TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025176474
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2024082654
出願日
2024-05-21
発明の名称
表面疵低減方法および熱処理装置
出願人
JFEスチール株式会社
代理人
弁理士法人 佐野特許事務所
主分類
C21D
9/56 20060101AFI20251127BHJP(鉄冶金)
要約
【課題】製造工程を変化させずに、表面疵発生時に付着物の発生していた原因ロールを特定可能であり、かつ特定ロールの付着物の成長を抑制する。
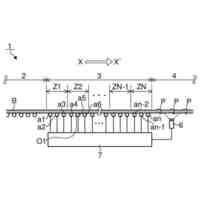
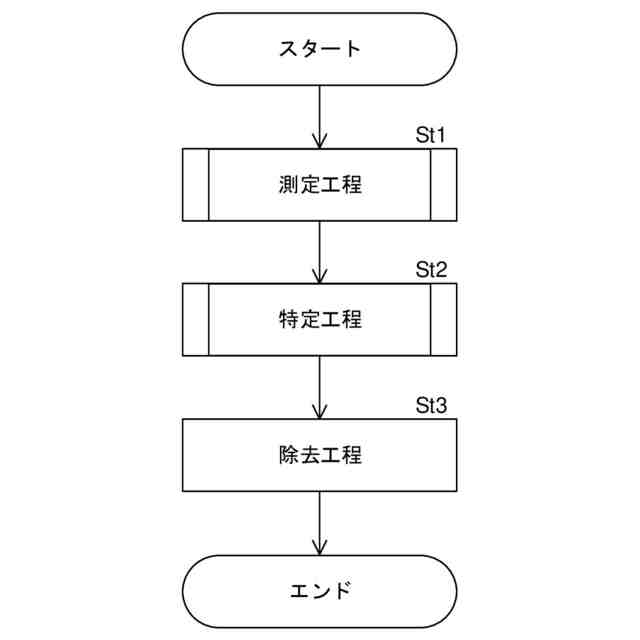
【解決手段】表面疵低減方法は、測定工程と、原因ロールを特定する特定工程と、除去工程と、を備え、特定工程は、測定工程によって測定された表面疵の深さが所定の閾値より深い場合に、各搬送ロールの先進率を任意の順に通常の基準先進率から変化させ、表面疵のピッチが変化したときに先進率を変化させた搬送ロールを原因ロールとして特定する。
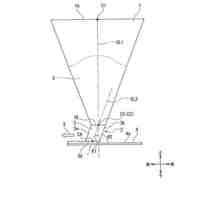
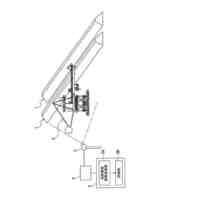
【選択図】図1
特許請求の範囲
【請求項1】
帯状体の連続熱処理における表面疵低減方法であって、
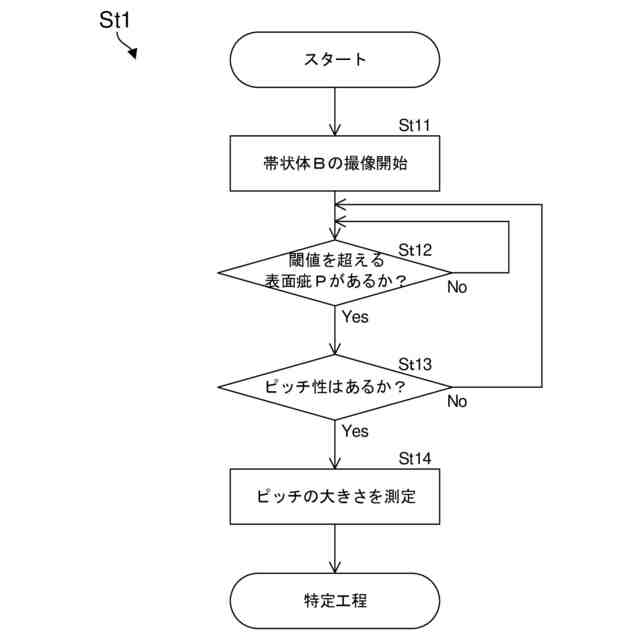
前記連続熱処理の出側に設置した疵センサーによって前記帯状体の表面疵の深さおよびピッチを測定する測定工程と、
前記帯状体を搬送する複数の搬送ロールのうち、前記表面疵の原因となった原因ロールを特定する特定工程と、
前記特定工程によって特定された前記原因ロールの外周面から、前記表面疵の原因となる付着物を除去する除去工程と、
を備え、
前記特定工程は、前記測定工程によって測定された前記表面疵の深さが所定の閾値より深い場合に、各前記搬送ロールの先進率を任意の順に通常の基準先進率から変化させ、前記表面疵のピッチが変化したときに前記先進率を変化させた前記搬送ロールを前記原因ロールとして特定することを特徴とする表面疵低減方法。
続きを表示(約 1,100 文字)
【請求項2】
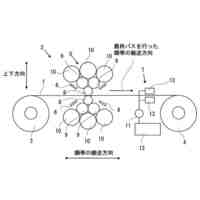
前記帯状体は、各前記搬送ロールの外周面に接触しながら、前記基準先進率で回転する前記搬送ロールから摩擦力を受けて搬送され、
前記除去工程は、前記原因ロールの前記先進率を前記基準先進率から変化させて前記原因ロールの外周面と前記帯状体とを摺動させ、前記付着物を前記原因ロールから除去することを特徴とする請求項1に記載の表面疵低減方法。
【請求項3】
前記特定工程は、前記先進率を前記基準先進率から1%以上、かつ5%以下上昇させ、
前記除去工程は、前記原因ロールの前記先進率を、前記基準先進率から6%以上、かつ8%以下上昇させることを特徴とする請求項2に記載の表面疵低減方法。
【請求項4】
各前記搬送ロールは、前記連続熱処理のうちの均熱帯に配置されていることを特徴とする請求項1に記載の表面疵低減方法。
【請求項5】
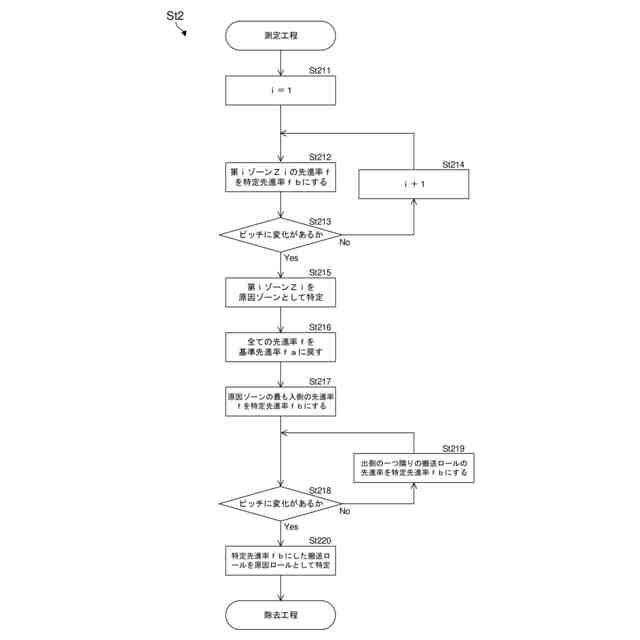
前記均熱帯は、所定の間隔で区切られた複数のゾーンを含み、
各前記搬送ロールは、各前記ゾーンに分散して配置され、
前記特定工程は、
前記ゾーンごとに前記搬送ロールの前記先進率を一律に変化させて、各前記ゾーンのうち、前記表面疵のピッチが変化したときに前記先進率を変化させた前記ゾーンを、原因ゾーンとして特定する原因ゾーン特定工程と、
前記原因ゾーンに含まれる各前記搬送ロールの先進率を任意の順に前記基準先進率から変化させ、前記表面疵のピッチが変化したときに前記先進率を変化させた前記搬送ロールを前記原因ロールとして特定する原因ロール特定工程と、
を含むことを特徴とする請求項4に記載の表面疵低減方法。
【請求項6】
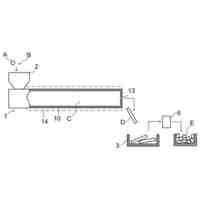
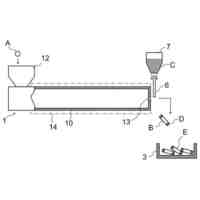
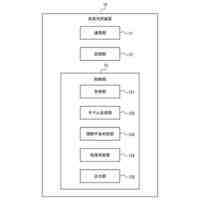
帯状体に熱処理を行う熱処理帯と、
前記熱処理帯に配置され、前記帯状体を搬送する複数の搬送ロールと、
前記熱処理帯の出側に配置され、前記帯状体の表面疵を検出可能な疵センサーと、
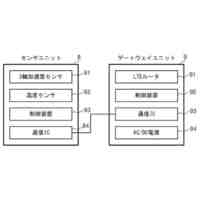
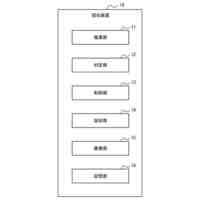
前記疵センサーの検出結果に基づいて前記表面疵のピッチを検出可能であり、かつ各前記搬送ロールの先進率を制御する制御部と、
を備え、
前記制御部は、
前記表面疵の深さが所定の閾値よりも深い場合に、各前記搬送ロールの先進率を任意の順に通常の基準先進率から変化させて、前記表面疵のピッチが変化したときに前記先進率を変化させた前記搬送ロールを、前記表面疵の原因となった特定ロールとして特定する原因ロール特定モードと、
前記原因ロールの前記先進率を前記基準先進率から変化させて前記原因ロールの外周面と前記帯状体とを摺動させて、前記原因ロールの外周面から前記表面疵の原因となる付着物を除去する除去モードと、
を実行可能なように構成されていることを特徴とする熱処理装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面疵低減方法および熱処理装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
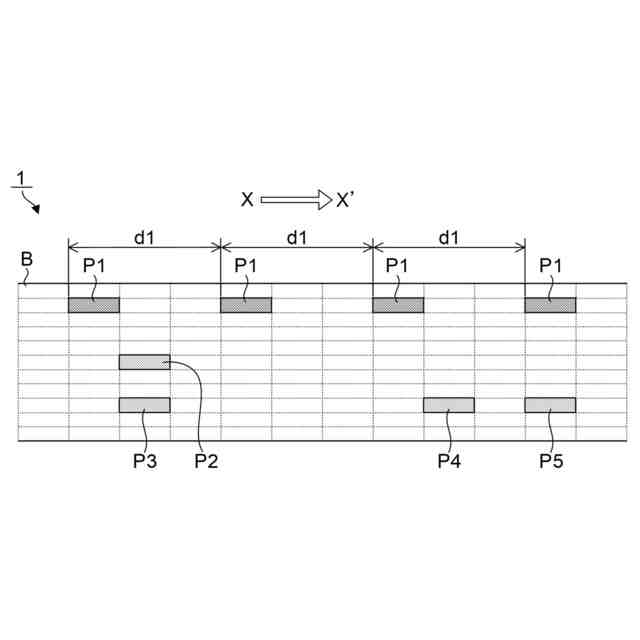
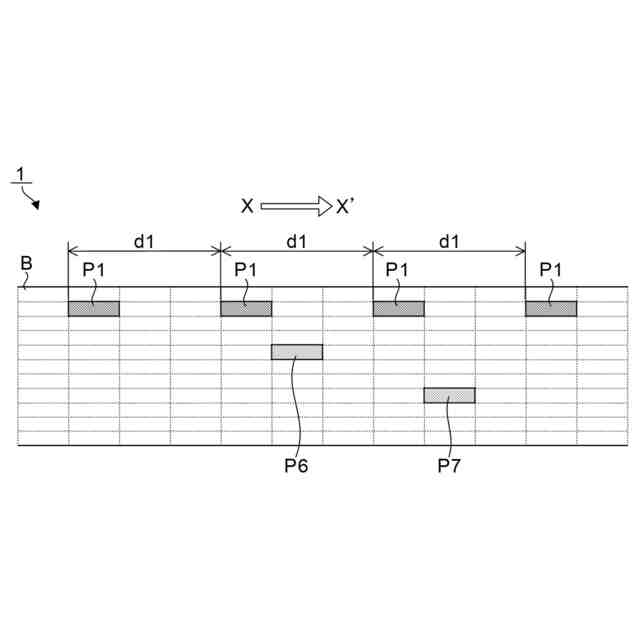
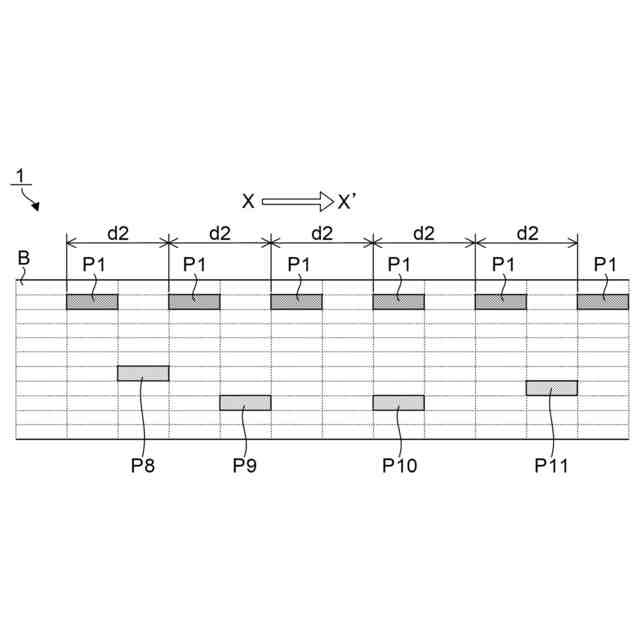
帯状体(板状の金属材料等)の製造工程では、帯状体を搬送ロールによって搬送しながら各工程を経由させる。このとき、搬送ロールの外周面に金属酸化物等の付着物が付着していると、所謂ピックアップ現象が発生する。具体的には、付着物が搬送ロールによって帯状体に押圧されて、帯状体の表面にピッチ性のある疵(以下、単に「表面疵」と称する)が生じる。
【0003】
このような表面疵を低減する表面疵低減方法として、特許文献1、2に開示されているものがある。特許文献1の表面疵低減方法は、焼鈍炉内の酸素分圧を平衡酸素分圧以下にして、搬送ロールの表面温度を変化させている。また、特許文献2の表面疵低減方法は、搬送ロールの表面に予め酸化被膜を加工する。特許文献1、2の表面疵低減方法によれば、搬送ロールの外周面に付着物が蓄積されにくくなる。これにより、ピックアップ現象が抑制されて、帯状体に表面疵が生じにくくなる。
【先行技術文献】
【特許文献】
【0004】
特開2015-151552号公報
特開2012-201985号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上述した通り特許文献1の表面疵低減方法では、焼鈍炉内の炉温設定を変更する。このため、炉温度設定の変更を含む各製造工程の変更が困難な所定の帯状体については、特許文献1の表面疵低減方法を導入することが難しい。
【0006】
また、特許文献1、2の表面疵低減方法では、既に発生した付着物の成長を抑制することはできない。さらに、一度発生した付着物は経時的に成長して大型化するおそれがある。すると、表面疵が徐々に深く有害化するおそれがある。
【0007】
本発明は、製造工程を変化させずに、表面疵発生時に付着物の発生していた原因ロールを特定可能であり、かつ特定ロールの付着物の成長を抑制可能な表面疵低減方法、および熱処理装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために本発明の第1の構成は、帯状体の連続熱処理における表面疵低減方法であって、連続熱処理の出側に設置した疵センサーによって帯状体の表面疵の深さおよびピッチを測定する測定工程と、帯状体を搬送する複数の搬送ロールのうち、表面疵の原因となった原因ロールを特定する特定工程と、特定工程によって特定された原因ロールの外周面から、表面疵の原因となる付着物を除去する除去工程と、を備え、特定工程は、測定工程によって測定された表面疵の深さが所定の閾値より深い場合に、各搬送ロールの先進率を任意の順に通常の基準先進率から変化させ、表面疵のピッチが変化したときに先進率を変化させた搬送ロールを原因ロールとして特定することを特徴とする表面疵低減方法である(第1の構成)。
【0009】
また第1の構成に係る表面疵低減方法は、帯状体は、各搬送ロールの外周面に接触しながら、基準先進率で回転する搬送ロールから摩擦力を受けて搬送され、除去工程は、原因ロールの先進率を基準先進率から変化させて原因ロールの外周面と帯状体とを摺動させ、付着物を原因ロールから除去することを特徴とするとよい(第2の構成)。
【0010】
また第2の構成に係る表面疵低減方法は、特定工程は、先進率を基準先進率から1%以上、かつ5%以下上昇させ、除去工程は、原因ロールの先進率を、基準先進率から6%以上、かつ8%以下上昇させることを特徴とするとよい(第3の構成)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
貯蔵原料供給装置
7日前
JFEスチール株式会社
遅れ破壊試験方法
1か月前
JFEスチール株式会社
高炉の原料装入方法
28日前
JFEスチール株式会社
高炉の原料装入方法
6日前
JFEスチール株式会社
デスケーリング装置
15日前
JFEスチール株式会社
残留投射材の除去装置
1か月前
JFEスチール株式会社
鋼板およびその製造方法
1か月前
JFEスチール株式会社
鋼板およびその製造方法
7日前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
診断システム及び診断方法
20日前
JFEスチール株式会社
構造材及び構造材の製造方法
15日前
JFEスチール株式会社
金物投入設備及び金物投入方法
14日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
29日前
JFEスチール株式会社
連続鋳造機および鋳片の製造方法
7日前
JFEスチール株式会社
表面疵低減方法および熱処理装置
今日
JFEスチール株式会社
焼入れ装置及び金属帯の製造方法
1日前
JFEスチール株式会社
情報処理装置、および情報処理方法
1か月前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
20日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
6日前
JFEスチール株式会社
溶接部形状の予測方法及び予測モデル
6日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
20日前
JFEスチール株式会社
集塵機及び、ろ布の損傷状態認定方法
1か月前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
20日前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
20日前
JFEスチール株式会社
構造物の損傷検出装置及び損傷検出方法
1か月前
JFEスチール株式会社
回収装置、回収システム、及び回収方法
1か月前
株式会社IHIポールワース
炉頂装置
6日前
JFEスチール株式会社
エアテーブル型密度分離装置及び分離方法
1か月前
JFEスチール株式会社
表面粗度測定装置および表面粗度測定方法
1か月前
JFEスチール株式会社
金属帯の加工設備、および、金属帯の加工方法
1か月前
JFEスチール株式会社
粒度判定装置、粒度判定方法及び造粒物の製造方法
1か月前
JFEスチール株式会社
演算装置、物理演算装置、演算方法、及び演算プログラム
1か月前
JFEスチール株式会社
溶銑滓液面判定方法、高炉操業方法及び溶銑滓液面判定装置
1日前
JFEスチール株式会社
ボルト用棒鋼
8日前
JFEスチール株式会社
き裂解析方法、プログラム、材料設計支援方法及び材料設計方法
1か月前
JFEスチール株式会社
黒鉛の精製方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ