TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025162671
公報種別
公開特許公報(A)
公開日
2025-10-28
出願番号
2024066005
出願日
2024-04-16
発明の名称
残留投射材の除去装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
45/06 20060101AFI20251021BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】装置を大型化することなく、被加工材の表面に残留する投射材を効率よく除去することのできる残留投射材の除去装置を提供する。
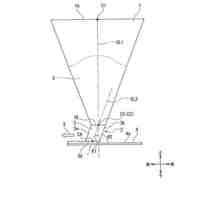
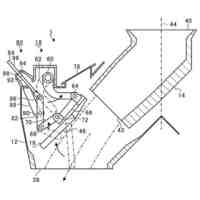
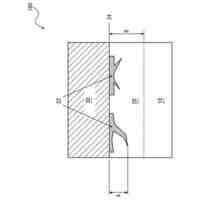
【解決手段】投射材39によって表面加工された被加工材1の表面に残留する投射39材を除去する残留投射材の除去装置であって、被加工材1の表面に残留する投射材39を除去する複数の毛材38を束ねて構成されるブラシ13を少なくとも一つ有しており、ブラシ13によって投射材39を除去するときの毛材38のしなり角度θが20°以上40°以下である。
【選択図】図4
特許請求の範囲
【請求項1】
投射材によって表面加工された被加工材の表面に残留する前記投射材を除去する残留投射材の除去装置であって、前記被加工材の表面に残留する前記投射材を除去する複数の毛材を束ねて構成されるブラシを少なくとも一つ有しており、前記ブラシによって前記投射材を除去するときの前記毛材のしなり角度が20°以上40°以下である残留投射材の除去装置。
続きを表示(約 570 文字)
【請求項2】
前記毛材の断面径の平均値は、前記投射材の粒径の平均値以下であり、かつ、前記毛材の植え込み密度が30本/cm
2
以上70本/cm
2
以下である、請求項1に記載の残留投射材の除去装置。
【請求項3】
前記ブラシは、前記被加工材の全幅に亘って並んでおり、互いに隣接する前記ブラシの端部同士は重なり合っている請求項1に記載の残留投射材の除去装置。
【請求項4】
前記ブラシは、前記被加工材の全幅に亘って並んでおり、互いに隣接する前記ブラシの端部同士は重なり合っている請求項2に記載の残留投射材の除去装置。
【請求項5】
前記ブラシは、前記毛材としてホウキ草を束ねて構成される座敷箒である請求項1に記載の残留投射材の除去装置。
【請求項6】
前記ブラシは、前記毛材としてホウキ草を束ねて構成される座敷箒である請求項2に記載の残留投射材の除去装置。
【請求項7】
前記ブラシは、前記毛材としてホウキ草を束ねて構成される座敷箒である請求項3に記載の残留投射材の除去装置。
【請求項8】
前記ブラシは、前記毛材としてホウキ草を束ねて構成される座敷箒である請求項4に記載の残留投射材の除去装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、残留投射材の除去装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、厚板鋼板などの被加工材の表面に生じたスケール等を除去する方法として、被加工材の表面にショット粒を衝突させるショットブラスト処理が知られている。ショットブラスト処理を行うことにより、被加工材の表面のスケールを除去することができる。しかしながら、ショットブラスト処理によって被加工材の表面に残留磁化が発生する場合がある。被加工材の表面に残留磁化が発生すると、残留磁化によって被加工材の表面にショット粒が残留する可能性がある。この被加工材の表面に残留したショット粒(以下、残留ショット粒と記す。)は、ショットブラスト処理後の塗装工程や出荷等の後工程に悪影響を及ぼすことがある。そのため、残留ショット粒を効率よく除去することが求められている。
【0003】
残留ショット粒を除去する方法として、例えば回転するブラシを用いて被加工材の表面の残留ショット粒を除去する方法や、被加工材を傾けて被加工材の表面から残留ショット粒を滑り落とすことによって除去する方法等が提案されている。しかしながら、これらの方法では、ブラシを回転させる回転装置や被加工材を傾ける傾動装置が必要である。そのため、これらの方法では、装置全体として大型化してしまう可能性がある。
【0004】
そこで、上述した装置を使用せずに、ブラシによって被加工材の表面から残留ショット粒を除去する方法の一例が特許文献1や特許文献2に記載されている。特許文献1に記載のブラシは弾性の高い金属製ワイヤーもしくは非金属性ワイヤーを多数結束して構成されている。特許文献1では、H型鋼に対してショットブラストを行うショットブラストルームの出口において、当該出口の上下のフレームに上述した構成のブラシがそれぞれ固定されている。ブラシ同士の間にH型鋼を通すことによってH型鋼の表面から残留ショット粒を除去するようになっている。
【0005】
特許文献2に記載のブラシは樹脂等の弾性力が大きい材料で構成された可撓性を有する複数の長尺材によって構成されている。特許文献2では、ショットブラスト装置内において、H型鋼の下面に接触するようにH型鋼の搬送通路に上述した構成のブラシが配置されている。ブラシの設置高さは、H型鋼の高さに応じた適切な高さに変更できるようになっている。
【先行技術文献】
【特許文献】
【0006】
実開昭56-94264号公報
国際公開第2012/014514号
【発明の概要】
【発明が解決しようとする課題】
【0007】
ブラシによる残留ショット粒の除去効率はブラシの毛材の材質、毛材のしなり具合、毛材の植え込み密度、毛材の断面径、および、毛材の硬さ等の条件によって変化する。しかしながら、特許文献1、および、特許文献2では、残留ショット粒の除去効率を向上する上述した各条件について何ら検討されていない。つまり、残留ショット粒を効率よく除去するためには、未だ改善の余地があった。
【0008】
本発明は上述した課題を解決するためになされたものであり、装置を大型化することなく、被加工材の表面に残留する投射材を効率よく除去することのできる残留投射材の除去装置を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
上記課題を解決するための手段は、以下の通りである。
[1]投射材によって表面加工された被加工材の表面に残留する前記投射材を除去する残留投射材の除去装置であって、前記被加工材の表面に残留する前記投射材を除去する複数の毛材を束ねて構成されるブラシを少なくとも一つ有しており、前記ブラシによって前記投射材を除去するときの前記毛材のしなり角度が20°以上40°以下である残留投射材の除去装置。
[2]前記毛材の断面径の平均値は、前記投射材の粒径の平均値以下であり、かつ、前記毛材の植え込み密度が30本/cm
2
以上70本/cm
2
以下である、[1]に記載の残留投射材の除去装置。
[3]前記ブラシは、前記被加工材の全幅に亘って並んでおり、互いに隣接する前記ブラシの端部同士は重なり合っている[1]または[2]に記載の残留投射材の除去装置。
[4]前記ブラシは、前記毛材としてホウキ草を束ねて構成される座敷箒である[1]ないし[3]のいずれかに記載の残留投射材の除去装置。
【発明の効果】
【0010】
本発明によれば、装置を大型化することなく、被加工材の表面に残留する投射材を効率よく除去することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
貯蔵原料供給装置
9日前
JFEスチール株式会社
デスケーリング装置
17日前
JFEスチール株式会社
高炉の原料装入方法
1か月前
JFEスチール株式会社
高炉の原料装入方法
8日前
JFEスチール株式会社
炭材内装鉱の製造方法
1日前
JFEスチール株式会社
鋼板およびその製造方法
9日前
JFEスチール株式会社
診断システム及び診断方法
22日前
JFEスチール株式会社
構造材及び構造材の製造方法
17日前
JFEスチール株式会社
金物投入設備及び金物投入方法
16日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
1か月前
JFEスチール株式会社
表面疵低減方法および熱処理装置
2日前
JFEスチール株式会社
焼入れ装置及び金属帯の製造方法
3日前
JFEスチール株式会社
連続鋳造機および鋳片の製造方法
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
22日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
22日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
22日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
8日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
8日前
JFEスチール株式会社
高炉の操業状態評価方法及び操業方法
1日前
株式会社IHIポールワース
炉頂装置
8日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
22日前
JFEスチール株式会社
スラブ抽出制御方法およびスラブ抽出装置
1日前
JFEスチール株式会社
磁区細分化方向性電磁鋼板の製造方法および製造設備
1日前
JFEスチール株式会社
溶融金属めっき鋼帯の製造方法及びガスワイピング装置
1日前
JFEスチール株式会社
操業支援装置、操業支援方法、及び操業支援プログラム
1日前
JFEスチール株式会社
溶銑滓液面判定方法、高炉操業方法及び溶銑滓液面判定装置
3日前
JFEスチール株式会社
ボルト用棒鋼
10日前
JFEスチール株式会社
熱延鋼材の製造方法
24日前
JFEスチール株式会社
搬送計画作成装置、搬送計画作成方法、及び搬送計画作成プログラム
2日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
1か月前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
16日前
JFEスチール株式会社
亜鉛の除去方法及び亜鉛の除去装置
1か月前
JFEスチール株式会社
作業支援システム及び作業支援方法
1日前
JFEスチール株式会社
連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉
1か月前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
16日前
JFEスチール株式会社
フィルムロール、ラミネート金属帯、フィルムの製造方法、および、ラミネート金属帯の製造方法
9日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ