TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141859
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2025036272
出願日
2025-03-07
発明の名称
歯車部材の製造方法、歯車部材、および歯車部材の製造方法に用いられる鍛造金型
出願人
愛知製鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B21J
5/06 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークを成形孔に押し込みやすく、はすばの強度を高くすることが可能な歯車部材の製造方法、歯車部材、および鍛造金型を提供することを課題とする。
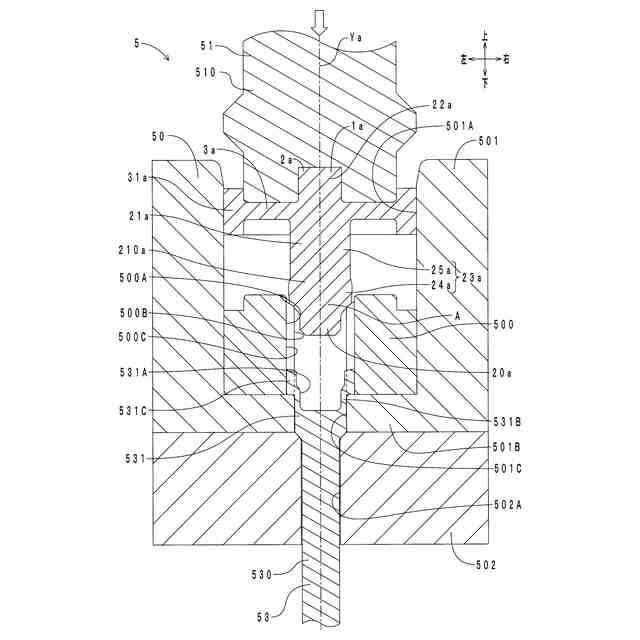
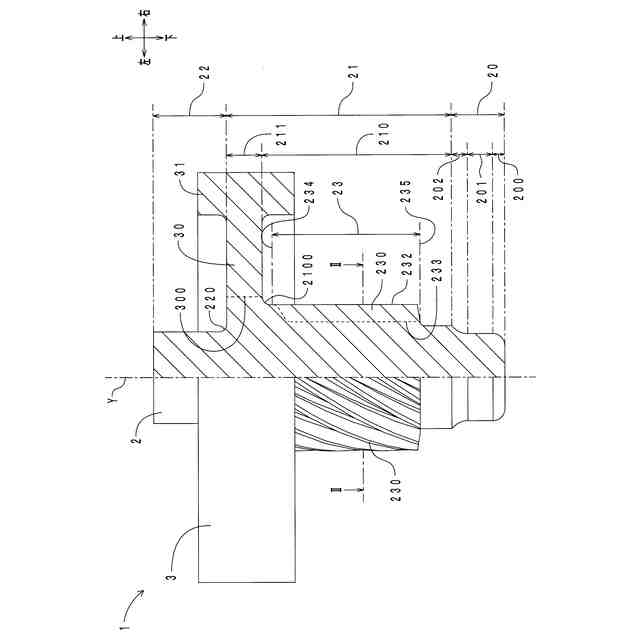
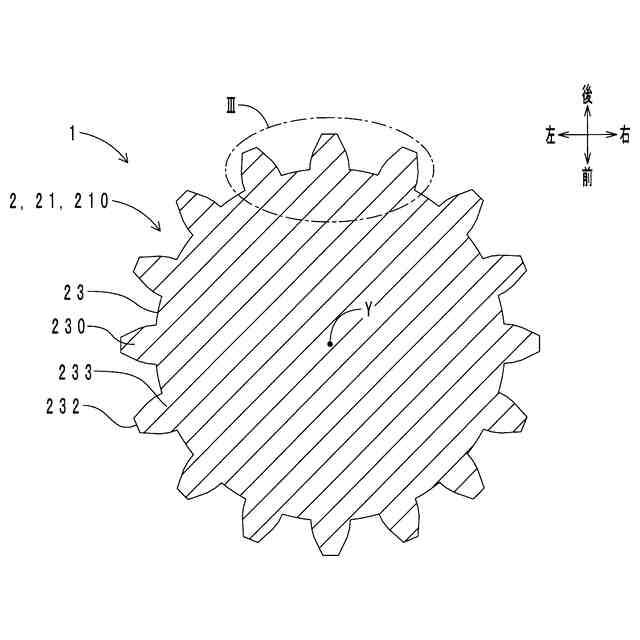
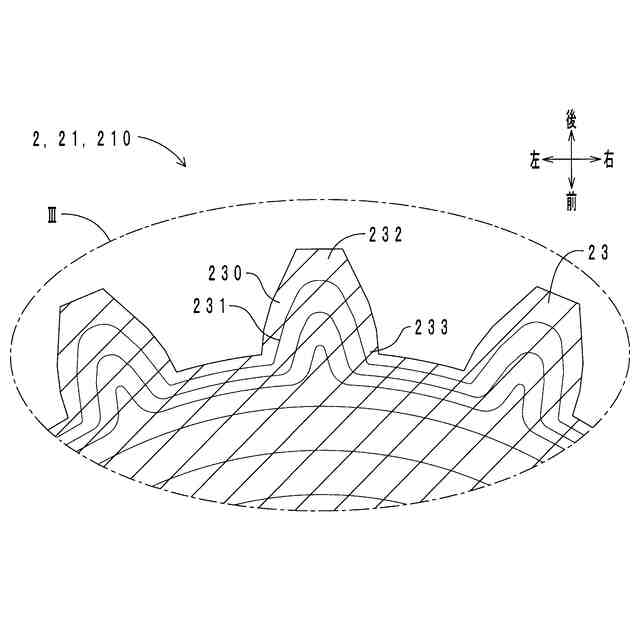
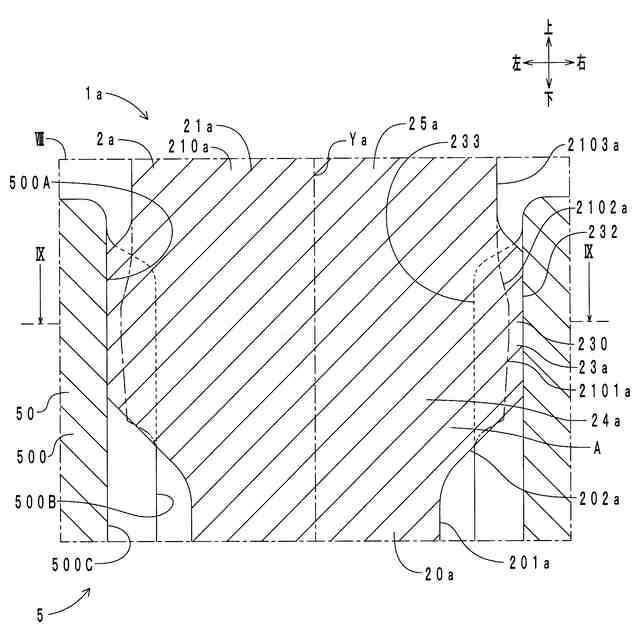
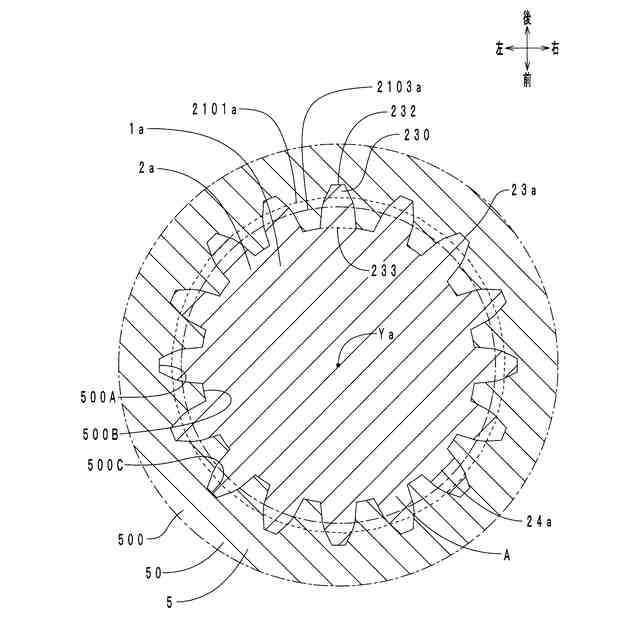
【解決手段】歯車部材1は、はすば区間23を有する軸部2を備える。はすば区間23の内部には、複数の鍛流線231が存在している。鍛流線231は、複数のはすば230間に亘って連続している。歯先232よりも、歯底233の方が、鍛流線密度が高い。歯車部材1の製造方法は、ワーク1aの加熱区間24aを含み伝熱区間25aを含まない区間を加熱する部分加熱工程と、はすば230に対応する複数の歯型500Bを有する成形孔500Aにワーク1aの軸部2aを押し込み、部分加熱工程において加熱された加熱区間24aから伝熱区間25aへの伝熱を利用して、前側から後側に向かって伝熱区間25aを加熱し、はすば予定区間23aにはすば230を成形する鍛造工程と、を有する。
【選択図】図6
特許請求の範囲
【請求項1】
複数のはすばが配置されたはすば区間を有する軸部を備え、前記はすば区間の内部には、複数の鍛流線が存在しており、前記鍛流線は、複数の前記はすば間に亘って連続しており、前記はすばの歯先よりも、前記はすばの歯底の方が、鍛流線密度が高い歯車部材の製造方法であって、
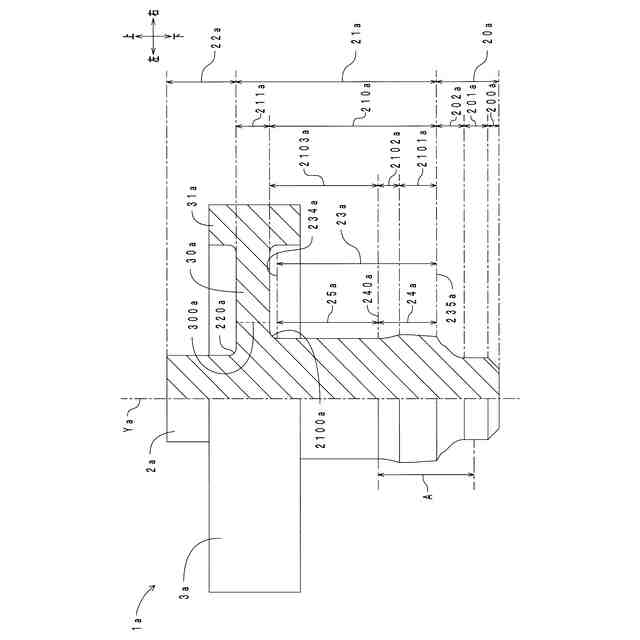
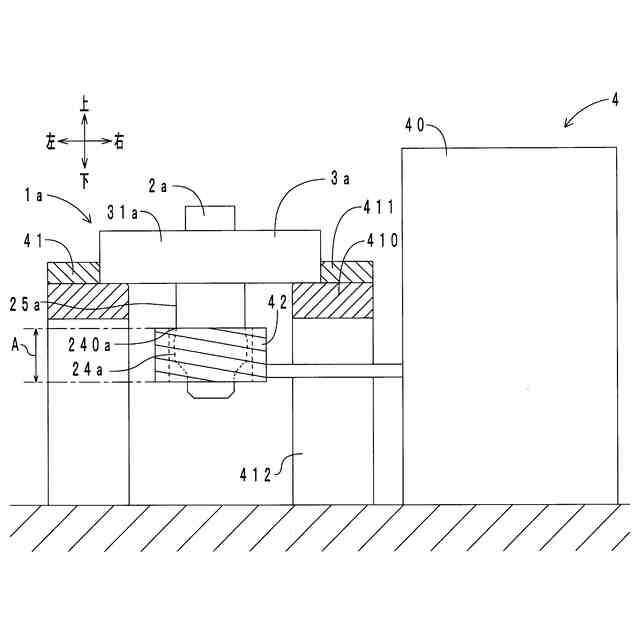
前記はすば区間に対応すると共に、加熱区間と、前記加熱区間の後側に連なる伝熱区間と、が配置されたはすば予定区間を有する前記軸部を備えるワークの、前記加熱区間を含み前記伝熱区間を含まない区間を加熱する部分加熱工程と、
前記はすばに対応する複数の歯型を有する成形孔に前記ワークの前記軸部を押し込み、前記部分加熱工程において加熱された前記加熱区間から前記伝熱区間への伝熱を利用して、前側から後側に向かって前記伝熱区間を加熱し、前記はすば予定区間に前記はすばを成形する鍛造工程と、
を有することを特徴とする歯車部材の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記部分加熱工程の前に、前記はすば予定区間に前側から後側に向かって縮径する段差部を配置する段差部配置工程を有する請求項1に記載の歯車部材の製造方法。
【請求項3】
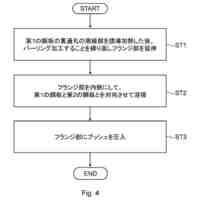
前記鍛造工程の後に、前側から、隣り合う一対の前記歯型間の歯溝に充填された前記はすばを、前記歯溝の延在方向に沿って押し出すことにより、前記はすば成形後の前記ワークである前記歯車部材を、前記成形孔から排出する排出工程を有する請求項1に記載の歯車部材の製造方法。
【請求項4】
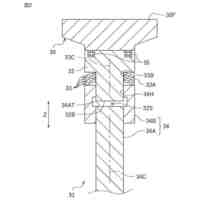
前記歯車部材および前記ワークは、各々、前記軸部と一体であって、前記軸部から径方向外側に突出するフランジ部を備える請求項1に記載の歯車部材の製造方法。
【請求項5】
前記部分加熱工程の前において、前記ワークの前記軸部は、前記フランジ部の径方向内端の前端に連なるフランジ下胴部を備え、
前記ワークの前記フランジ下胴部は、前側から後側に向かって、前側胴部と、段差部と、後側胴部と、を備え、
前記前側胴部は、前記後側胴部よりも、大径であり、
前記前側胴部と、前記後側胴部と、の段差は1mm以上であり、
前記歯車部材の複数の前記はすばの歯先円は、前記ワークの前記前側胴部の外径よりも、大径であり、
前記歯先円の直径と、前記前側胴部の外径と、の径差は2mm以内である請求項4に記載の歯車部材の製造方法。
【請求項6】
前記部分加熱工程において、前記鍛造工程開始時の前記加熱区間の温度が400℃以上520℃未満になるように、前記加熱区間を加熱する請求項1に記載の歯車部材の製造方法。
【請求項7】
前記はすば予定区間の前後方向全長を100%、前端位置を0%位置、後端位置を100%位置として、
前記部分加熱工程において、前記鍛造工程開始時に、
0%位置と18%位置との温度差が0℃以上90℃以下に、
18%位置と25%位置との温度差が90℃以上150℃以下に、
25%位置と33%位置との温度差が150℃以上200℃以下に、
33%位置と100%位置との温度差が200℃以上に、
各々なるように、
0%位置から18%位置までの区間に対応する前記加熱区間を加熱する請求項1に記載の歯車部材の製造方法。
【請求項8】
複数のはすばが配置されたはすば区間を有する軸部と、
前記軸部と一体であって、前記軸部から径方向外側に突出するフランジ部と、
を備える歯車部材であって、
前記はすば区間の内部には、複数の鍛流線が存在しており、
前記鍛流線は、複数の前記はすば間に亘って連続しており、
前記はすばの歯先よりも、前記はすばの歯底の方が、鍛流線密度が高いことを特徴とする歯車部材。
【請求項9】
複数の前記鍛流線は、前記はすばの表面形状に沿って延在する請求項8に記載の歯車部材。
【請求項10】
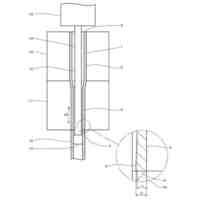
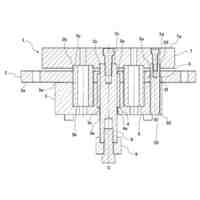
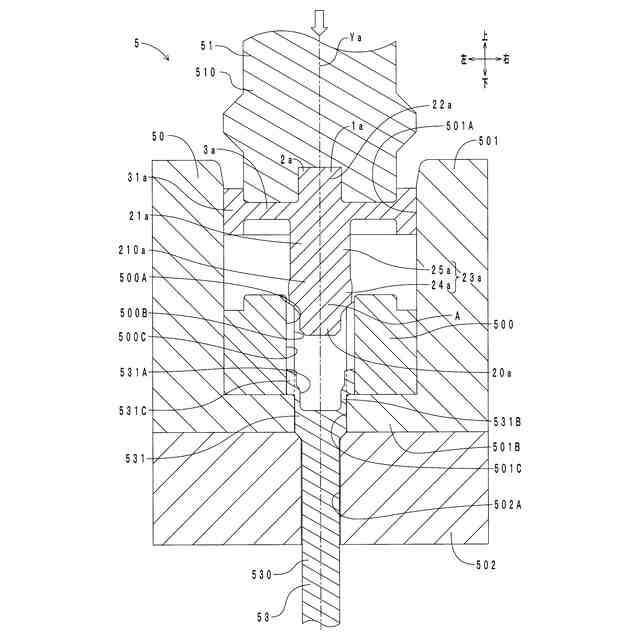
請求項3に記載の歯車部材の製造方法の、前記鍛造工程および前記排出工程に用いられる鍛造金型であって、
前記成形孔を有するダイと、
後側から、前記ワークを前記成形孔に押し込むポンチと、
前側から、前記歯車部材を前記成形孔から押し出すノックアウトピンと、
を備え、
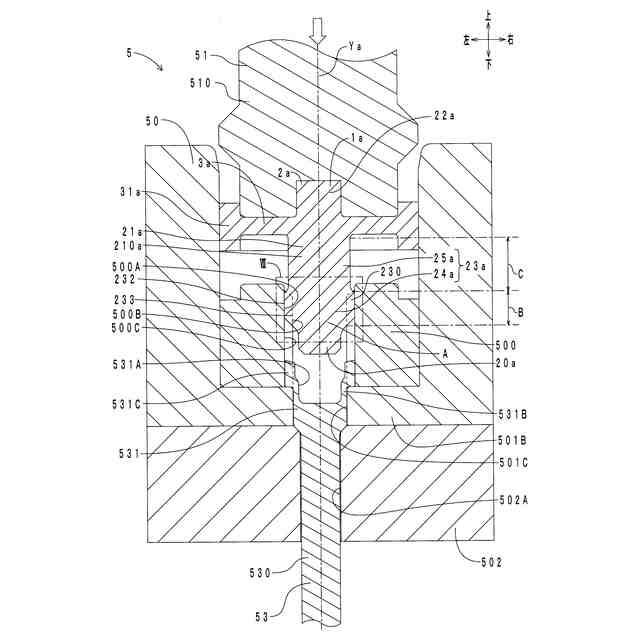
前記ノックアウトピンは、隣り合う一対の前記歯型間の歯溝に沿って移動する排出歯を有し、
前記排出歯が、前側から、前記歯溝に充填された前記はすばを、前記歯溝の延在方向に沿って押し出すことにより、前記歯車部材を前記成形孔から押し出すことを特徴とする鍛造金型。
発明の詳細な説明
【技術分野】
【0001】
本開示は、歯車部材の製造方法、歯車部材、および歯車部材の製造方法に用いられる鍛造金型に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
はすば歯車部材は、例えば、切削加工により製造される。はすばは、ワークの外周面を、ホブ(複数のスパイラル歯を有する切削工具)で切削することにより、成形される。しかしながら、切削加工の場合、ワークから切粉が発生し、材料歩留まりが悪い。また、はすばの歯数や送り幅に比例して、加工時間が長くなってしまう。
【0003】
この点、特許文献1には、冷間鍛造により、はすば歯車部材を製造する方法が開示されている。同文献記載の製造方法によると、ワークから切粉が発生せず、材料歩留まりがよい。また、はすばの歯数の多少や送り幅によらず、加工時間が短い。
【0004】
同文献記載の製造方法は、平歯車成形工程と、はすば歯車成形工程と、を有している。平歯車成形工程においては、ワークを前段金型に押し込むことにより、ワークに平歯車を成形する。はすば歯車成形工程においては、ワークを捻りながら、前段金型で成形された平歯車を後段金型に押し込むことにより、はすば歯車を成形する。
【先行技術文献】
【特許文献】
【0005】
特開2019-171402号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、同文献の製造方法は、冷間鍛造を用いている。本発明者が冷間鍛造による歯車部材の成形を検討したところ、ワークを金型の成形孔に押し込む際、成形荷重の上昇により、ワークの未成形部分(未だ歯型に干渉していない部分)が成形孔外で径方向外側に膨張し、結果、ワークを成形孔に押し込むことが困難になるとの知見を得た。
【0007】
そこで、本開示は、ワークを成形孔に押し込みやすく、はすばの強度を高くすることが可能な歯車部材の製造方法、歯車部材、および歯車部材の製造方法に用いられる鍛造金型を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)上記課題を解決するため、本開示の歯車部材の製造方法は、複数のはすばが配置されたはすば区間を有する軸部を備え、前記はすば区間の内部には、複数の鍛流線が存在しており、前記鍛流線は、複数の前記はすば間に亘って連続しており、前記はすばの歯先よりも、前記はすばの歯底の方が、鍛流線密度が高い歯車部材の製造方法であって、前記はすば区間に対応すると共に、加熱区間と、前記加熱区間の後側に連なる伝熱区間と、が配置されたはすば予定区間を有する前記軸部を備えるワークの、前記加熱区間を含み前記伝熱区間を含まない区間を加熱する部分加熱工程と、前記はすばに対応する複数の歯型を有する成形孔に前記ワークの前記軸部を押し込み、前記部分加熱工程において加熱された前記加熱区間から前記伝熱区間への伝熱を利用して、前側から後側に向かって前記伝熱区間を加熱し、前記はすば予定区間に前記はすばを成形する鍛造工程と、を有することを特徴とする。
【0009】
本構成の歯車部材の製造方法は、部分加熱工程と、鍛造工程と、を有する。部分加熱工程においては、ワークのはすば予定区間(加熱区間、伝熱区間)のうち、加熱区間が加熱される。
【0010】
鍛造工程においては、成形孔に軸部を押し込むのに伴い、歯型に堰き止められた軸部の肉が、相対的に、軸部を前側(押込方向(成形孔に軸部を圧入する方向)前側)から後側(押込方向後側)に移動する。このため、当該肉を介して、加熱区間の熱が、伝熱区間に伝わる。また、当該熱は、伝熱区間を前側から後側に移動する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
3か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
12日前
株式会社アマダ
曲げ金型
1か月前
株式会社西田製作所
パンチャーヘッド
4か月前
工機ホールディングス株式会社
ニブラ
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ紡織株式会社
プレス装置
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社アマダ
プレスブレーキ
2か月前
株式会社TMEIC
制御システム
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
22日前
株式会社TMEIC
誘導加熱装置
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
2か月前
トヨタ自動車株式会社
金属部材の製造方法
23日前
日産自動車株式会社
金属板の曲げ加工方法
4か月前
トヨタ紡織株式会社
パンチ及びプレス金型
4か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
1か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
2日前
トヨタ自動車株式会社
鋼板部材及びその製造方法
26日前
トリックス株式会社
セレーションの製造方法
1か月前
三協オイルレス工業株式会社
リフタユニット
3か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ