TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025158535
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061173
出願日
2024-04-05
発明の名称
遅れ破壊試験方法
出願人
JFEスチール株式会社
代理人
個人
主分類
G01N
17/00 20060101AFI20251009BHJP(測定;試験)
要約
【課題】プレス成形品の遅れ破壊懸念部位における遅れ破壊特性を求めることができる遅れ破壊試験方法を提供する。
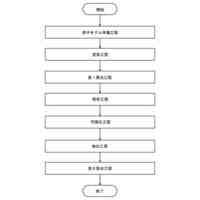
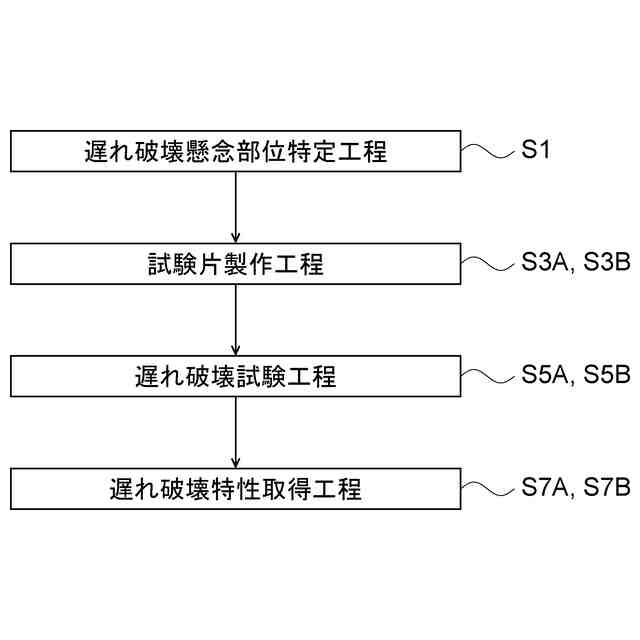
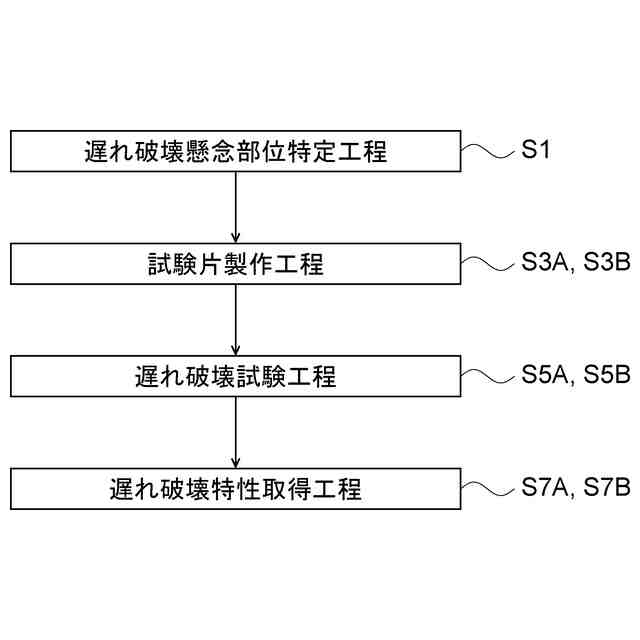
【解決手段】本発明に係る遅れ破壊試験方法は、プレス成形品の遅れ破壊懸念部位における最大主応力、相当塑性ひずみ及び最大主応力に垂直な方向の応力勾配を取得し(S1)、
遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与可能であり、遅れ破壊懸念部における相当塑性ひずみに相当するひずみを予め付与した単軸引張試験片111を製作し(S3A)と、単軸引張試験片111の切り欠きR部117に対して、遅れ破壊懸念部位における最大主応力に相当する引張応力を負荷し、遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与した状態で遅れ破壊試験を行い、割れが発生するまでの割れ発生時間を取得し、プレス成形品の遅れ破壊懸念部位における遅れ破壊特性を求める(S7A)、ものである。
【選択図】 図1
特許請求の範囲
【請求項1】
プレス成形品における遅れ破壊が懸念される遅れ破壊懸念部位の遅れ破壊特性を求める遅れ破壊試験方法であって、
前記プレス成形品の応力分布及びひずみ分布を算出し、最大主応力の高い部位を前記遅れ破壊懸念部位として特定し、特定した前記遅れ破壊懸念部位における最大主応力、相当塑性ひずみ、及び前記最大主応力に垂直な方向の応力勾配を取得する遅れ破壊懸念部位特定工程と、
前記遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与可能であり、前記遅れ破壊懸念部位における相当塑性ひずみに相当するひずみを予め付与した試験片を製作する試験片製作工程と、
製作した前記試験片に対して、前記遅れ破壊懸念部位における最大主応力に相当する引張応力を負荷し、前記遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与した状態で前記試験片を所定の水素侵入環境下に保持する遅れ破壊試験を行い、前記試験片に割れが発生するまでの割れ発生時間を取得する遅れ破壊試験工程と、
該取得した割れ発生時間と、前記試験片に予め付与したひずみと、前記試験片に負荷した引張応力と、該負荷した引張応力により前記試験片に付与した応力勾配と、に基づいて、前記プレス成形品の前記遅れ破壊懸念部位における遅れ破壊特性を求める遅れ破壊特性取得工程と、を含む、ことを特徴とする遅れ破壊試験方法。
続きを表示(約 690 文字)
【請求項2】
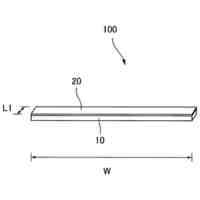
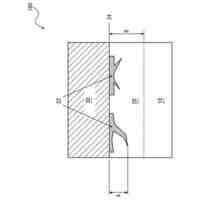
前記試験片は、平行部に切り欠きR部が形成された単軸引張試験片とし、
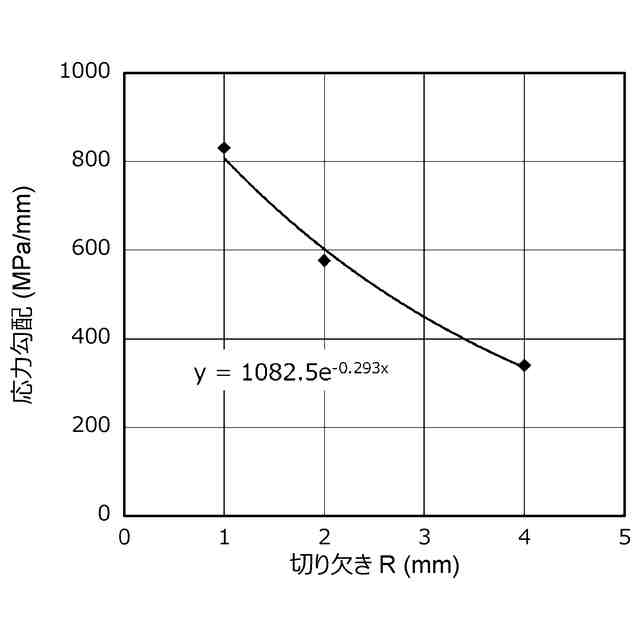
前記試験片製作工程において、前記平行部に前記ひずみを予め付与するとともに、前記遅れ破壊懸念部位の応力勾配に基づいて前記切り欠きR部の切り欠きRを決定し、
前記遅れ破壊試験工程において、前記切り欠きR部に対して、前記遅れ破壊懸念部位の最大主応力に相当する単軸引張応力を負荷し、前記遅れ破壊懸念部位の応力勾配に相当する応力勾配を付与する、ことを特徴とする請求項1に記載の遅れ破壊試験方法。
【請求項3】
前記試験片は、4点曲げにより曲げ部が形成される4点曲げ試験片とし、
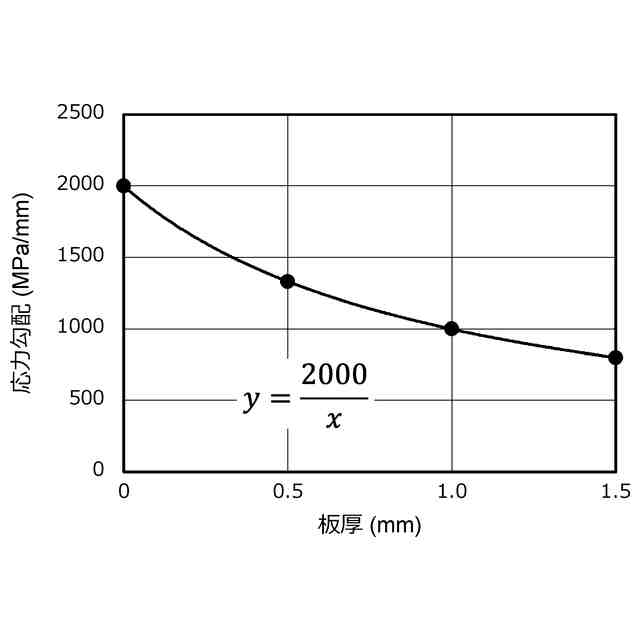
前記試験片製作工程において、前記4点曲げ試験片の前記曲げ部にひずみを予め付与するとともに、前記遅れ破壊懸念部位の応力勾配に基づいて前記4点曲げ試験片の板厚を決定し、
前記遅れ破壊試験工程において、前記4点曲げ試験片を4点曲げすることにより、前記曲げ部の曲げ外側に対して、前記遅れ破壊懸念部位の最大主応力に相当する曲げ応力を負荷し、前記遅れ破壊懸念部位の応力勾配に相当する応力勾配を付与する、ことを特徴とする請求項1に記載の遅れ破壊試験方法。
【請求項4】
請求項2又は3に記載の遅れ破壊試験方法であって、
前記遅れ破壊懸念部位の応力勾配が所定値以下である場合、請求項2に記載の遅れ破壊試験方法を実施し、
前記遅れ破壊懸念部位の応力勾配が所定値を上回る場合、請求項3に記載の遅れ破壊試験方法を実施する、ことを特徴とする遅れ破壊試験方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形品において遅れ破壊が懸念される遅れ破壊懸念部位の遅れ破壊特性を求める遅れ破壊試験方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
二酸化炭素排出量の削減等の規制の厳格化を受け、燃費向上を目的とした自動車車体の軽量化が求められている。その一方で、自動車車体には衝突安全性能の向上も要求されている。これらのニーズに対して、1GPa級以上の引張強度を持つ高張力鋼板の自動車車体の骨格部品への適用が進んでいる。
【0003】
自動車車体の骨格部品は一般にプレス成形によって製造されている。しかし、引張強度で980MPa級を超える高張力鋼板を用いてプレス成形した骨格部品(プレス成形品)では、遅れ破壊の発生が懸念される。そして、遅れ破壊は、プレス成形する工程から骨格部品を組付ける工程に至るまでに発生したひずみや応力(残留応力)と、自動車の製造中や使用中に骨格部品に侵入した水素に起因すると考えられる。
【0004】
そこで、高張力鋼板を用いて製造されたプレス成形品の製造条件(プレス成形条件)に応じて遅れ破壊特性を評価する方法及び装置がこれまでにいくつか提案されている。
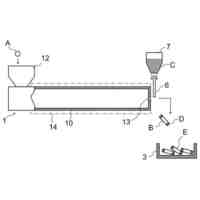
例えば、特許文献1には、深絞り成形した高張力鋼板の試験片を水素侵入環境下に置き、当該試験片のフランジ部に発生する亀裂発生状況によって遅れ破壊特性を評価する方法が開示されている。
また、特許文献2には、塑性ひずみが付与された鋼材の試験片に対して水素を導入し、水素脆化特性(遅れ破壊特性)を塑性ひずみ量に基づいて評価する方法が開示されている。
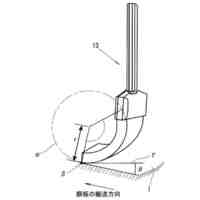
さらに、特許文献3には、V形状に曲げ加工を施した薄鋼板の曲げ加工部に応力を付加し、その状態で水素侵入環境中に保持した時の曲げ加工部の亀裂の発生状況により遅れ破壊特性を評価する方法と、曲げ加工部に応力を負荷する応力負荷治具が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2019-174124号公報
特開2020-41838号公報
特開2010-107297号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法は、深絞り成形した高張力鋼板の試験片のフランジ部における遅れ破壊が発生する最大残留応力を評価するものであり、遅れ破壊の発生に対するひずみの影響は考慮されていなかった。
また、特許文献2の方法は、鋼材の遅れ破壊特性(水素脆化特性)の優劣を塑性ひずみ量に基づいて評価するものであり、プレス成形品における遅れ破壊発生に対する応力分布の影響を考慮できないといった問題があった。
さらに、特許文献3の技術は、ひずみが導入された曲げ加工部の頂部に、安定した応力を負荷できるものの、V形状曲げ加工を施した薄鋼板の遅れ破壊特性を評価することに限定されていた。そのため、鋼板のプレス加工により製造されたプレス成形品において遅れ破壊が懸念される部位(遅れ破壊懸念部位)の遅れ破壊特性を評価することができないという問題があった。
【0007】
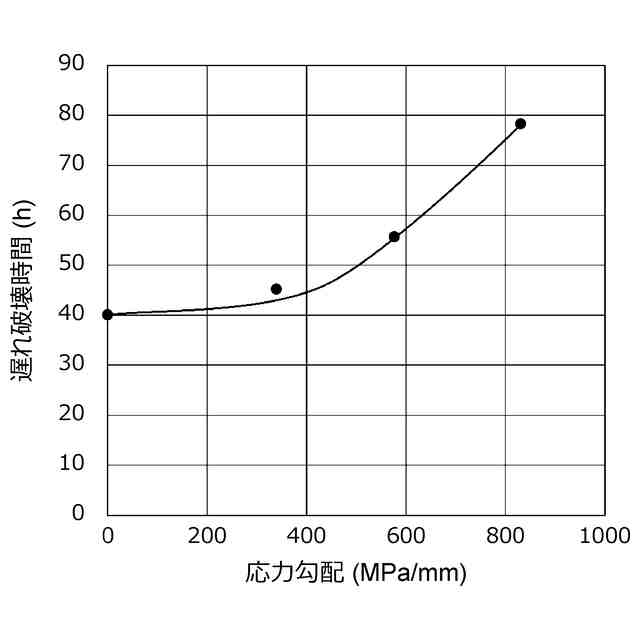
また、プレス成形品の割れには、ひずみ勾配が影響することが知られている(例えば、石渡 亮伸 ,卜部 正樹 ,稲積 透、「ハイテン適用拡大に貢献するプレス成形解析技術」、JFE技報、No.30(2012年8月)、p.19-24.)。そのため、プレス成形品の遅れ破壊についても、遅れ破壊懸念部位におけるひずみや応力だけでなくひずみ勾配、すなわち、応力勾配が影響すると考えられるが、特許文献1~3は、いずれも、遅れ破壊に対する応力勾配の影響を評価していなかった。
【0008】
本発明は、上記のような課題を解決するためになされたものであり、プレス成形品における遅れ破壊懸念部位におけるひずみ、応力及び応力勾配の影響を考慮して遅れ破壊特性を求める遅れ破壊試験方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
(1)本発明に係る遅れ破壊試験方法は、プレス成形品における遅れ破壊が懸念される遅れ破壊懸念部位の遅れ破壊特性を求めるものであって、
前記プレス成形品の応力分布及びひずみ分布を算出し、最大主応力の高い部位を前記遅れ破壊懸念部位として特定し、特定した前記遅れ破壊懸念部位における最大主応力、相当塑性ひずみ、及び前記最大主応力に垂直な方向の応力勾配を取得する遅れ破壊懸念部位特定工程と、
前記遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与可能であり、前記遅れ破壊懸念部位における相当塑性ひずみに相当するひずみを予め付与した試験片を製作する試験片製作工程と、
製作した前記試験片に対して、前記遅れ破壊懸念部位における最大主応力に相当する引張応力を負荷し、前記遅れ破壊懸念部位における応力勾配に相当する応力勾配を付与した状態で前記試験片を所定の水素侵入環境下に保持する遅れ破壊試験を行い、前記試験片に割れが発生するまでの割れ発生時間を取得する遅れ破壊試験工程と、
該取得した割れ発生時間と、前記試験片に予め付与したひずみと、前記試験片に負荷した引張応力と、該負荷した引張応力により前記試験片に付与した応力勾配と、に基づいて、前記プレス成形品の前記遅れ破壊懸念部位における遅れ破壊特性を求める遅れ破壊特性取得工程と、を含む、ことを特徴とするものである。
【0010】
(2)上記(1)に記載のものにおいて、
前記試験片は、平行部に切り欠きR部が形成された単軸引張試験片とし、
前記試験片製作工程において、前記平行部に前記ひずみを予め付与するとともに、前記遅れ破壊懸念部位の応力勾配に基づいて前記切り欠きR部の切り欠き半径を決定し、
前記遅れ破壊試験工程において、前記切り欠きR部に対して、前記遅れ破壊懸念部位の最大主応力に相当する単軸引張応力を負荷し、前記遅れ破壊懸念部位の応力勾配に相当する応力勾配を付与する、ことを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
高炉の原料装入方法
18日前
JFEスチール株式会社
デスケーリング装置
5日前
JFEスチール株式会社
残留投射材の除去装置
27日前
JFEスチール株式会社
鋼板およびその製造方法
27日前
JFEスチール株式会社
診断システム及び診断方法
10日前
JFEスチール株式会社
構造材及び構造材の製造方法
5日前
JFEスチール株式会社
金物投入設備及び金物投入方法
4日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
19日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
10日前
JFEスチール株式会社
集塵機及び、ろ布の損傷状態認定方法
27日前
JFEスチール株式会社
構造物の損傷検出装置及び損傷検出方法
1か月前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
10日前
JFEスチール株式会社
エアテーブル型密度分離装置及び分離方法
1か月前
JFEスチール株式会社
金属帯の加工設備、および、金属帯の加工方法
1か月前
JFEスチール株式会社
き裂解析方法、プログラム、材料設計支援方法及び材料設計方法
28日前
JFEスチール株式会社
熱延鋼材の製造方法
12日前
JFEスチール株式会社
原子モデル生成方法、プログラム、材料設計支援方法及び材料設計方法
28日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
26日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
26日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
4日前
JFEスチール株式会社
亜鉛の除去方法及び亜鉛の除去装置
25日前
JFEスチール株式会社
ガス吸着塔の状態の判定方法、ガス吸着塔のメンテナンス方法、およびガス吸着塔設備
26日前
JFEスチール株式会社
連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉
25日前
株式会社NICHIJO
パレット検出装置、パレット検出方法及びパレット検出プログラム
28日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
4日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
4日前
JFEスチール株式会社
土留め構造物、鋼-コンクリート構造物、鋼製セグメント、構造物の施工方法、構造物の維持管理方法、構造物のパラメータ測定方法及び構造物のモニタリング方法
25日前
個人
採尿及び採便具
25日前
日本精機株式会社
検出装置
19日前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
14日前
個人
高精度同時多点測定装置
1か月前
甲神電機株式会社
電流検出装置
19日前
株式会社カクマル
境界杭
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ