TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169427
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2025140566,2024519955
出願日
2025-08-26,2023-12-06
発明の名称
熱延鋼材の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
C21D
8/00 20060101AFI20251105BHJP(鉄冶金)
要約
【課題】脱炭層の厚さが十分に抑制され、かつ、冷間加工性に優れた熱延鋼材の製造方法を提供する。
【解決手段】所定の成分組成を有する鋼素材を、加熱炉における最高加熱温度Tが1000℃以上1200℃以下であり、かつ、前記加熱炉内での前記鋼素材の滞留時間が所定の条件を満たすように熱間圧延して、所定の熱延鋼材を得る工程を有する、熱延鋼材の製造方法。
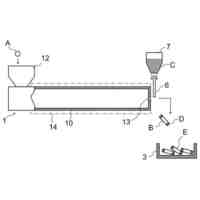
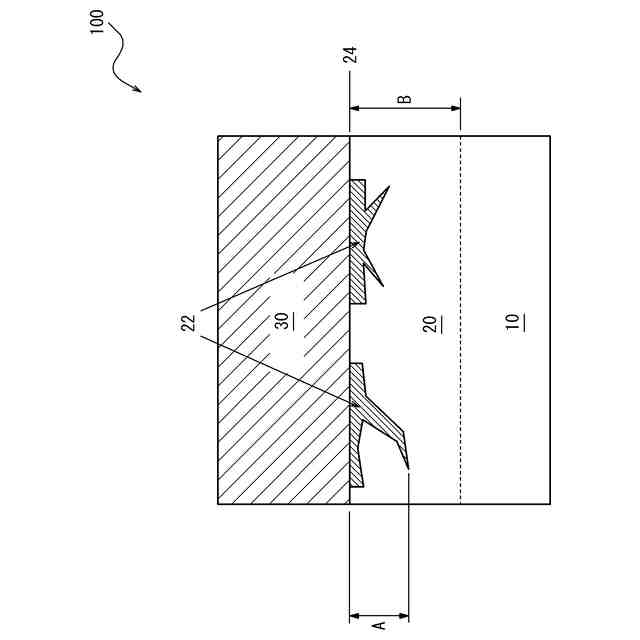
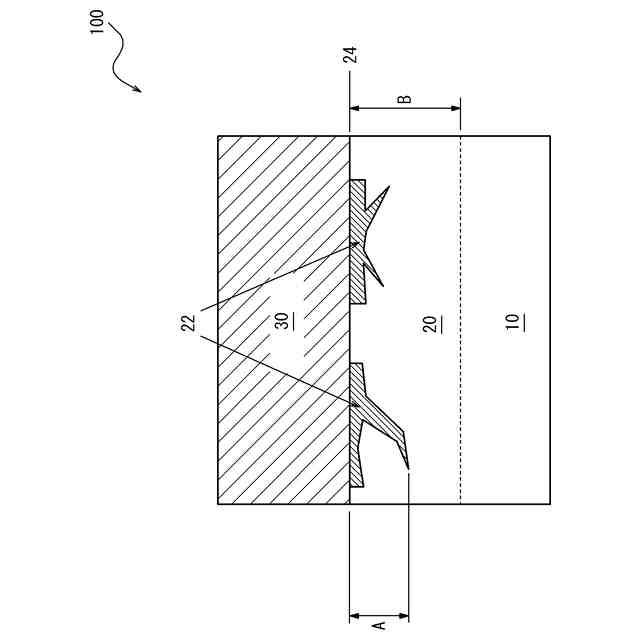
【選択図】図1
特許請求の範囲
【請求項1】
質量%で、
C :0.03~0.80%、
Si:0.01~1.00%、
Mn:0.01~1.50%、
Cu:0.010~0.500%、
Ni:0.010~1.000%、及び
N :0.0020~0.0250%
を含有し、さらに、
[A群]質量%で、
Cr:0.01~1.50%、
Mo:0.01~0.50%、
Al:0.001~0.100%、
Ti:0.001~0.100%、
V :0.001~0.300%、
Nb:0.001~0.100%、及び
B :0.0005~0.0050%
からなる群から選択される少なくとも一種の元素、
[B群]質量%で、
P :0.001~0.100%、
S :0.001~0.100%、及び
Sb:0.0010~0.0300%
からなる群から選択される少なくとも一種の元素、並びに
[C群]質量%で、
Pb:0.01~0.50%、
Bi:0.001~0.100%、及び
Ca:0.0005~0.1000%
からなる群から選択される少なくとも一種の元素
からなる群から選択される少なくとも一群を含有し、Cu量に対するNi量の比[Ni]/[Cu]が0.10以上3.00以下を満足し、残部がFe及び不可避的不純物からなる成分組成を有する鋼素材を、加熱炉における最高加熱温度Tが1000℃以上1200℃以下であり、かつ、前記加熱炉内での前記鋼素材の滞炉時間が以下の式(1)によって定まる時間t
1
(分)以下である条件下で熱間圧延して、前記成分組成を有する地鉄と、前記地鉄の表面に形成された脱炭層と、を有し、前記脱炭層には、Cu及びNiの少なくとも一方が濃化した濃化領域が存在し、前記脱炭層の表面における前記濃化領域の被覆率が50%以上であり、前記脱炭層における前記濃化領域の最大深さが1μm以上150μm以下であり、前記脱炭層のJIS G 0558で規定する全脱炭深さ(DM-T)が0.80mm以下であり、前記地鉄における、フェライト及びパーライトの合計面積率が90.0%以上であり、前記地鉄における平均ビッカース硬さが250HV以下である熱延鋼材を得る工程を有する、熱延鋼材の製造方法。
t
1
=1150-0.8T-3([Ni]/[Cu])-10[Sn] ・・・(1)
ここで、T:最高加熱温度(℃)、[Ni]:鋼素材中のNi量(質量%)、[Cu]:鋼素材中のCu量(質量%)、[Sn]:鋼素材中のSn量(質量%)である。なお、鋼素材がSnを含有しない場合は[Sn]=0とする。
続きを表示(約 200 文字)
【請求項2】
前記成分組成が、さらに質量%で、
Sn:0.001%以上([Ni]+[Cu])/2以下
を含有し、前記熱延鋼材において、前記濃化領域には、Cu及びNiの少なくとも一方に加えてSnが濃化しており、前記濃化領域における、Cu濃度とNi濃度の和に対するSn濃度の比〔Sn〕/(〔Cu〕+〔Ni〕)が原子比で0.50以下である、請求項1に記載の熱延鋼材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱延鋼材及びその製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車用途等に使用される部品は、素材である熱間圧延鋼材に伸線加工等の予備加工を施した後、熱間加工又は冷間加工によって部品形状とし、必要に応じて切削加工又は熱処理等を行って最終製品となる。近年では、部品の寸法精度又は歩留まりといった製造コストの観点、あるいは素材の加熱に用いるエネルギー削減の観点での優位性が高い冷間加工(例えば、冷間鍛造)による部品製造が広まっている。冷間加工で製造された部品は、要求強度に応じて、冷間加工まま、又は強度調整目的の熱処理(焼入れ焼戻し熱処理、高周波焼入れ焼戻し熱処理など)を施した後、最終製品となる。
【0003】
上記冷間加工に供される熱延鋼材の表層には、熱間圧延時に生じる脱炭層が存在する。熱延鋼材の脱炭層が過度に厚い場合、冷間加工後の部品又は冷間加工及び高周波焼入れ焼戻し熱処理を施した部品において、鋼材表層付近に炭素量の少ない軟質部が残存することから、部品としての強度又は疲労特性に劣る。また、熱延鋼材の脱炭層が過度に厚い場合、冷間加工及び焼入れ焼戻し熱処理を施した部品において、焼入れ時の加熱保持中に鋼材芯部から脱炭層へ炭素が拡散するため、前述のような軟質部が鋼材表層に残存することはない。ところが、脱炭層と芯部では炭素量が異なるため、オーステナイト逆変態温度が異なることとなる。この場合、鋼材表層と芯部でオーステナイト逆変態のタイミングが異なるため、逆変態オーステナイト粒径が鋼材表層と芯部で不均一となる。こうした粒径の不均一は結晶粒の粗大化を誘発し、部品の疲労特性及び靭性の低下を招く。
【0004】
以上述べたように、熱延鋼材表層の脱炭層が過度に厚い場合、最終製品としての各種特性が劣化するため、熱延段階の脱炭層が過度に厚くなることを抑制する必要がある。また、冷間加工時に割れが発生すると、最終製品として使用できないため、熱延鋼材は冷間加工性に優れることも求められている。
【0005】
特許文献1では、Te、Se、又はSを微量元素として特定量添加し、熱間圧延後の熱履歴を適切に制御することで、熱延鋼材の軟質化と脱炭反応の抑制を両立できることが記載されている。
【先行技術文献】
【特許文献】
【0006】
特開2004-250768号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1では、希少かつ取り扱いに特に注意が必要な有毒元素であるTe及びSeを使用しており、一般的に適用できる技術とは言い難い。また、特許文献1及びそれ以前の技術では、いずれも熱間圧延後の温度履歴を精密に制御する必要があり、生産性の観点からも課題が残っていた。このように、脱炭層の厚さの抑制と優れた冷間加工性とを両立する技術は報告されていなかった。
【0008】
上記課題を鑑みて、本発明は、脱炭層の厚さが十分に抑制され、かつ、冷間加工性に優れた熱延鋼材及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するため、Feと比較して酸化されにくい元素であるCu及びNiの添加による脱炭反応の抑制に着目し、以下の知見を得た。熱間圧延時の加熱によって鋼材表面にスケールが生じる際、Feが優先的に酸化されスケールとなる。一方、Cu及びNiは酸化されずに鋼材表層に取り残される形となり、Cu及びNiの少なくとも一方が濃化した濃化領域が形成される。当該濃化領域を形成させることにより、鋼材表層で生じる脱炭反応を効果的に抑制することができる。
【0010】
しかし、鋼材表層に濃化したCuは熱間圧延時に粒界へ浸透し、粒界を脆化させて冷間加工時の割れを誘発することがよく知られている。そこで、本発明者らがさらに鋭意検討した結果、熱延鋼材のNi量及びCu量のバランスを最適化することで、鋼材表層のCu及びNiの少なくとも一方が濃化した濃化領域の深さを一定範囲内に抑制し、冷間加工時の割れの発生を抑制可能であることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
デスケーリング装置
4日前
JFEスチール株式会社
診断システム及び診断方法
9日前
JFEスチール株式会社
構造材及び構造材の製造方法
4日前
JFEスチール株式会社
金物投入設備及び金物投入方法
3日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
9日前
JFEスチール株式会社
熱延鋼材の製造方法
11日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
3日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
3日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
3日前
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
7か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
NTN株式会社
焼入れ方法
18日前
中外炉工業株式会社
連続式熱処理炉
6か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
株式会社不二越
熱処理システム
2か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
中外炉工業株式会社
前処理装置
5か月前
株式会社デンケン
高温炉
8か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
大同特殊鋼株式会社
熱処理設備
3か月前
日本製鉄株式会社
脱りん方法
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ