TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097074
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213141
出願日
2023-12-18
発明の名称
成形条件調整方法、及び、成形条件調整装置
出願人
東洋製罐株式会社
代理人
個人
,
個人
主分類
B29C
49/78 20060101AFI20250623BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ブロー成形における成形条件を適切に調整することを可能とする成形条件調整方法を提供する。
【解決手段】成形条件調整装置3による成形条件調整方法は、複数の装置設定値に従って動作する成形体製造装置により被成形体をブロー成形して中空状の成形体を製造するときの成形条件を調整する。成形条件調整方法は、被成形体及び成形体に関する複数の調整項目を、複数の調整項目に対して予め定められた調整順序に従って調整する複数の調整ステップS20~S50を含む。複数の調整ステップS20~S50の各々は、調整項目に関する装置設定値を、複数の設定方法のうち少なくとも1つの設定方法により設定することにより、当該調整項目を調整する。
【選択図】 図11
特許請求の範囲
【請求項1】
コンピュータを用いて、複数の装置設定値に従って動作する成形体製造装置により被成形体をブロー成形して中空状の成形体を製造するときの成形条件を調整する成形条件調整方法であって、
前記被成形体及び前記成形体に関する複数の調整項目を、複数の前記調整項目に対して予め定められた調整順序に従って調整する複数の調整ステップを含み、
複数の前記調整ステップの各々は、
前記調整項目に関する前記装置設定値を、複数の設定方法のうち少なくとも1つの前記設定方法により設定することにより、当該調整項目を調整する、
成形条件調整方法。
続きを表示(約 1,600 文字)
【請求項2】
複数の前記調整ステップの各々は、
前記調整項目に関する前記装置設定値を、複数の前記設定方法に対して予め定められた設定順序に従って、複数の前記設定方法により設定する複数の設定処理を行う、
請求項1に記載の成形条件調整方法。
【請求項3】
複数の前記調整ステップの各々は、
前記設定順序の早い順に行われた前記設定処理により設定された前記装置設定値にて前記調整項目に対する目標値が満たされたか否かを判定し、
前記目標値が満たされた場合、前記調整項目の調整を終了し、
前記目標値が満たされない場合、次の前記設定順序の前記設定方法による前記設定処理に進むことにより、前記調整項目の調整を継続する、
請求項2に記載の成形条件調整方法。
【請求項4】
複数の前記調整ステップの各々は、
複数の前記設定方法に対して前記調整項目に関して粗調整を行うための前記設定方法の設定順序が早く定められ、前記調整項目に関して微調整を行うための前記設定方法の設定順序が遅く定められた前記設定順序に従って、複数の前記設定処理を行う、
請求項2に記載の成形条件調整方法。
【請求項5】
前記調整順序が2番目以降に定められた前記調整ステップの各々は、
前記設定順序が最初に定められた前記設定方法として、前記調整順序が1つ前の前記調整ステップの最後に行われた前記設定方法とは異なる前記設定方法により前記装置設定値を設定する前記設定処理を行う、
請求項2に記載の成形条件調整方法。
【請求項6】
前記調整順序が2番目以降に定められた前記調整ステップのうち少なくとも1つの前記調整ステップは、
前記設定順序が最初に定められた前記設定方法として、他の前記調整ステップで既に行われた前記設定方法とは異なる前記設定方法により前記装置設定値を設定する前記設定処理を行う、
請求項5に記載の成形条件調整方法。
【請求項7】
前記調整順序が2番目以降に定められた前記調整ステップのうち少なくとも1つの前記調整ステップは、
前記設定順序が2番目以降に定められた前記設定方法のうち少なくとも1つの前記設定方法として、他の前記調整ステップで既に行われた前記設定方法と共通の前記設定方法により前記装置設定値を設定する前記設定処理を行う、
請求項6に記載の成形条件調整方法。
【請求項8】
複数の前記調整項目は、
前記被成形体の温度と、前記成形体の質量分布と、前記成形体の高さと、前記成形体の内容積とのうち少なくとも1つを含み、
複数の前記調整ステップは、
前記被成形体の温度を調整する調整ステップと、
前記成形体の質量分布を調整する調整ステップと、
前記成形体の高さを調整する調整ステップと、
前記成形体の内容積を調整する調整ステップとのうち少なくとも1つの調整ステップを含む、
請求項1に記載の成形条件調整方法。
【請求項9】
複数の前記調整項目は、
前記被成形体の温度と、前記成形体の質量分布と、前記成形体の高さ及び前記成形体の内容積の少なくとも一方とを含み、
複数の前記調整ステップは、
前記被成形体の温度を調整する調整ステップと、
前記成形体の質量分布を調整する調整ステップと、
前記成形体の高さを調整する調整ステップ、及び、前記成形体の内容積を調整する調整ステップのうち少なくとも一方の調整ステップとを少なくとも含む、
請求項1に記載の成形条件調整方法。
【請求項10】
前記被成形体の温度に対する前記調整順序は、他の前記調整項目に対する前記調整順序よりも早く定められた、
請求項9に記載の成形条件調整方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形条件調整方法、及び、成形条件調整装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、被成形体(プリフォームやパリソン等)をブロー成形し、中空状の成形体(ボトル等)を製造するための装置として、成形体製造装置が用いられている。成形体製造装置は、例えば、被成形体の加熱工程、延伸工程、ブロー成形工程を行うことにより、被成形体から成形体を製造する装置である(例えば、特許文献1参照)
【先行技術文献】
【特許文献】
【0003】
特開2007-045119号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
被成形体の加熱工程、延伸工程、ブロー成形工程等の各工程を経て製造される成形体の形状や品質は、各工程における温度、圧力、時間等の各種の成形条件に影響される。そのため、複数の調整項目について目標とする成形体の形状や品質を得るためには、成形体の生産前に各工程の成形条件を調整する条件出しの作業が必要となるが、成形条件には様々な組み合わせがあるため、熟練者の経験や勘に依るところが大きく、非常に困難な作業であった。
【0005】
本発明は、上記のような課題を解決するためになされたものであり、ブロー成形における成形条件を適切に調整することを可能とする成形条件調整方法、及び、成形条件調整装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の一態様に係る成形条件調整方法は、
コンピュータを用いて、複数の装置設定値に従って動作する成形体製造装置により被成形体をブロー成形して中空状の成形体を製造するときの成形条件を調整する成形条件調整方法であって、
前記被成形体及び前記成形体に関する複数の調整項目を、複数の前記調整項目に対して予め定められた調整順序に従って調整する複数の調整ステップを含み、
複数の前記調整ステップの各々は、
前記調整項目に関する前記装置設定値を、複数の設定方法のうち少なくとも1つの前記設定方法により設定することにより、当該調整項目を調整する。
【発明の効果】
【0007】
本発明に係る成形条件調整方法、及び、成形条件調整装置によれば、複数の調整ステップの各々が、予め定められた調整順序に従って複数の調整項目を調整する際、調整項目に関する装置設定値を、複数の設定方法のうち少なくとも1つの設定方法により設定することにより、当該調整項目を調整する。したがって、ブロー成形における成形条件を適切に調整することができる。
【図面の簡単な説明】
【0008】
ボトル製造管理システム1の一例を示す概略図である。
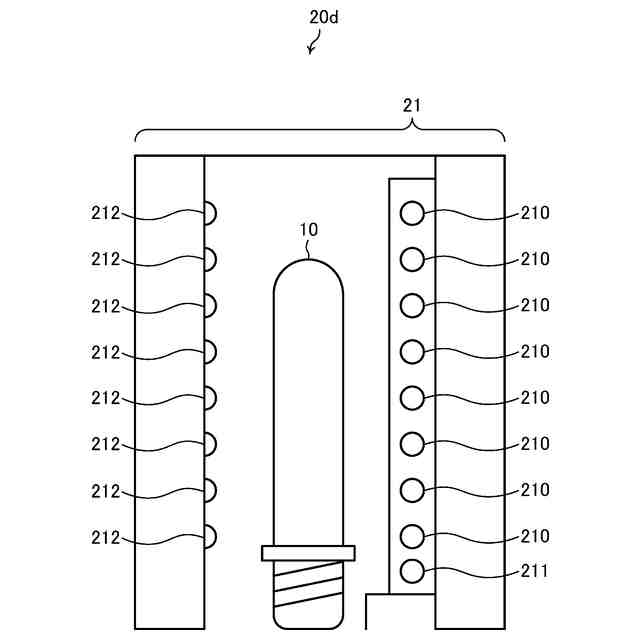
プリフォーム加熱装置20dの一例を示す概略正面図である。
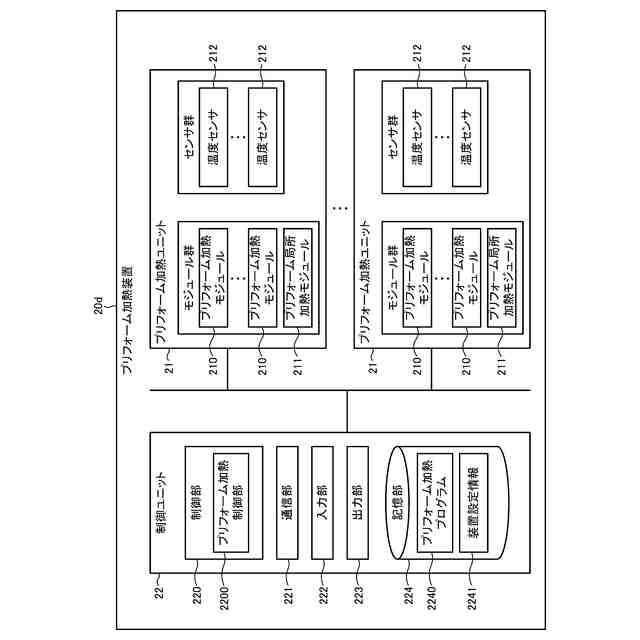
プリフォーム加熱装置20dの一例を示すブロック図である。
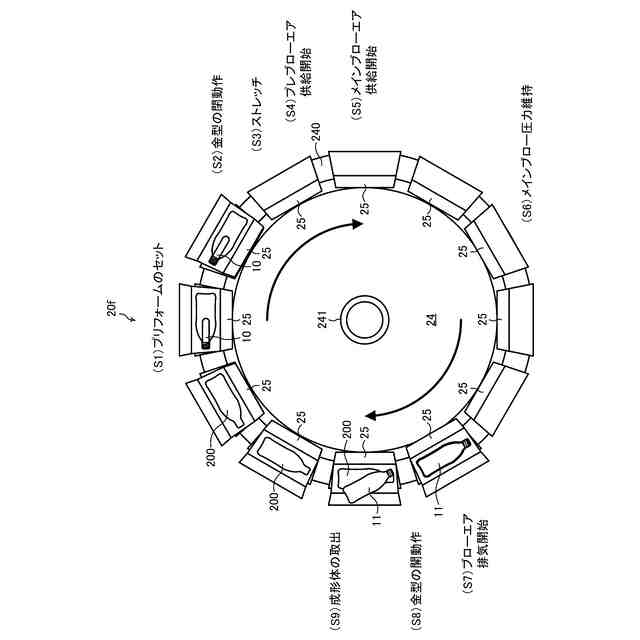
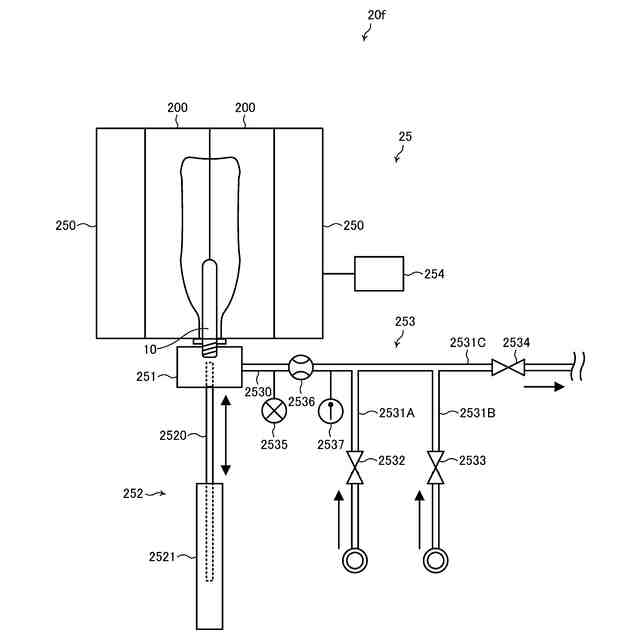
ブロー成形装置20fの一例を示す概略平面図である。
成形ユニット25の一例を示す概略構成図である。
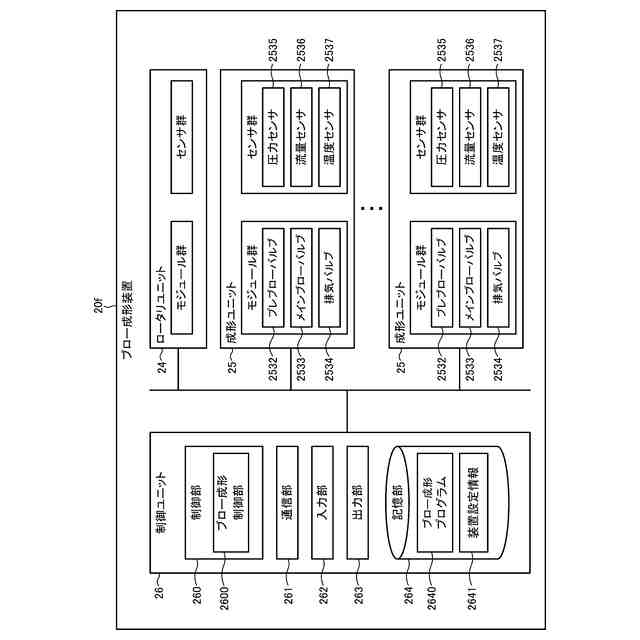
ブロー成形装置20fの一例を示すブロック図である。
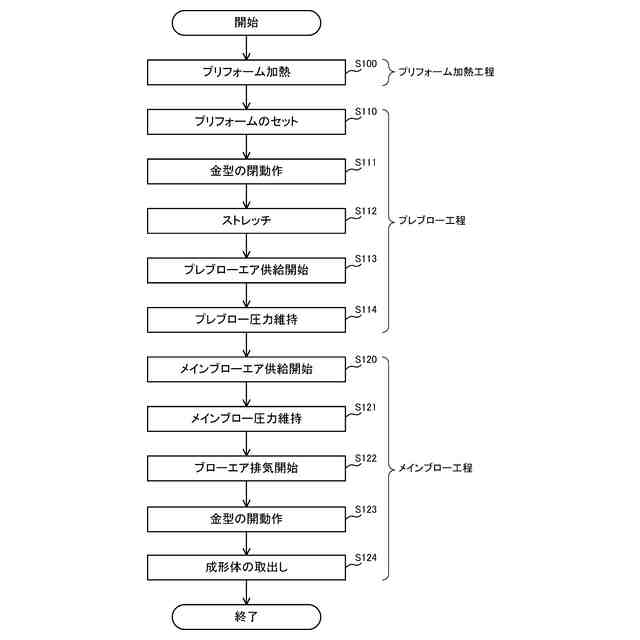
ボトル製造工程の流れを示すフローチャートである。
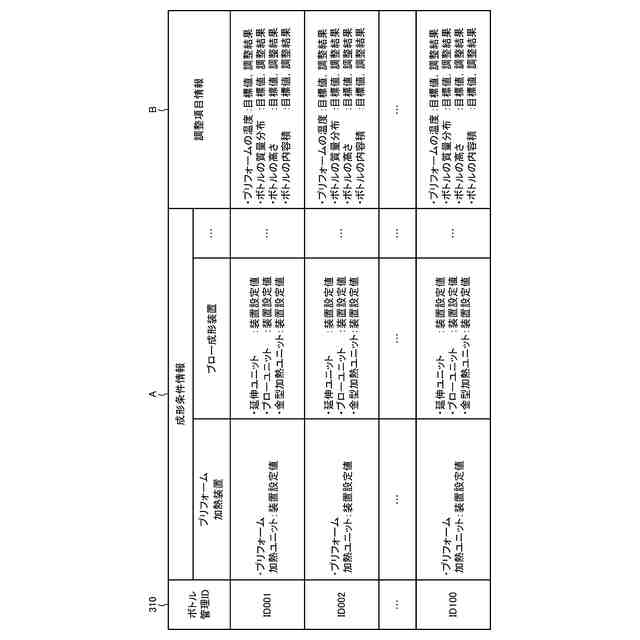
データベース310の一例を示すデータ構成図である。
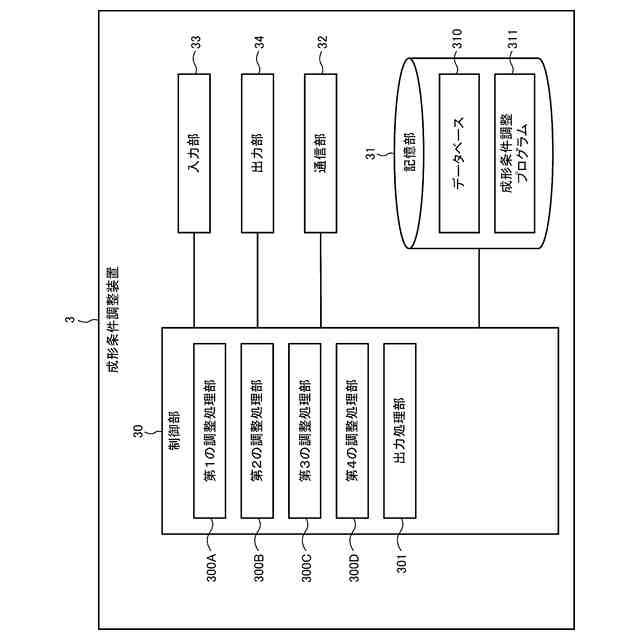
成形条件調整装置3の一例を示すブロック図である。
各装置を構成するコンピュータ900の一例を示すハードウエア構成図である。
成形条件調整装置3による成形条件調整方法の一例を示すフローチャートである。
プリフォーム10の温度を調整する調整ステップ(ステップS20)の詳細を示すフローチャートである。
ボトル11の質量分布を調整する調整ステップ(ステップS30)の詳細を示すフローチャートである。
ボトル11の高さを調整する調整ステップ(ステップS40)の詳細を示すフローチャートである。
ボトル11の内容積を調整する調整ステップ(ステップS50)の詳細を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、図面を参照して本発明を実施するための実施形態について説明する。以下では、本発明の目的を達成するための説明に必要な範囲を模式的に示し、本発明の該当部分の説明に必要な範囲を主に説明することとし、説明を省略する箇所については公知技術によるものとする。
【0010】
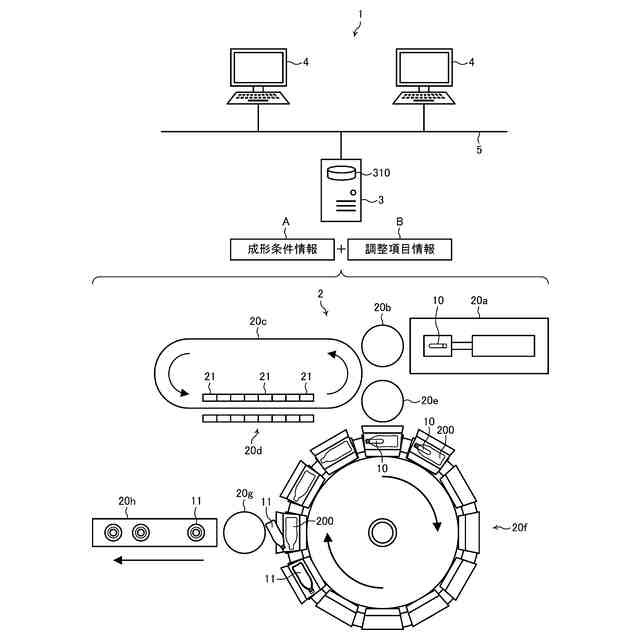
(ボトル製造管理システム1の構成)
図1は、ボトル製造管理システム1の一例を示す概略図である。ボトル製造管理システム1は、被成形体をブロー成形して中空状の成形体を製造するシステムとして機能する。また、ボトル製造管理システム1は、被成形体、成形体、成形条件等に関する各種の情報を管理するシステムである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東洋製罐株式会社
容器
1か月前
東洋製罐株式会社
充填包装方法
18日前
東洋製罐株式会社
金属容器の製造方法
6日前
東洋製罐株式会社
内容物充填済み容器の評価方法
15日前
東洋製罐株式会社
鉄系酸素吸収剤含有層を備えた多層容器
15日前
東洋製罐株式会社
成形条件調整方法、及び、成形条件調整装置
2か月前
東洋製罐株式会社
缶容器
7日前
東洋製罐株式会社
パウチ製造方法、パウチ製造装置、およびポイント用工具セット
21日前
東洋製罐株式会社
塑性加工用樹脂被覆金属板及び該金属板を用いての金属製有底筒状体の製造方法
25日前
東洋製罐株式会社
樹脂被覆アルミニウムシームレス缶、樹脂被覆アルミニウム板、絞りしごき缶
12日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
グンゼ株式会社
ピン
9か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社FTS
ロッド
7か月前
株式会社カワタ
計量混合装置
3か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
フィルムの製造方法。
1か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社シロハチ
真空チャンバ
10か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
成形装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
NOK株式会社
樹脂ゴム複合体
13日前
株式会社リコー
画像形成システム
9か月前
株式会社コスメック
射出成形装置
3か月前
株式会社不二越
射出成形機
20日前
株式会社不二越
射出成形機
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ