TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159414
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024061927
出願日
2024-04-08
発明の名称
圧延素材決定装置、圧延素材決定方法および板材製品の製造方法
出願人
JFEスチール株式会社
,
JFEシステムズ株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B21B
37/00 20060101AFI20251014BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延余長や必要となるスラブの重量、スラブの歩留を精度よく予測することができる圧延素材決定装置、圧延素材決定方法および板材製品の製造方法を提供すること。
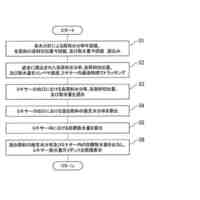
【解決手段】圧延素材決定装置は、スラブを圧延した一枚の大板から、一つ以上の板材製品を組み合わせて編成された編成製品を採取する際の、圧延余長を予測する圧延素材決定装置であって、大板の設定寸法、スラブの寸法、および大板の圧延条件の過去の実績値をそれぞれ説明変数とし、それに対する圧延余長の過去の実績値を目的変数として学習させた予測モデルに対し、大板の設定寸法、大板の設定寸法から算出されたスラブの算出寸法、および大板の圧延条件を入力することによって、圧延余長を予測する予測部を備える。
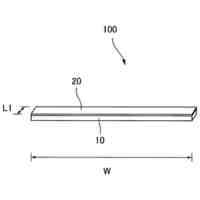
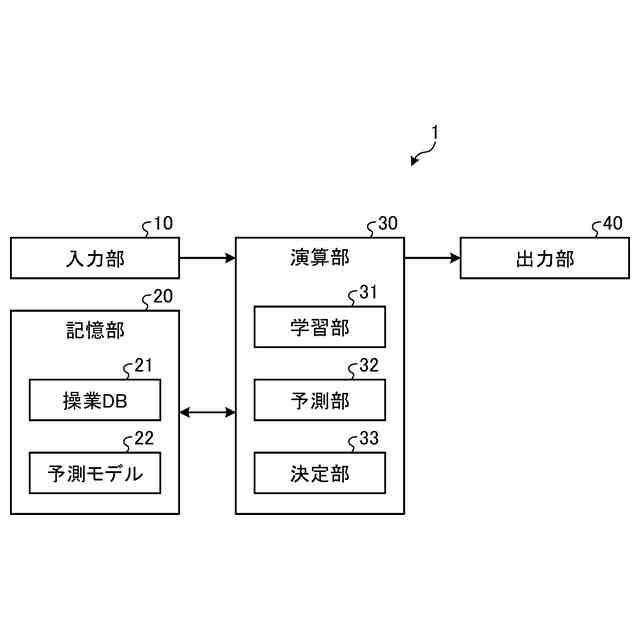
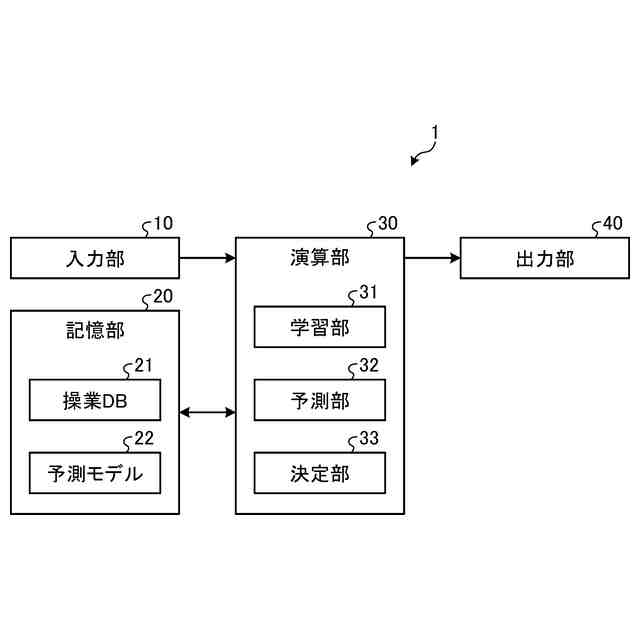
【選択図】図2
特許請求の範囲
【請求項1】
スラブを圧延した一枚の大板から、一つ以上の板材製品を組み合わせて編成された編成製品を採取する際の、圧延余長を予測する圧延素材決定装置であって、
前記大板の設定寸法、前記スラブの寸法、および前記大板の圧延条件の過去の実績値をそれぞれ説明変数とし、それに対する前記圧延余長の過去の実績値を目的変数として学習させた予測モデルに対し、前記大板の設定寸法、前記大板の設定寸法から算出されたスラブの算出寸法、および前記大板の圧延条件を入力することによって、前記圧延余長を予測する予測部を備える、
圧延素材決定装置。
続きを表示(約 1,300 文字)
【請求項2】
前記予測部によって予測された前記圧延余長と、予め設定した目標余長との差分に基づいて、必要となる前記スラブの重量を決定する決定部を更に備える、
請求項1に記載の圧延素材決定装置。
【請求項3】
前記決定部は、前記圧延余長と前記目標余長との差分と、前記大板の設定寸法とに基づいて、前記スラブの歩留を補正する歩留補正代を算出し、算出された前記歩留補正代に基づいて、必要とされる前記スラブの重量を決定する、
請求項2に記載の圧延素材決定装置。
【請求項4】
前記決定部は、
前記予測部で予測された前記圧延余長が予め設定した閾値の範囲内か否かを判定し、
前記圧延余長が前記閾値の範囲内の場合は、前記予測部で予測された圧延余長をそのまま用いて前記目標余長との差分を算出し、
前記圧延余長が前記閾値の範囲外の場合は、前記閾値の範囲内の数値のうち前記予測部で予測された圧延余長に最も近い数値を圧延余長とみなし、前記閾値を用いて前記目標余長との差分を算出する、
請求項2または請求項3に記載の圧延素材決定装置。
【請求項5】
前記決定部は、必要とされる前記スラブの重量を決定した後、決定した前記スラブの重量が設備制約を満たすか否か判定し、前記設備制約を満たさない場合は、前記設備制約を満たすスラブの重量を再度算出する、
請求項2または請求項3に記載の圧延素材決定装置。
【請求項6】
スラブを圧延した一枚の大板から、一つ以上の板材製品を組み合わせて編成された編成製品を採取する際に必要となる、前記スラブの重量または前記スラブの歩留を予測する圧延素材決定装置であって、
前記大板の設定寸法、前記スラブの寸法、および前記大板の圧延条件の過去の実績値をそれぞれ説明変数とし、それに対する前記スラブの重量または前記スラブの歩留の過去の実績値を目的変数として学習させた予測モデルに対し、前記大板の設定寸法、前記大板の設定寸法から算出されたスラブの算出寸法、および前記大板の圧延条件を入力することによって、前記スラブの重量または前記スラブの歩留を予測する予測部を備える、
圧延素材決定装置。
【請求項7】
スラブを圧延した一枚の大板から、一つ以上の板材製品を組み合わせて編成された編成製品を採取する際の、圧延余長を予測する圧延素材決定方法であって、
前記大板の設定寸法、前記スラブの寸法、および前記大板の圧延条件の過去の実績値をそれぞれ説明変数とし、それに対する前記圧延余長の過去の実績値を目的変数として学習させた予測モデルに対し、前記大板の設定寸法、前記大板の設定寸法から算出されたスラブの算出寸法、および前記大板の圧延条件を入力することによって、前記圧延余長を予測する予測ステップを含む、
圧延素材決定方法。
【請求項8】
請求項7に記載の圧延素材決定方法を用いて圧延余長を予測し、予測された前記圧延余長に基づいて重量が決定されたスラブを圧延して大板を生成し、前記大板から一つ以上の板材製品を採取する、
板材製品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延素材決定装置、圧延素材決定方法および板材製品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
鉄鋼業等の製造業において、板材製品の生産計画を立案する場合に、スラブを圧延した一枚の大板に対して一つ以上の板材製品を組み合わせて編成された編成製品を割り当てて、一枚の大板から一つ以上の板材製品を採取するように生産計画を立案することが多い。
【0003】
例えば下記の特許文献1には、最適圧延板厚が同一または類似の製品同士をグルーピング(編成)し、グルーピングした製品の寸法に基づいて圧延する厚鋼板の板取、圧延寸法、および必要スラブ寸法、重量を決定する板取決定装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-281252号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
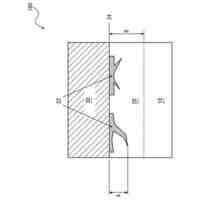
ここで、編成製品が割り当てられる大板は、編成製品の寸法に対してある程度の余長が必要となる。従来は、仕上板厚精度や仕上寸法精度、長手方向ばらつき、加熱炉でのスケール剥離等を考慮して予め歩留マスターを設定しておく。そして、編成された大板寸法やスラブ寸法から該当するマスター値を読み込み、マスター値をもとに歩留を算出して必要スラブ重量を算出する方法等がとられている。
【0006】
このため、大板一本単位で評価したときに余長が適正な長さになっていないことがあり、余長が短すぎる、または不足する場合には板材製品の不合格率が高くなり、余長が長すぎる場合には歩留が悪化するという問題があった。
【0007】
本発明は、上記に鑑みてなされたものであって、圧延余長や必要となるスラブの重量、スラブの歩留を精度よく予測することができる圧延素材決定装置、圧延素材決定方法および板材製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本発明に係る圧延素材決定装置は、スラブを圧延した一枚の大板から、一つ以上の板材製品を組み合わせて編成された編成製品を採取する際の、圧延余長を予測する圧延素材決定装置であって、前記大板の設定寸法、前記スラブの寸法、および前記大板の圧延条件の過去の実績値をそれぞれ説明変数とし、それに対する前記圧延余長の過去の実績値を目的変数として学習させた予測モデルに対し、前記大板の設定寸法、前記大板の設定寸法から算出されたスラブの算出寸法、および前記大板の圧延条件を入力することによって、前記圧延余長を予測する予測部を備える。
【0009】
また、本発明に係る圧延素材決定装置は、上記発明において、前記予測部によって予測された前記圧延余長と、予め設定した目標余長との差分に基づいて、必要となる前記スラブの重量を決定する決定部を更に備える。
【0010】
また、本発明に係る圧延素材決定装置は、上記発明において、前記決定部が、前記圧延余長と前記目標余長との差分と、前記大板の設定寸法とに基づいて、前記スラブの歩留を補正する歩留補正代を算出し、算出された前記歩留補正代に基づいて、必要とされる前記スラブの重量を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
高炉の原料装入方法
17日前
JFEスチール株式会社
デスケーリング装置
4日前
JFEスチール株式会社
残留投射材の除去装置
26日前
JFEスチール株式会社
鋼板およびその製造方法
26日前
JFEスチール株式会社
診断システム及び診断方法
9日前
JFEスチール株式会社
構造材及び構造材の製造方法
4日前
JFEスチール株式会社
金物投入設備及び金物投入方法
3日前
JFEスチール株式会社
治具及び、鋼帯コイルの搬送方法
18日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
樹脂成形体の製造方法および製造設備
9日前
JFEスチール株式会社
集塵機及び、ろ布の損傷状態認定方法
26日前
JFEスチール株式会社
構造物の損傷検出装置及び損傷検出方法
1か月前
JFEスチール株式会社
ドレッシング方法及びドレッシング装置
9日前
JFEスチール株式会社
エアテーブル型密度分離装置及び分離方法
1か月前
JFEスチール株式会社
金属帯の加工設備、および、金属帯の加工方法
1か月前
JFEスチール株式会社
き裂解析方法、プログラム、材料設計支援方法及び材料設計方法
27日前
JFEスチール株式会社
熱延鋼材の製造方法
11日前
JFEスチール株式会社
原子モデル生成方法、プログラム、材料設計支援方法及び材料設計方法
27日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
25日前
JFEスチール株式会社
打撃試験装置、打撃試験方法、異常検知装置、および耐火物の厚み計測方法
25日前
JFEスチール株式会社
焼結原料供給設備における混合原料水分値推定方法及びミキサー散水量設定方法
3日前
JFEスチール株式会社
亜鉛の除去方法及び亜鉛の除去装置
24日前
JFEスチール株式会社
ガス吸着塔の状態の判定方法、ガス吸着塔のメンテナンス方法、およびガス吸着塔設備
25日前
JFEスチール株式会社
連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉
24日前
株式会社NICHIJO
パレット検出装置、パレット検出方法及びパレット検出プログラム
27日前
JFEスチール株式会社
金属板の成形限界判定方法、金属板の成形限界判定システム及び金属板の成形限界判定プログラム
3日前
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
3日前
JFEスチール株式会社
土留め構造物、鋼-コンクリート構造物、鋼製セグメント、構造物の施工方法、構造物の維持管理方法、構造物のパラメータ測定方法及び構造物のモニタリング方法
24日前
個人
鋼線の連続伸線方法
9日前
個人
ヘッダー加工機
5か月前
日伸工業株式会社
プレス加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ