TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025170476
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075064
出願日
2024-05-07
発明の名称
射出成形型
出願人
株式会社 型善
代理人
個人
主分類
B29C
45/34 20060101AFI20251112BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
柱状の中子型と、当該中子型の全周を取り囲んで配置された一対の割型とで、一端が開放されて溶融樹脂の射出側である他端が閉塞された変則筒状の成形品を成形するキャビティ内のガス抜きを効果的に行える射出成形型の提供である。
【解決手段】
一対の割型B
1
,B
2
におけるキャビティCの箱状の第2キャビティ部C
2
を形成する部分に、複数枚のガス抜き用駒板P
1
~P
4
を積層した積層駒板体Jを一体に組み込んで、各ガス抜き用駒板P
1
~P
4
に形成された各ガス抜き溝G
1
~G
4
を直上のガス抜き用駒板P
2
~P
4
で覆うことで、前記積層駒板体Jの内部に多数のガス抜き孔Hを形成して、前記キャビティCに滞留するガスを当該ガス抜き孔Hを通して成形型の外部に排出させる。
【選択図】 図12
特許請求の範囲
【請求項1】
柱状の中子型と、当該中子型の周囲を取り囲んで配置することでキャビティを形成するための一対の割型とから成り、前記キャビティに、溶融樹脂を射出して、抜取り方向の一端部のみが開放されて、当該溶融樹脂の射出側である他端部が閉塞され、しかも当該開放された部分には、他の部分に対して寸法の大きな方形箱状の大寸法部が設けられた変則筒状の成形品を成形した後に、前記割型を中子型から離間させて、当該成形品を前記中子型から抜き取る構成の射出成形型であって、
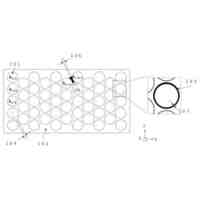
前記各割型における前記大寸法部を成形する部分に設けられた積層駒板体配置凹部に、少なくとも一方の面にガス抜き溝が形成された複数枚の平板状のガス抜き用駒板が前記成形品の抜取り方向に沿って積層されて一体化された積層駒板体が組み込まれることで、前記各ガス抜き溝により、前記各割型における前記成形品の大寸法部を成形する部分に、前記キャビティにおける大寸法部を成形する部分と成形型の外部とを連通する多数のガス抜き孔が形成され、
前記各ガス抜き孔を形成する各ガス抜き溝は、前記キャビティ内に射出された溶融樹脂が前記ガス抜き孔に浸入するのを阻止し得る深さに形成されていることを特徴とする射出成形型。
続きを表示(約 1,000 文字)
【請求項2】
前記ガス抜き溝の深さは、0.02~0.03mmであることを特徴とする請求項1に記載の射出成形型。
【請求項3】
複数枚のガス抜き用駒板は、最も外側に配置されるガス抜き用駒板が最大の板厚を有し、中間に配置されるガス抜き用駒板は、積層方向に沿った両側に配置される各ガス抜き用駒板よりも薄肉の板厚を有していて、各割型の積層駒板体配置凹部に組み込まれた前記積層駒板体は、複数の固定ボルトにより当該各割型に固定されていることを特徴とする請求項1又は2に記載の射出成形型。
【請求項4】
前記積層駒板体配置凹部に組み込まれた前記積層駒板体における前記キャビティと反対側の外側面と当該積層駒板体配置凹部の内側面との間には、当該積層駒板体の内部に形成された多数のガス抜き孔を通ってガスを成形型の外部に排出させるガス排出隙間が形成されていることを特徴とする請求項1又は2に記載の射出成形型。
【請求項5】
前記射出成形型は、2個の成形品を同時に成形可能な構成であって、各成形品を成形する各キャビティは、前記積層駒板体の内部に形成された別のガス抜き孔で連通されていることを特徴とする請求項1又は2に記載の射出成形型。
【請求項6】
柱状の中子型と、当該中子型の周囲を取り囲んで配置することでキャビティを形成するための一対の割型とから成り、前記キャビティに、溶融樹脂を射出して、抜取り方向の一端部のみが開放されて、当該溶融樹脂の射出側である他端部が閉塞された変則筒状の成形品を成形した後に、前記割型を中子型から離間させて、当該成形品を前記中子型から抜き取る構成の射出成形型であって、
前記各割型における前記成形品の開放側を成形する部分に設けられた積層駒板体配置凹部に、少なくとも一方の面にガス抜き溝が形成された複数枚の平板状のガス抜き用駒板が前記成形品の抜取り方向に沿って積層されて一体化された積層駒板体が組み込まれることで、前記各ガス抜き溝により、前記各割型における前記成形品の開放側を成形する部分に、成形型の外部とを連通する多数のガス抜き孔が形成され、
前記各ガス抜き孔を形成する各ガス抜き溝は、前記キャビティ内に射出された溶融樹脂が前記ガス抜き孔に浸入するのを阻止し得る深さに形成されていることを特徴とする射出成形型。
発明の詳細な説明
【技術分野】
【0001】
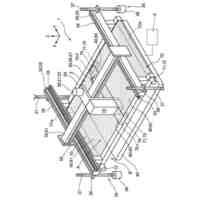
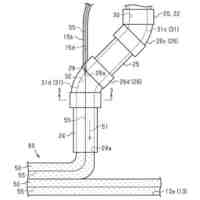
本発明は、柱状の中子型と、当該中子型の全周を取り囲んで配置された一対の割型とで、一端が開放されて、溶融樹脂の射出側である他端が閉塞された変則筒状の成形品を成形するキャビティが形成される射出成形型に関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
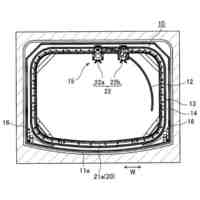
柱状の中子型と、当該中子型の周囲を取り囲んで配置された複数の外型との間に形成されるキャビティに、溶融状の熱可塑性エラストマー(溶融樹脂)を射出して、抜取り方向の一端部のみが開放され、しかも当該開放された部分に、前記中子型により成形される部分よりも大きな寸法の大寸法部が設けられた変則筒状の成形品を成形することができる。前記溶融樹脂は、変則筒状の成形品における前記大寸法部とは反対の閉塞部を成形するキャビティの部分から射出され、箱状の当該大寸法部を成形するキャビティ部は、成形品の閉塞部を成形するキャビティ部からは最も離れており、しかも円筒部を成形するキャビティ部に対して屈曲しているため、キャビティ内のガスが、大寸法部を形成するキャビティ部に溜まり易い。その結果、変則筒状の成形品の大寸法部に、ひけ、溶融樹脂の到達不足による欠肉等が発生し、成形不良の原因となっていた。
【0003】
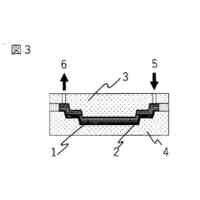
前記中子型は、成形品形状に対応して、成形品の開口側である箱状の大寸法部を成形する部分は、ブロック状に形成されており、本特許出願人は、中子型におけるブロック状の部分に微少排出孔が形成された複数のベントを埋設することで、成形品の外面ではなくて、その内面における各ベントの存在する部分にベント形成痕を発生させることで、成形品の外観の低下を防止して、キャビティにおける大寸法部を形成する部分のガスの排出を試みた。このガス排出方法では、各ベントが存在する部分のガスは、効果的に排出されるが、キャビティにおけるベントの存在しない別の部分にガスが滞留して、成形品の外面にひけ、欠肉等を発生させ、実用化に至らなかった。
【0004】
一般的に、特許文献1に示されるように、樹脂の射出成形において、割型の各型合せ面にそれぞれキャビティを設けて成形する場合には、当該各型合せ面に極薄のシム類を配置して、キャビティ内のガスを排出することが可能である。しかし、中子型と、この全周を囲むように配置される一対の割型との間にキャビティを形成して、上記した開口側に大寸法部を有する変則筒状の成形品のキャビティにおける当該大寸法部のガスを排出させるには、成形型を構成する中子型又は一対の割型の内部にガス排出孔を設ける必要があるため、そのガス排出は困難を極める。
【先行技術文献】
【特許文献】
【0005】
特開2017-213692号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、柱状の中子型と、当該中子型の全周を取り囲んで配置された一対の割型とで、一端が開放されて溶融樹脂の射出側である他端が閉塞された変則筒状の成形品を成形するキャビティ内のガス抜きを効果的に行える射出成形型の提供を課題としている。
【課題を解決するための手段】
【0007】
上記の課題を解決するための請求項1の発明は、
柱状の中子型と、当該中子型の周囲を取り囲んで配置することでキャビティを形成するための一対の割型とから成り、前記キャビティに、溶融樹脂を射出して、抜取り方向の一端部のみが開放されて、当該溶融樹脂の射出側である他端部が閉塞され、しかも当該開放された部分には、他の部分に対して寸法の大きな方形箱状の大寸法部が設けられた変則筒状の成形品を成形した後に、前記割型を中子型から離間させて、当該成形品を前記中子型から抜き取る構成の射出成形型であって、
前記各割型における前記大寸法部を成形する部分に設けられた積層駒板体配置凹部に、少なくとも一方の面にガス抜き溝が形成された複数枚の平板状のガス抜き用駒板が前記成形品の抜取り方向に沿って積層されて一体化された積層駒板体が組み込まれることで、前記各ガス抜き溝により、前記各割型における前記成形品の大寸法部を成形する部分に、前記キャビティにおける大寸法部を成形する部分と成形型の外部とを連通する多数のガス抜き孔が形成され、
前記各ガス抜き孔を形成する各ガス抜き溝は、前記キャビティ内に射出された溶融樹脂が前記ガス抜き孔に浸入するのを阻止し得る深さに形成されていることを特徴としている。
【0008】
請求項1の発明によれば、各割型における成形品の方形箱状の大寸法部を成形する部分に設けられた積層駒板体配置凹部に、少なくとも一方の面にガス抜き溝が形成された複数枚の平板状のガス抜き用駒板が成形品の抜取り方向に沿って積層された積層駒板体が一体に組み込まれ、当該積層駒板体の内部に、前記キャビティにおける前記大寸法部を成形する部分と、成形型の外部とを連通する複数のガス抜き孔が形成されることで、一対の割型における大寸法部を形成する部分に直接に複数のガス抜き孔を形成することが可能となる。しかも、前記各ガス抜き孔を形成する各ガス抜き溝は、前記キャビティ内に射出された溶融樹脂が前記ガス抜き孔に浸入するのを阻止し得る深さに形成されているので、キャビティにおける大寸法部を成形する部分に滞留し易いガスを前記各ガス抜き孔から効果的に成形型の外部に排出できるため、従来の成形においてひけ、欠肉等が発生し易かった大寸法部の成形を当該ひけ、欠肉等を生ずることなく設計通りに成形可能となる。
【0009】
また、請求項1の発明によれば、前記積層駒板体の内部に形成された多数のガス抜き孔を形成する各ガス抜き溝は、前記キャビティ内に射出された溶融樹脂が前記ガス抜き孔に浸入するのを阻止し得る深さに形成することが必要であるが、当該ガス抜き溝の幅には制限がないので、当該ガス抜き溝を幅広にすることで、前記ガス抜き孔の横断面積を大きくすることができて、多数のガス抜き孔の総横断面積は、相当に大きくすることが可能となり、この観点からも、キャビティにおける大寸法部に滞留するガスを確実に成形型の外部に効果的に排出できる。
【0010】
請求項2の発明は、請求項1の発明において、前記ガス抜き溝の深さは、0.02~0.03mmであることを特徴としている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社 型善
射出成形型
23日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
23日前
東レ株式会社
フィルムの製造方法
5か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
NOK株式会社
樹脂ゴム複合体
3か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社日本製鋼所
監視システム
14日前
東レ株式会社
炭素繊維シートの製造方法
7か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
日産自動車株式会社
成形装置
5か月前
三和合板株式会社
化粧板の製造装置
3か月前
コイト電工株式会社
フレーム成形品
3か月前
足立建設工業株式会社
製管機
28日前
花王株式会社
樹脂の分離方法
1日前
東レ株式会社
繊維強化プラスチック構造体
3か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社バルカー
シートガスケット
2か月前
株式会社日本製鋼所
射出成形機
4か月前
東レ株式会社
半導体モールド用離型フィルム
7か月前
株式会社大林組
構造物形成装置
14日前
帝人株式会社
複数の孔を有する成形品
7か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
3か月前
住友電気工業株式会社
ペレット
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ