれらの従来技術には以下のような課題がある。
【0007】
特許文献1や2に記載する、圧延機の圧延荷重の振動数、振幅、先進率や圧下率から肌荒れ指数を算出する方法では、ロール表面状態は間接的に分かるものの、ロール表面自体を測定していないため、直接的なロール表面状態を計測したり、予測したりできない。
【0008】
また、特許文献3に記載する方法では、ロール軸方向の欠陥は検出できるものの、ロール周方向に分布がある欠陥は検査できない問題がある。
【0009】
特許文献4に記載の技術では、ロールの局所的な欠け落ちは検査・評価できるものの、ロール全周全幅の状態を把握することは困難である。
【0010】
たとえば、シリコン樹脂を用いてロール表面の所定範囲のレプリカを採取し、写し取られたロール表面の線粗さを評価する方法もある。レプリカの採取は作業者の押圧のばらつきもあり、線粗さの測定では、測定位置により評価がばらつく問題もある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
採尿及び採便具
25日前
日本精機株式会社
検出装置
19日前
個人
高精度同時多点測定装置
1か月前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
14日前
株式会社カクマル
境界杭
4日前
甲神電機株式会社
電流検出装置
19日前
株式会社ミツトヨ
測定器
1か月前
アズビル株式会社
電磁流量計
1か月前
ダイキン工業株式会社
監視装置
1か月前
トヨタ自動車株式会社
監視装置
1か月前
大成建設株式会社
風洞実験装置
14日前
ローム株式会社
半導体装置
1か月前
大和製衡株式会社
組合せ計量装置
28日前
長崎県
形状計測方法
1か月前
個人
計量具及び計量機能付き容器
14日前
日本信号株式会社
距離画像センサ
17日前
個人
システム、装置及び実験方法
1か月前
愛知時計電機株式会社
ガスメータ
1か月前
大和製衡株式会社
組合せ計量装置
28日前
TDK株式会社
磁気センサ
1か月前
愛知電機株式会社
軸部材の外観検査装置
28日前
双庸電子株式会社
誤配線検査装置
20日前
個人
非接触による電磁パルスの測定方法
17日前
ローム株式会社
半導体装置
1か月前
日本特殊陶業株式会社
ガスセンサ
12日前
キーコム株式会社
画像作成システム
4日前
株式会社不二越
X線測定装置
17日前
トヨタ自動車株式会社
測定システム
1か月前
個人
液位検視及び品質監視システム
12日前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
ダイハツ工業株式会社
移動支援装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ