TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025174217
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080363
出願日
2024-05-16
発明の名称
溶接部形状の予測方法及び予測モデル
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
31/00 20060101AFI20251120BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アーク溶接条件を効率的に選定できる、溶接部形状の予測方法及び予測モデルを提供する。
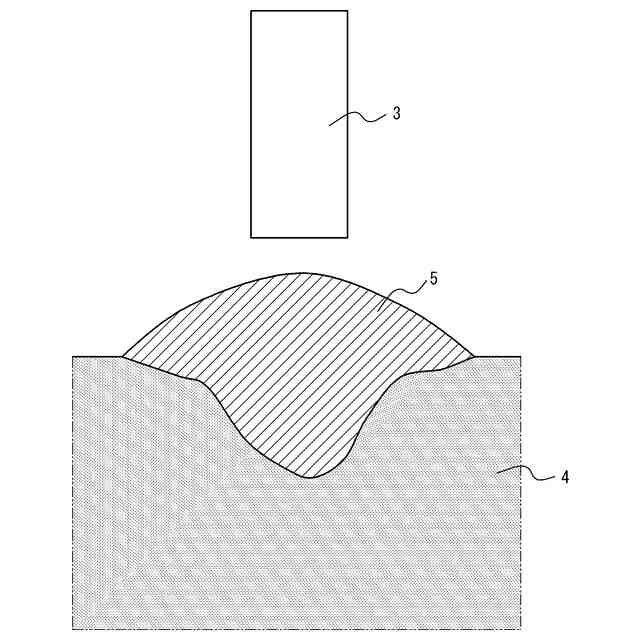
【解決手段】アーク溶接の溶接対象物4における溶接部形状の予測方法は、溶接対象物4への入熱分布として溶接対象物4の表面温度分布の測定値を適用するステップを含む。
【選択図】図2
特許請求の範囲
【請求項1】
アーク溶接の溶接対象物における溶接部の形状を予測する方法であって、
前記溶接対象物への入熱分布として前記溶接対象物の表面温度分布の測定値を適用するステップを含む、溶接部形状の予測方法。
続きを表示(約 380 文字)
【請求項2】
前記溶接対象物の表面から放射される赤外線の強度を測定するステップと、
前記溶接対象物のうち固体部の放射率と溶融部の放射率とを、前記溶融部の放射率が前記固体部の放射率よりも低くなるように設定し、前記赤外線の強度の測定結果から前記溶接対象物の表面温度分布の測定値を算出するステップと
を含む、請求項1に記載の溶接部形状の予測方法。
【請求項3】
前記固体部の放射率が0.4~1.0に設定され、前記溶融部の放射率が0.1~0.5に設定される、請求項2に記載の溶接部形状の予測方法。
【請求項4】
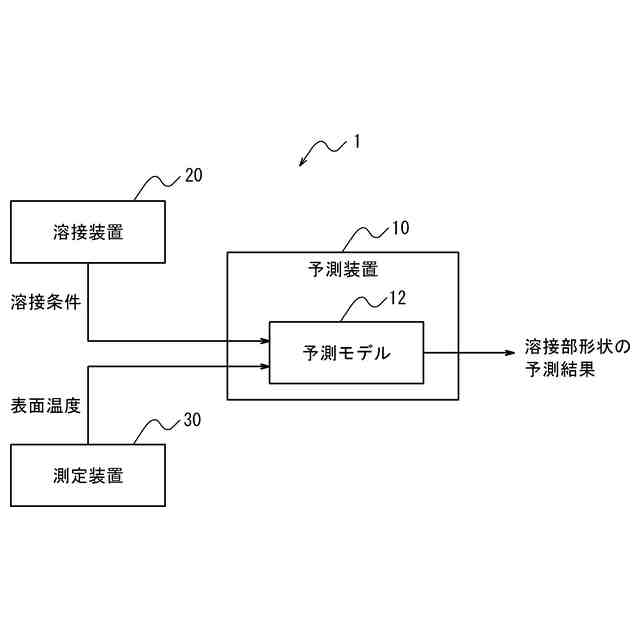
アーク溶接の溶接対象物における溶接部の形状を予測するモデルであって、
前記溶接対象物への入熱分布として前記溶接対象物の表面温度分布の測定値が入力されるように構成される、溶接部形状の予測モデル。
発明の詳細な説明
【技術分野】
【0001】
本開示は、アーク溶接の溶接部形状の予測方法及び予測モデルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
アーク溶接の品質は、溶接の結果得られた溶接部形状によって評価される。溶接部形状は、ビード幅、余盛高さ又は溶込み深さ等で特定される。溶接電源の制御技術の向上によって溶接安定性が向上した。しかし、最適な溶接部形状を得るための溶接条件は、依然として熟練作業者の経験に頼って選定されているという実情がある。そして、熟練作業者が溶接条件を選定する場合でも、未経験の溶材を使った溶接又は新しい素材の溶接を行う場合に試験溶接を繰り返して溶接条件を選定することがある。そうすると、試験溶接を行うための作業スペース、並びに、試験溶接で用いる溶接ワーク、溶材及び時間等が余計に必要となる。これによって溶接のコストが増大する。さらに、熟練作業者よりも少ない経験しか有していない初心者が溶接条件を選定する場合、熟練作業者が溶接条件を選定する場合よりも、最適な溶接条件が得られるまで必要な溶接試験の繰り返し回数が増える。そうすると溶接のコストが更に増大する。
【0003】
以上述べてきた背景のもと、特許文献1又は特許文献2に記載されるように、試験溶接の回数を削減するために溶接部形状を予測する方法が開発されている。以下、溶接部形状を予測する従来技術について説明する。
【0004】
特許文献1に記載されている方法は、溶接電源が出力する電流及び電圧を模擬する機能を備えた熱源モデルによってアーク入熱量を精密に算出し、このアーク入熱量に基づいて溶融池形状を熱伝導計算によって算出して溶接ビード形状を推定している。
【0005】
特許文献2に記載されている方法は、レーザ及びアークのハイブリッド溶接による溶込み深さを推定するために、溶接条件毎に総入熱量及び溶込み深さを対応づけたデータベースをあらかじめ準備し、データベースから算出した溶接条件と溶込み深さとの相関式を用いることで、溶込み深さを推定している。
【0006】
他に、アーク入熱量、アーク入熱分布、アークの物理的な作用としてのアーク圧力のピーク値、及びアーク圧力分布を、仮想的なパラメータの組み合わせによって設定し、このアーク入熱とアーク圧力に基づいて溶融池形状を熱伝導計算によって算出して溶接部形状を推定する方法が考えられる。
【先行技術文献】
【特許文献】
【0007】
特開2008-200691号公報
特開2021-79430号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1及び2に記載されている方法において、溶接部形状の予測は、入熱量に基づいて実施されている。溶接部形状の予測精度を向上するためには、アーク入熱量だけでなく、このアーク入熱量が溶融池に対してどのような分布で入熱するか、すなわちアーク入熱分布をより精密に算出し、シミュレーションの境界条件として設定する必要がある。しかし、アーク入熱分布の算出は容易ではなく、アーク入熱分布の算出に多大な時間が費やされている。その結果、アーク溶接条件の選定にも多大な時間が費やされている。
【0009】
本開示は、上記事実に鑑み、アーク溶接条件を効率的に選定できる、溶接部形状の予測方法及び予測モデルを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するための、本開示に係る溶接部形状の予測方法及び予測モデルは以下のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
6か月前
株式会社ダイヘン
溶接電源装置
4か月前
キヤノン電子株式会社
加工装置
23日前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
26日前
日東精工株式会社
ねじ締め装置
5か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
ねじ整列トレー
18日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
5か月前
個人
切削油供給装置
3か月前
睦月電機株式会社
金属表面処理方法
23日前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
2か月前
株式会社富田製作所
支持構造
1か月前
個人
型枠製造装置のフレーム
2か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
6か月前
中国電力株式会社
養生シート
1か月前
株式会社向洋技研
スタッドの製造方法
25日前
株式会社トヨコー
被膜除去方法
6か月前
大見工業株式会社
ドリル
4か月前
株式会社ツガミ
工作機械
2か月前
村田機械株式会社
レーザ加工機
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ

































