TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025175422
公報種別
公開特許公報(A)
公開日
2025-12-03
出願番号
2024081522
出願日
2024-05-20
発明の名称
焼入れ装置及び金属帯の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
9/573 20060101AFI20251126BHJP(鉄冶金)
要約
【課題】急冷焼入れ時に金属帯に発生する形状不良を抑制しつつ、波状変形に伴う金属帯の幅方向の波数を少なくできる焼入れ装置を提供する。
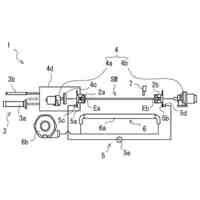
【解決手段】金属帯を液体に浸漬させて冷却する焼入れ装置であって、金属帯を浸漬させる液体を収容する水槽と、少なくとも一部が水槽の液体中に設けられ、金属帯の表面及び裏面に液体を噴射する複数のノズルを有する液体噴出装置と、液体噴出装置における金属帯の入側端部及び出側端部との間に設けられ、金属帯を拘束する一対の拘束ロールと、一対の拘束ロールのそれぞれの位置を調整する調整装置と、を有する。
【選択図】図2
特許請求の範囲
【請求項1】
金属帯を液体に浸漬させて冷却する焼入れ装置であって、
前記金属帯を浸漬させる液体を収容する水槽と、
少なくとも一部が前記水槽の液体の中に設けられ、前記金属帯の表面及び裏面に液体を噴射する複数のノズルを有する液体噴出装置と、
前記液体噴出装置における前記金属帯の入側端部及び出側端部との間に設けられ、前記金属帯を拘束する一対の拘束ロールと、
前記一対の拘束ロールのそれぞれの位置を調整する調整装置と、
を有する、焼入れ装置。
続きを表示(約 170 文字)
【請求項2】
前記調整装置は、前記一対の拘束ロールのロール間隔を1mm以上30mm以下の範囲内で調整する、請求項1に記載の焼入れ装置。
【請求項3】
請求項1又は請求項2に記載の焼入れ装置で金属帯を冷却する金属帯の製造方法であって、
前記焼入れ装置で冷却された金属帯はマルテンサイト組織を含む、金属帯の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属帯を連続的に通板しながら焼鈍する連続焼鈍設備において、急冷焼入れ時に金属帯に発生する形状不良及び波状変形に伴う金属帯の幅方向の波数の増加を抑制できる金属帯の焼入れ装置及び当該焼入れ装置を用いる金属帯の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
鋼板をはじめとする金属板の製造においては、連続焼鈍設備において、金属板を加熱後に冷却し、相変態を起こさせることで材質の造り込みが行われている。近年、自動車業界では車体の軽量化と衝突安全性の両立を目的として、薄肉化した高張力鋼板(以後、高張力鋼板を「ハイテン」と記載する。)の需要が増加している。鋼板の強度を高めるには、Si添加による固溶強化などの鋼板組成を調整する方法もあるが、急冷による鋼板内部の組織を高強度な組織へ変態させる方法もある。急冷によって高強度な組織に変態させる方法においては、鋼板を急速に冷却する技術が重要となる。
【0003】
鋼板の冷却速度が最も速い技術の1つとして、水焼入れ法が知られている。水焼入れ法では、加熱された鋼板を水中に浸漬させると同時に、水中に設けられたクエンチノズルにより冷却水を鋼板に噴射することで鋼板の焼入れが行われる。鋼板の焼入れ時には、鋼板に反りや波状変形等の面外変形による形状不良が発生するという問題がある。
【0004】
鋼板の焼入れ時の形状不良を防止する技術として、特許文献1には、連続焼鈍炉での急冷焼入れ時に生じる金属板の波状変形を抑制する技術が開示されている。特許文献1によれば、急冷焼入工程の前後にブライドルロールを設けて鋼板の張力を変更することで急冷焼入れ時に生じる金属板の波状変形を抑制できるとしている。
【0005】
特許文献2には、冷却により板幅方向の圧縮応力が発生している領域またはその近傍領域で金属板両面側から拘束することにより、面外変形を抑制する技術が開示されている。さらに、特許文献3には、急冷焼入れ装置内に一対の拘束ロールを配置し、拘束ロールで金属板を両面から拘束することにより、金属板の面外変形を抑制する技術が開示されている。特許文献3によれば、一対の拘束ロールを金属板のマルテンサイト変態が開始する位置からマルテンサイト変態が終了する位置までの間に配置することで、急冷焼入れ時に生じる金属板の面外変形を抑制できるとしている。
【先行技術文献】
【特許文献】
【0006】
特開2011-184773号公報
特開2003-277833号公報
国際公開第2016/084283号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1に開示された技術は、高温の金属板に大きな張力をかけるので金属板が破断するおそれがある。また、急冷焼入れ部前に設けられるブライドルロールは高温の金属板に接触するので、当該ブライドルロールには大きなサーマルクラウンが発生する。このサーマルクラウンによって、ブライドルロールと金属板とが幅方向に不均一に接触することになり、これにより金属板に座屈や表面疵が発生し、鋼板形状を改善できないという問題もある。
【0008】
特許文献2に開示された技術を検証した結果、圧縮応力が発生している領域またはその近傍領域で金属板両面側から拘束しても金属板の形状矯正効果が小さいという問題がある。特許文献3に開示された技術を用いることで、急冷焼入れ時の金属板の変形を防止できるものの、波状変形により幅方向の波数が増加するという問題がある。波状変形の波数が増加すると、自動車部品メーカーでのプレス成形時に捻じれやスプリングバックが発生しやすくなるので、プレス後の寸法精度が悪化する場合があるという問題がある。
【0009】
本発明は上記事情を鑑みてなされた発明であり、金属帯を連続的に通板しながら焼鈍を行う連続焼鈍設備において、急冷焼入れ時に金属帯に発生する形状不良を抑制しつつ、波状変形に伴う金属帯の幅方向の波数を少なくできる焼入れ装置及び金属帯の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するための手段は、以下の通りである。
[1] 金属帯を液体に浸漬させて冷却する焼入れ装置であって、前記金属帯を浸漬させる液体を収容する水槽と、少なくとも一部が前記水槽の液体の中に設けられ、前記金属帯の表面及び裏面に液体を噴射する複数のノズルを有する液体噴出装置と、前記液体噴出装置における前記金属帯の入側端部及び出側端部との間に設けられ、前記金属帯を拘束する一対の拘束ロールと、前記一対の拘束ロールのそれぞれの位置を調整する調整装置と、を有する、焼入れ装置。
[2] 前記調整装置は、前記一対の拘束ロールのロール間隔を1mm以上30mm以下の範囲内で調整する、[1]に記載の焼入れ装置。
[3] [1]又は[2]に記載の焼入れ装置で金属帯を冷却する金属帯の製造方法であって、前記焼入れ装置で冷却された金属帯はマルテンサイト組織を含む、金属帯の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
新和環境株式会社
炉システム
8か月前
新和環境株式会社
炉システム
8か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉精錬方法
8か月前
日本製鉄株式会社
溶鋼の製造方法
9か月前
富士電子工業株式会社
焼入れ装置
4か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
3か月前
NTN株式会社
焼入れ方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
日本製鉄株式会社
スラグの排出方法
9か月前
株式会社伊原工業
還元鉄の製造方法
8か月前
日本製鉄株式会社
溶銑の予備処理方法
5か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
株式会社不二越
熱処理システム
2か月前
中外炉工業株式会社
前処理装置
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
株式会社デンケン
高温炉
8か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
4か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
熱処理設備
4か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
東京窯業株式会社
溶鋼処理用の浸漬管
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
日本製鉄株式会社
脱りん方法
6か月前
東京窯業株式会社
溶鋼処理用の浸漬管
8か月前
JFEスチール株式会社
高炉の原料装入方法
3か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
高炉の操業方法
7か月前
日本製鉄株式会社
高炉の冷却構造
3か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
8か月前
大同特殊鋼株式会社
雰囲気熱処理炉
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ