TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130907
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028288
出願日
2024-02-28
発明の名称
フレーム成形品
出願人
コイト電工株式会社
代理人
個人
主分類
B29C
70/44 20060101AFI20250902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】クッション材を一体化する工程を減らして製造コストを低減することができ、材料ロスの発生も抑制することができ、設計上の自由度も高めることができるフレーム成形品を提供する。
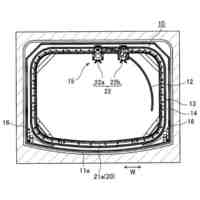
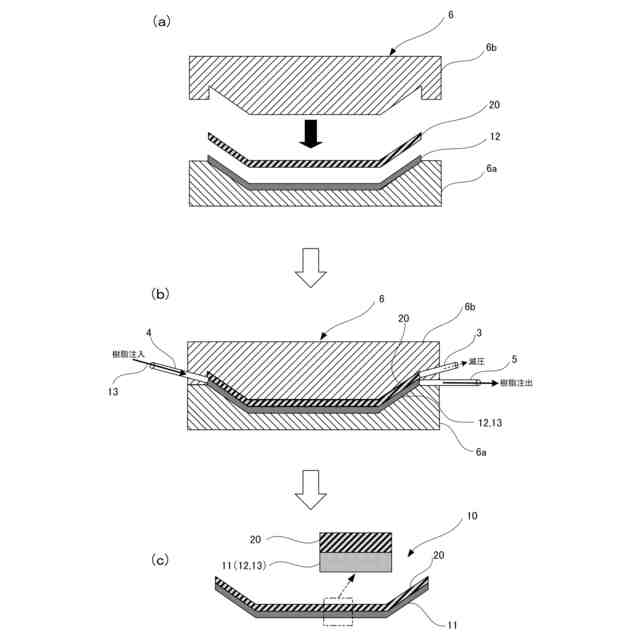
【解決手段】繊維基材12に含浸させた樹脂13が硬化してなるフレーム基体11と、該フレーム基体11の表面に一体のクッション材20と、を備えたフレーム成形品10において、クッション材20は、フレーム基体11の樹脂13を硬化させる成形時に、繊維基材12の最外層とクッション材20の対向面側との間に侵入した樹脂13の硬化により、フレーム基体11の表面に一体的に接着された。
【選択図】図1
特許請求の範囲
【請求項1】
繊維基材に含浸させた樹脂が硬化してなるフレーム基体と、該フレーム基体の表面に一体のクッション材と、を備えたフレーム成形品において、
前記クッション材は、前記フレーム基体の樹脂を硬化させる成形時に、前記繊維基材の最外層と前記クッション材の対向面側との間に侵入した樹脂の硬化により、前記フレーム基体の表面に一体的に接着されたことを特徴とするフレーム成形品。
続きを表示(約 530 文字)
【請求項2】
前記フレーム基体をなす樹脂は、常温硬化型樹脂であることを特徴とする請求項1に記載のフレーム成形品。
【請求項3】
前記クッション材は、軟質性樹脂中に数多の気泡が内在する発泡材からなり、前記気泡は互いに連通せずに個々が独立した閉空間をなすことを特徴とする請求項1に記載のフレーム成形品。
【請求項4】
前記フレーム基体および前記クッション材の少なくとも一方は、難燃性材質からなることを特徴とする請求項1に記載のフレーム成形品。
【請求項5】
前記繊維基材の最外層と前記クッション材の対向面側との間に、前記樹脂が流れる隙間を含むシート状の副基材を積層させたことを特徴とする請求項1に記載のフレーム成形品。
【請求項6】
前記フレーム基体は、座席を支持する座席用フレームを構成するものであることを特徴とする請求項1に記載のフレーム成形品。
【請求項7】
前記フレーム基体は、前記座席用フレームのうち、座席の背凭れを支持する背凭れフレームとして、表面が着座者の上半身を所定の着座姿勢に支持できる自由曲面に成形されたことを特徴とする請求項6に記載のフレーム成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、FRP(繊維強化プラスチック)で構成されたフレーム成形品に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般に、FRPと称される繊維強化プラスチック(Fiber Reinforced Plastics)は、例えば、エポキシ樹脂等の硬化型樹脂に、強化材としてガラス繊維や炭素繊維等の繊維基材を複合して硬化させた素材である。FRPは、軽量かつ高強度であるため、近年では、鉄道車両や自動車等の各種分野において広く用いられている。例えば、鉄道車両の分野では、本願発明者らによって、座席の背凭れフレームをFRP製にすることが検討されていた。
【0003】
従来より、鉄道車両用座席の背凭れの製造工程では、板金からなる金属製の背凭れフレームと、発泡材からなるクッション材(詰め物)は、それぞれ別々に生産されていた。そして、背凭れフレームとクッション材を一体化するためには、これらに接着剤を塗布して両者を貼り合わせる接着工程が必要であった(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-069718号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前述した従来の座席の背凭れは、その製造工程において、背凭れフレームとクッション材を一体化するための接着工程が必要であるから、組立工数が多く時間がかかり、製造コストが嵩むという問題があった。また、クッション材を背凭れフレームに貼り合わせる作業は、全て手作業によるものであり、作業ミスによる手戻り(前工程に戻るやり直し)が生じた場合には、材料ロスが発生する虞があった。
【0006】
さらに、背凭れフレームは、板金からなり平面的な形状であり、クッション材は、所定厚の平面的な板状のものを裁断して利用していた。そのため、背凭れフレームは、全般的に設計上の自由度が低く、背凭れ表面を座り心地の良い立体形状(自由曲面)に成形するためには、クッション材の切削等の二次加工が必要となり、なおさら製造コストが嵩むという問題があった。
【0007】
本発明は、以上のような従来の技術の有する問題点に着目してなされたものであり、背凭れフレームに限らず新たなフレーム成形品を開発するにあたって、特にクッション材を一体化するための組立工程を減らして製造コストを低減することができ、材料ロスの発生も抑制することができ、設計上の自由度も高めることができるフレーム成形品を提供することを目的としている。
【課題を解決するための手段】
【0008】
前述した目的を達成するため、本発明の一態様は、
繊維基材に含浸させた樹脂が硬化してなるフレーム基体と、該フレーム基体の表面に一体のクッション材と、を備えたフレーム成形品において、
前記クッション材は、前記フレーム基体の樹脂を硬化させる成形時に、前記繊維基材の最外層と前記クッション材の対向面側との間に侵入した樹脂の硬化により、前記フレーム基体の表面に一体的に接着されたことを特徴とする。
【発明の効果】
【0009】
本発明に係るフレーム成形品によれば、クッション材を一体化するための組立工程を減らして製造コストを低減することができ、材料ロスの発生も抑制することができ、設計上の自由度も高めることができる。
【図面の簡単な説明】
【0010】
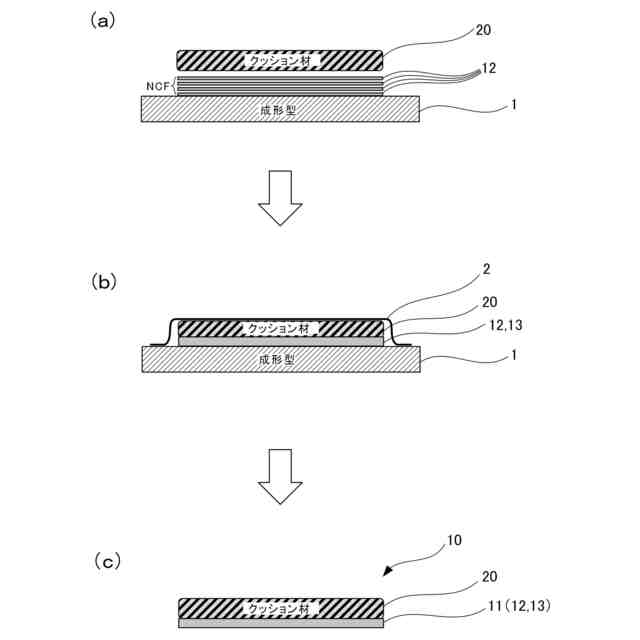
本発明の実施形態に係るフレーム成形品のインフュージョン成形法による製造工程を概略的に示す説明図である。
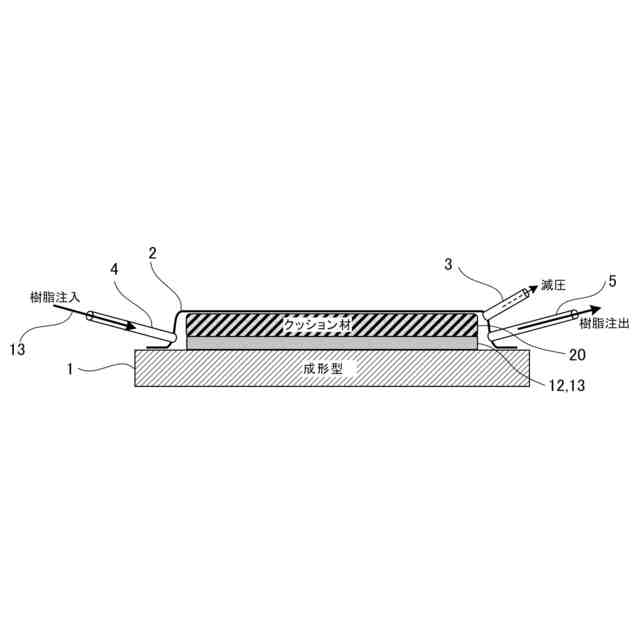
本発明の実施形態に係るフレーム成形品のインフュージョン成形法による製造工程の主要な一工程を概略的に示す説明図である。
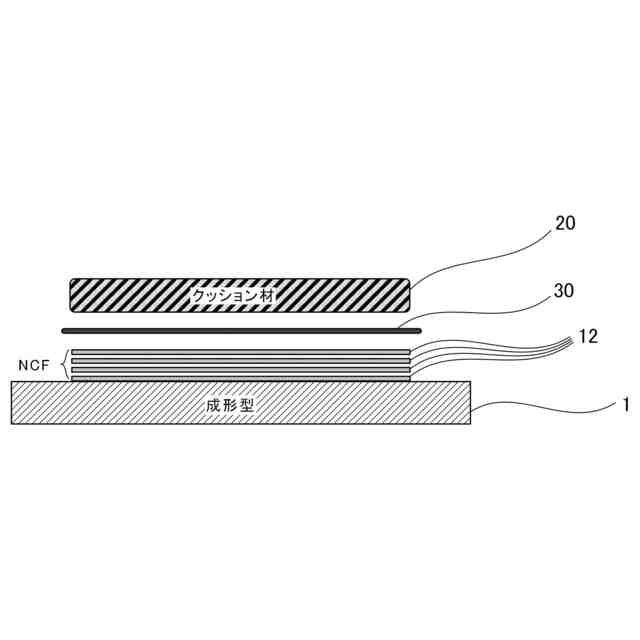
本発明の実施形態に係るフレーム成形品のインフュージョン成形法による製造工程でメディアを使用した例を概略的に示す説明図である。
本発明の実施形態に係るフレーム成形品のL-RTM成形法による製造工程を概略的に示す説明図である。
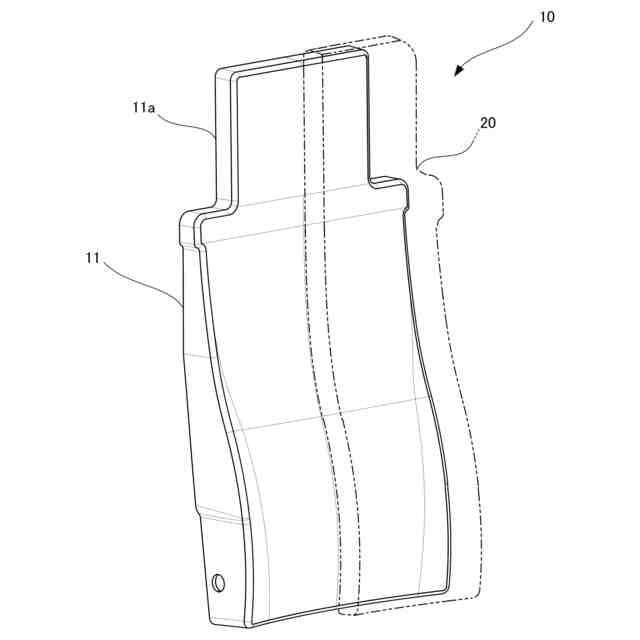
本発明の実施形態に係るフレーム成形品を適用した鉄道車両用座席の背凭れフレームを示す斜視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
9日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
23日前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
個人
樹脂可塑化方法及び装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
今日
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
11か月前
株式会社神戸製鋼所
混練機
9か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
コイト電工株式会社
フレーム成形品
2か月前
足立建設工業株式会社
製管機
14日前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ