TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169683
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074639
出願日
2024-05-02
発明の名称
樹脂成形体の製造方法および製造設備
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B29B
7/42 20060101AFI20251107BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形体のハンドリング時に粉の発生を抑制し、見かけ密度の高い樹脂成形体を製造する方法および設備を提供する。
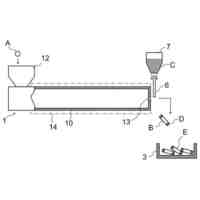
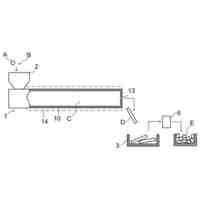
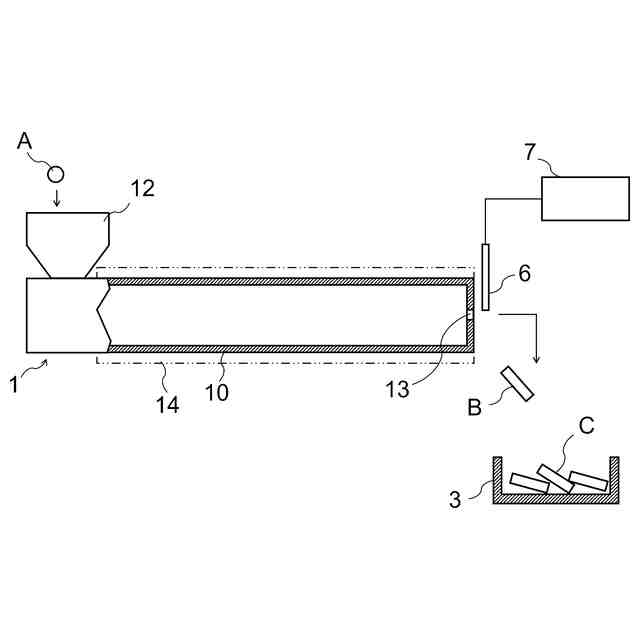
【解決手段】熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得る成形工程と、前記圧縮体を加熱した切断刃で切断し、切断体を得る切断工程と、前記切断体を冷却して樹脂成形体を得る冷却工程と、を含む、樹脂成形体の製造方法である。熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得るための押出し成形機と、前記押出し成形機で押出し成形した前記圧縮体を加熱した切断刃で切断して切断体を得るための加熱切断機と、前記加熱切断機で切断した前記切断体を冷却するための冷却設備と、を備える、樹脂成形体の製造設備である。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得る成形工程と、
前記圧縮体を加熱した切断刃で切断し、切断体を得る切断工程と、
前記切断体を冷却して樹脂成形体を得る冷却工程と、
を含む、樹脂成形体の製造方法。
続きを表示(約 520 文字)
【請求項2】
前記成形工程では、前記合成樹脂類を140℃超180℃未満の温度に加熱した状態で押出し成形を行う、請求項1に記載の樹脂成形体の製造方法。
【請求項3】
前記切断工程では、切断刃の温度を前記成形工程における加熱温度以上260℃未満の範囲とする、請求項1または2に記載の樹脂成形体の製造方法。
【請求項4】
前記冷却工程で得られる樹脂成形体の見かけ密度を0.9~1.1g/cm
3
とする、請求項1または2に記載の樹脂成形体の製造方法。
【請求項5】
熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得るための押出し成形機と、
前記押出し成形機で押出し成形した前記圧縮体を加熱した切断刃で切断して切断体を得るための加熱切断機と、
前記加熱切断機で切断した前記切断体を冷却するための冷却設備と、を備える、樹脂成形体の製造設備。
【請求項6】
前記加熱切断機は、前記押出し成形機が合成樹脂類を加熱した温度以上260℃未満となるように切断刃の温度を調整する機能を有する、請求項5に記載の樹脂成形体の製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、合成樹脂類を押出し成形して樹脂成形体を製造するための方法および設備に関する。本明細書中で、「合成樹脂類」には、廃プラスチックと呼称される一般廃棄物の使用済みプラスチックのほか、製造工程で発生する合成樹脂の端材や不良品、使用済みプラスチックなど産業廃棄物となるプラスチックも含まれる。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
近年、製鉄所では、炭酸ガスの排出削減という社会的要請や原料炭の高騰などの理由から、LNGなどの石炭以外の炭素源が燃料や還元剤の一部として利用されるようになってきた。しかし、さらなる炭酸ガス排出削減のために、LNGなどの化石燃料への依存を低下させることが求められている。このような背景から、廃プラスチックを炭素源として再資源化することが行われている。従来、廃プラスチックの多くは焼却処理されていた。しかしながら、焼却処理は炭酸ガス発生などの環境負荷が高く、また焼却炉の熱的損傷の問題もある。そこで、廃プラスチックを製鉄所の炭素源として再資源化できれば、そのような問題も解消できる。廃プラスチックのケミカルリサイクル技術の1つとして、製鉄所のコークス炉において廃プラスチックを石炭に混合し、石炭ととともに乾溜する技術がある。
【0003】
廃プラスチックを石炭に混合してコークス炉で乾溜する場合、廃プラスチックは、乾溜の過程で石炭との接触面において石炭中の水素を引き抜く性質があり、このような水素の引き抜きが生じると石炭の溶融性が低下し、乾溜後のコークス強度が低下するという問題がある。このため乾溜する石炭と廃プラスチックの接触面は狭いことが好ましい。廃プラスチックの見かけ密度が小さいと、廃プラスチックの比表面積が大きくなり、石炭との接触面積が大きくなる。そのため、廃プラスチックの見かけ密度を大きくすることは、コークス強度の低下を抑制するために重要である。
【0004】
廃プラスチックの見かけ密度を大きくするための技術が開発されている。たとえば、特許文献1には、廃プラスチックを180~260℃に加熱して圧縮成形(押出し成形)した後、切断して水冷装置にて冷却(急冷)することでプラスチック成形体を製造する方法が開示されている。また、特許文献2には、廃プラスチックを100~140℃に加熱して圧縮成形(押出し成形)した後、冷却コンベアの上で散水などの冷却を行う方法が開示されている。また、特許文献3には、プラスチックを140℃超180℃未満の温度に加熱した状態で押出し成形し、得られたプラスチック成形体を40℃以下まで空気で冷却する方法が示されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-327189号公報
特開2006-103336号公報
特開2023-007040号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来技術では、以下のような課題があった。
特許文献1に記載の方法は、廃プラスチックを180~260℃で加熱して圧縮成形するものである。同文献には、廃プラスチックの温度が180℃未満では、プラスチックの粘度が高いため成形しにくく、また、圧縮されたプラスチックに入り込んだガス分が抜けにくくなることから、成形後の見かけ密度が高くならないと記載されている。しかし、特許文献1のようにプラスチックを高温で加熱してプラスチックの粘度が低くなると、プラスチックの流動性が高すぎるため、圧縮成形機からの排出(押出)速度を一定に保つことができず、生産性が不安定になるという問題がある。また、特許文献1に記載の方法では、プラスチックの流動性が高いため、押し出された成形体の形状を保つために、圧縮成形機から排出(押出)された成形体を急冷する必要がある。しかし、発明者らの実験によれば、急冷によってプラスチック成形体の表面に固化相が形成されることで、逆に残存ガスが抜けなくなる。そのため、プラスチック成形体内に残存ガス分の空隙が残る。
【0007】
一方、特許文献2に記載の方法は、廃プラスチックを100~140℃で加熱して圧縮成形するものである。同文献には、140℃超の温度で成形すると、プラスチックが溶融状態または半溶融状態になり、流動性が高くなりすぎて押出に支障をきたし、生産性が悪化すると記載されている。溶融状態または半溶融状態にならなければ、押出し圧縮成形ができないため、見かけ密度を十分に高くすることができない。
【0008】
また、特許文献3に記載の方法は、プラスチックを140度超180℃未満で加熱したのち圧縮成形しその後空冷するものである。プラスチック成形体の見かけ密度をある程度高くすることができる方法である。しかし、特許文献1~3に記載の方法すべてにおいて、成形体の切断後に粉が発生して歩留まりの低下を引き起こす問題がある。
【0009】
本発明は、上記の事情を鑑みてなされたものであって、成形体のハンドリング時に粉の発生を抑制し、見かけ密度の高い樹脂成形体を製造する方法および設備を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
発明者らは、上記の課題を解決し得る樹脂成形体の製造条件について鋭意検討を重ね、その結果、以下に述べるような新規な製造方法および製造設備を開発するに至った。すなわち、上記課題を解決するための本発明の要旨は以下のとおりである。
[1]熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得る成形工程と、
前記圧縮体を加熱した切断刃で切断し、切断体を得る切断工程と、
前記切断体を冷却して樹脂成形体を得る冷却工程と、
を含む、樹脂成形体の製造方法。
[2]上記[1]において、前記成形工程では、前記合成樹脂類を140℃超180℃未満の温度に加熱した状態で押出し成形を行う、樹脂成形体の製造方法。
[3]上記[1]または[2]において、前記切断工程では、切断刃の温度を前記成形工程における加熱温度以上260℃未満の範囲とする、樹脂成形体の製造方法。
[4]上記[1]ないし[3]のいずれか1において、前記冷却工程で得られる樹脂成形体の見かけ密度を0.9~1.1g/cm
3
とする、樹脂成形体の製造方法。
[5]熱可塑性樹脂を主体とする合成樹脂類を加熱した状態で押出し成形し圧縮体を得るための押出し成形機と、
前記押出し成形機で押出し成形した前記圧縮体を加熱した切断刃で切断して切断体を得るための加熱切断機と、
前記加熱切断機で切断した前記切断体を冷却するための冷却設備と、を備える、樹脂成形体の製造設備。
[6]上記[5]において、前記加熱切断機は、前記押出し成形機が合成樹脂類を加熱した温度以上260℃未満となるように切断刃の温度を調整する機能を有する、樹脂成形体の製造設備。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
高炉の原料装入方法
17日前
JFEスチール株式会社
デスケーリング装置
4日前
JFEスチール株式会社
診断システム及び診断方法
9日前
JFEスチール株式会社
構造材及び構造材の製造方法
4日前
JFEスチール株式会社
金物投入設備及び金物投入方法
3日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
9日前
JFEスチール株式会社
熱延鋼材の製造方法
11日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
3日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
3日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
3日前
個人
気泡緩衝材減容装置
2か月前
東レ株式会社
吹出しノズル
12か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
4日前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
18日前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
日機装株式会社
加圧システム
7か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ