TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177251
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083899
出願日
2024-05-23
発明の名称
溶融金属めっき鋼帯の製造方法及びガスワイピング装置
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C23C
2/20 20060101AFI20251128BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】ワイピングノズル先端までの圧損が変化したとしてもワイピングガスの吹付け圧力を容易に制御できる溶融金属めっき鋼帯の製造方法を提供する。
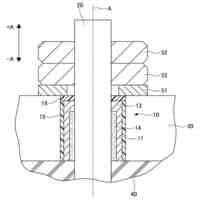
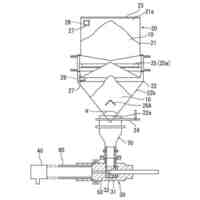
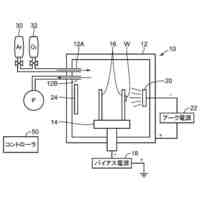
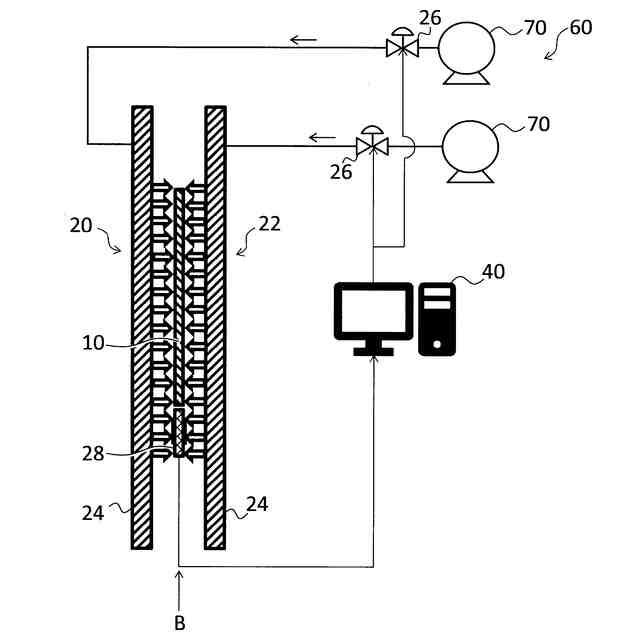
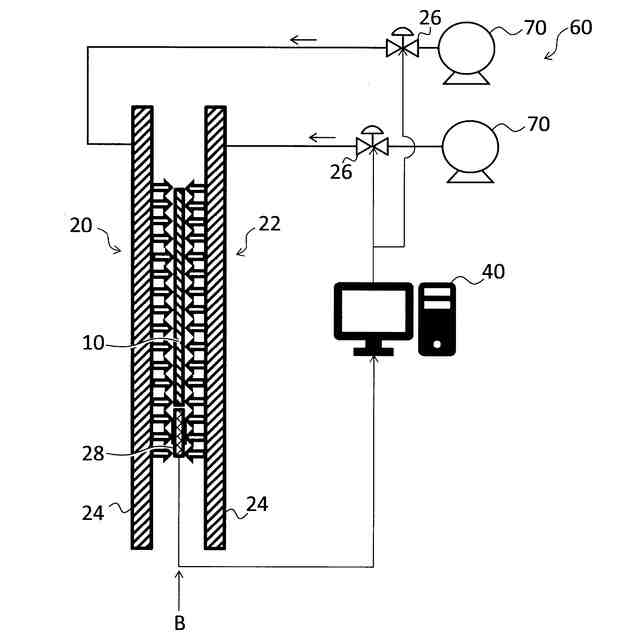
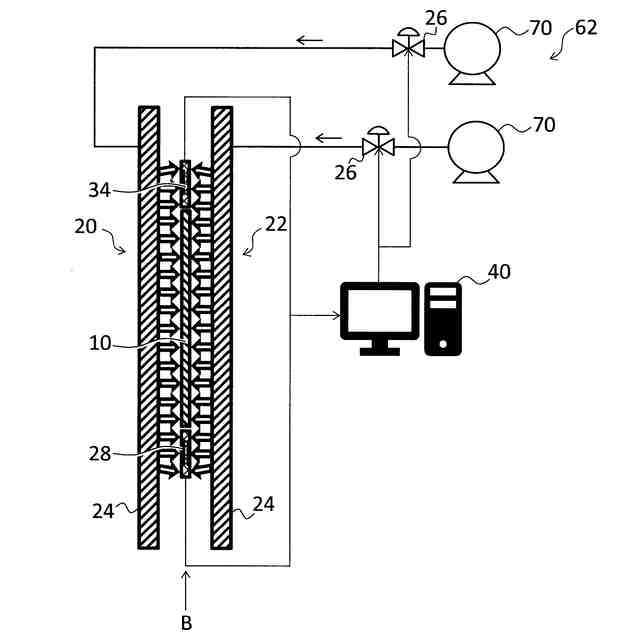
【解決手段】溶融金属めっき浴に浸漬させた鋼帯の表面に、鋼帯を挟んでその両面に対向して配置された一対のワイピングノズルからワイピングガスを吹付けて溶融金属めっきの付着量を制御する溶融金属めっき鋼帯の製造方法であって、一対のワイピングノズルの間であって、鋼帯の幅方向の端部の外側に設置された圧力計を用いて、一対のワイピングノズルから吹付けられるワイピングガスの吹付け圧力を測定する。
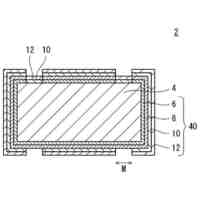
【選択図】図2
特許請求の範囲
【請求項1】
溶融金属めっき浴に浸漬させた鋼帯の表面及び裏面に、前記鋼帯を挟んで前記鋼帯の表面及び裏面に対向して配置された一対のワイピングノズルからワイピングガスを吹付けて溶融金属めっきの付着量を制御する溶融金属めっき鋼帯の製造方法であって、
前記一対のワイピングノズルの間であって、前記鋼帯の幅方向の端部の外側に設置された圧力計を用いて、前記一対のワイピングノズルから吹付けられるワイピングガスの吹付け圧力を測定する、溶融金属めっき鋼帯の製造方法。
続きを表示(約 880 文字)
【請求項2】
前記鋼帯の通板中に前記ワイピングガスの吹付け圧力を測定する、請求項1に記載の溶融金属めっき鋼帯の製造方法。
【請求項3】
前記ワイピングガスの吹付け圧力が予め定められた範囲内になるように、前記ワイピングノズルへのワイピングガスの供給圧力を調整する、請求項1又は請求項2に記載の溶融金属めっき鋼帯の製造方法。
【請求項4】
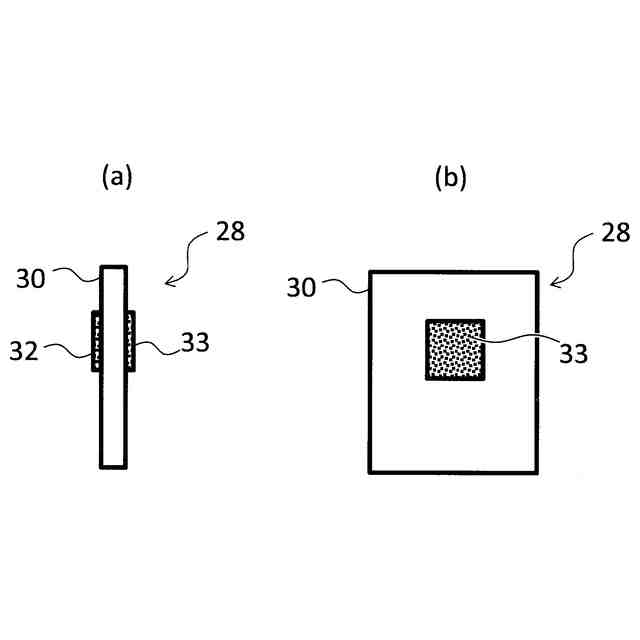
前記圧力計は、板状であって、下方の表面及び裏面が下方に向かって板厚が薄くなるように傾斜している、請求項1又は請求項2に記載の溶融金属めっき鋼帯の製造方法。
【請求項5】
前記圧力計は、板状であって、下方の表面及び裏面が下方に向かって板厚が薄くなるように傾斜している、請求項3に記載の溶融金属めっき鋼帯の製造方法。
【請求項6】
溶融金属めっき浴に浸漬させた鋼帯にワイピングガスを吹付けて溶融金属めっきの付着量を制御するガスワイピング装置であって、
前記鋼帯を挟んで前記鋼帯の表面及び裏面に対向して配置され、前記表面及び裏面にワイピングガスを吹付ける一対のワイピングノズルと、
前記一対のワイピングノズルの間であって、前記鋼帯の幅方向の端部の外側に設置され、前記ワイピングガスの吹付け圧力を測定する圧力計と、
を有する、ガスワイピング装置。
【請求項7】
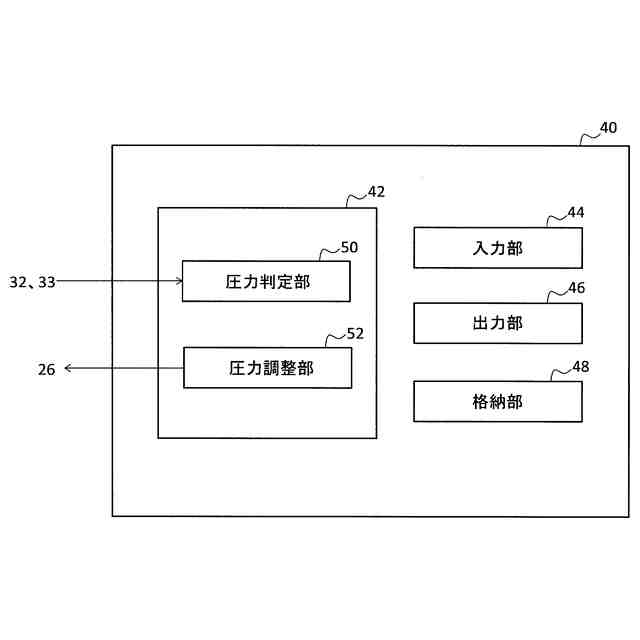
前記ワイピングガスの吹付け圧力を制御する制御装置をさらに有し、
前記制御装置は、前記圧力計で測定される前記吹付け圧力が予め定められた範囲内になるように前記ワイピングノズルへの供給圧力を調整する、請求項6に記載のガスワイピング装置。
【請求項8】
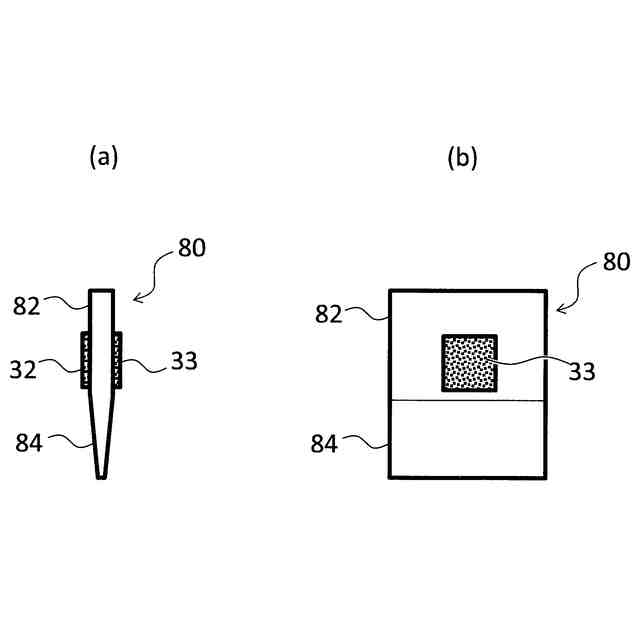
前記圧力計は、板状部と、表面及び裏面が下方に向かって板厚が薄くなるように傾斜した傾斜部と、ワイピングガスの圧力を測定するセンサー部とを有し、
前記傾斜部は前記板状部の下方に設けられ、前記センサー部は板状部の表面及び裏面に設けられる、請求項6又は請求項7に記載のガスワイピング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融金属めっき鋼帯の製造において、ワイピングノズルからの吹付け圧力を測定し、当該鋼帯の表面及び裏面に付着する溶融金属めっきの付着量を制御する溶融金属めっき鋼帯の製造方法及びガスワイピング装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
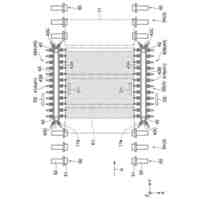
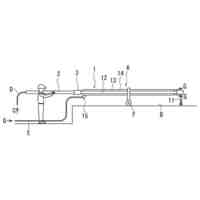
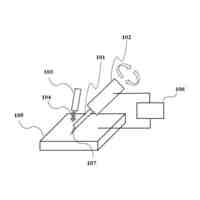
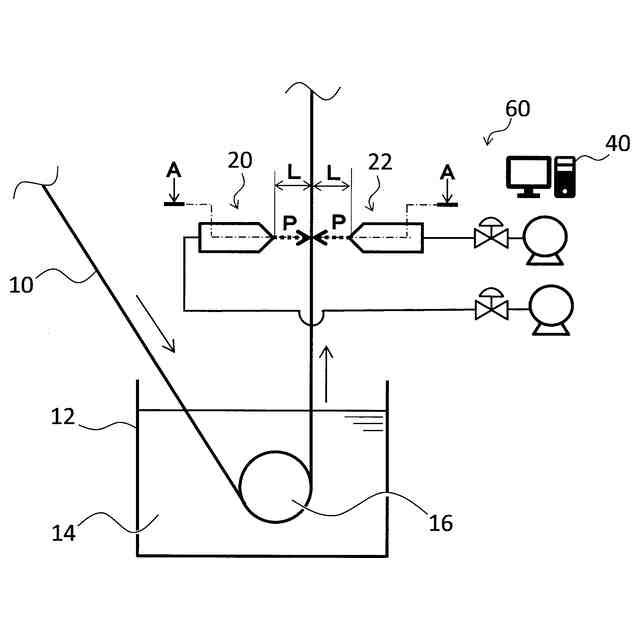
融金属めっき鋼帯の製造ラインでは、溶融金属が収容されためっき浴に鋼帯を浸漬させ、当該鋼帯に溶融金属を付着させる。その後、鋼帯は、シンクロールで方向転換した後、鉛直上方に引き上げられる。溶融金属が付着した鋼帯は、当該鋼帯を挟んで対向して配置された一対のワイピングノズルから、ガスを鋼帯表面に吹付けて余剰な溶融金属を払拭させ、鋼帯の溶融金属めっきの付着量が制御される。
【0003】
溶融金属めっきの付着量は、ワイピングノズル先端と鋼帯表面との距離Lとワイピングノズルから吹付けるガスの圧力Pで決まる。ワイピングノズル先端と鋼帯表面との距離Lを制御する技術として、特許文献1には、非接触位置センサーと電磁石とを用いて距離Lを聖書する金属帯の非接触制御装置が開示されている。特許文献1によれば、電磁石の磁力を調整することで、距離Lが目標とする距離になるように制御できるとしている。
【0004】
ワイピングノズルから吹付けるガスの圧力Pを制御する技術として、特許文献2には、ワイピングノズルに接続される配管の(一次)圧力を検出して制御する技術が開示されている。特許文献3には、ワイピングノズル内に圧力計を設置して、ワイピングノズル内の圧力の変動を検知して、当該変動を抑制する技術が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2015-160959号公報
特開2018-204055号公報
特開平05-171394号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
溶融金属めっきの付着量を鋼帯の長手方向に制御するには、鋼帯の搬送速度及び連続して通板される鋼帯の幅や板厚に対応して、ワイピングノズル先端と鋼帯表面との距離Lと、鋼帯表面に吹付けるガスの圧力Pとを適切に制御する必要がある。ワイピングノズル先端と鋼帯表面との距離Lは、特許文献1に開示されているように、鋼帯通板中に鋼帯の搬送速度、鋼帯の幅や板厚に対応して電磁石の磁力を調整することで制御できる。
【0007】
一方、鋼帯表面に吹付けるガスの圧力Pは、特許文献2又は特許文献3に開示された技術のように、ワイピングノズルにワイピングガスを供給する配管の圧力やワイピングノズル内部の圧力を測定し、これら圧力に基づいて制御されている。しかしながら、実際にワイピングガスの吹付け圧力を測定していないので、錆びや塵によって配管途中やワイピングノズル内部の一部が詰まってワイピングノズル先端までの圧損が変化するとワイピングガスの吹付け圧力の制御が困難になる、という課題があった。
【0008】
本発明は、このような従来技術の課題を鑑みてなされた発明であり、その目的は、ワイピングノズル先端までの圧損が変化したとしてもワイピングガスの吹付け圧力を容易に制御できる溶融金属めっき鋼帯の製造方法を提供することである。また、本発明の他の目的は、当該溶融金属めっき鋼帯の製造方法に用いられるガスワイピング装置を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するための手段は、以下の通りである。
[1] 溶融金属めっき浴に浸漬させた鋼帯の表面及び裏面に、前記鋼帯を挟んで前記鋼帯の表面及び裏面に対向して配置された一対のワイピングノズルからワイピングガスを吹付けて溶融金属めっきの付着量を制御する溶融金属めっき鋼帯の製造方法であって、前記一対のワイピングノズルの間であって、前記鋼帯の幅方向の端部の外側に設置された圧力計を用いて、前記一対のワイピングノズルから吹付けられるワイピングガスの吹付け圧力を測定する、溶融金属めっき鋼帯の製造方法。
[2] 前記鋼帯の通板中に前記ワイピングガスの吹付け圧力を測定する、[1]に記載の溶融金属めっき鋼帯の製造方法。
[3] 前記ワイピングガスの吹付け圧力が予め定められた範囲内になるように、前記ワイピングノズルへのワイピングガスの供給圧力を調整する、[1]又は[2]に記載の溶融金属めっき鋼帯の製造方法。
[4] 前記圧力計は、板状であって、下方の表面及び裏面が下方に向かって板厚が薄くなるように傾斜している、[1]から[3]のいずれかに記載の溶融金属めっき鋼帯の製造方法。
[5] 溶融金属めっき浴に浸漬させた鋼帯にワイピングガスを吹付けて溶融金属めっきの付着量を制御するガスワイピング装置であって、前記鋼帯を挟んで前記鋼帯の表面及び裏面に対向して配置され、前記表面及び裏面にワイピングガスを吹付ける一対のワイピングノズルと、前記一対のワイピングノズルの間であって、前記鋼帯の幅方向の端部の外側に設置され、前記ワイピングガスの吹付け圧力を測定する圧力計と、を有する、ガスワイピング装置。
[6] 前記ワイピングガスの吹付け圧力を制御する制御装置をさらに有し、前記制御装置は、前記圧力計で測定される前記吹付け圧力が予め定められた範囲内になるように前記ワイピングノズルへの供給圧力を調整する、[5]に記載のガスワイピング装置。
[7]前記圧力計は、板状部と、表面及び裏面が下方に向かって板厚が薄くなるように傾斜した傾斜部と、ワイピングガスの圧力を測定するセンサー部とを有し、前記傾斜部は前記板状部の下方に設けられ、前記センサー部は板状部の表面及び裏面に設けられる、[5]又は[6]に記載のガスワイピング装置。
【発明の効果】
【0010】
本発明に係る溶融金属めっき鋼帯の製造方法では、鋼帯の位置でワイピングガスの吹付け圧力を測定するので、ワイピングノズル先端までの圧損が変化したとしても、当該ワイピングガスの吹付け圧力を容易に制御できるようになる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フッ素樹脂塗装鋼板の保管方法
4か月前
株式会社カネカ
製膜装置
2か月前
株式会社京都マテリアルズ
めっき部材
2か月前
株式会社カネカ
製膜装置
2か月前
トヨタ自動車株式会社
治具
1か月前
株式会社KSマテリアル
防錆組成物
4か月前
株式会社三愛工業所
アルミニウム材
6か月前
エドワーズ株式会社
真空排気システム
1か月前
日本化学産業株式会社
複合めっき皮膜
4か月前
台灣晶技股ふん有限公司
無電解めっき法
3か月前
東京エレクトロン株式会社
成膜方法
2か月前
日東電工株式会社
積層体の製造方法
6か月前
株式会社カネカ
気化装置及び製膜装置
1か月前
JFEスチール株式会社
鋼部品
4か月前
株式会社アルバック
マスクユニット
1か月前
東京エレクトロン株式会社
基板処理装置
6か月前
TOTO株式会社
構造部材
1か月前
住友重機械工業株式会社
成膜装置
6か月前
株式会社内村
防食具、防食具の設置方法
2か月前
信越半導体株式会社
真空蒸着方法
6か月前
住友重機械工業株式会社
成膜装置
5か月前
株式会社アルバック
基板ステージ装置
2か月前
黒崎播磨株式会社
溶射装置
2か月前
フジタ技研株式会社
被覆部材、及び、表面被覆金型
2か月前
日本コーティングセンター株式会社
炭化ホウ素被膜
1か月前
株式会社デンソー
接合体
2か月前
国立大学法人千葉大学
成膜装置及び成膜方法
3か月前
川崎重工業株式会社
水素遮蔽膜
3か月前
ケニックス株式会社
蒸発源装置
3か月前
信越化学工業株式会社
炭化金属被覆材料
17日前
株式会社アルバック
成膜装置、および搬送方法
4か月前
黒崎播磨株式会社
溶射用ランス
6か月前
株式会社日本テクノ
ガス浸炭装置、浸炭室
1か月前
株式会社日本テクノ
ガス浸炭方法、ガス浸炭装置
1か月前
株式会社神戸製鋼所
成膜方法
4か月前
学校法人静岡理工科大学
放電被覆装置及び放電被覆方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ