TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088384
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203062
出願日
2023-11-30
発明の名称
線材送り装置及び送材方法
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
個人
,
個人
,
個人
主分類
B21F
23/00 20060101AFI20250604BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】線材を滑りなく確実に間欠的に送出できる線材送り装置を提供する。
【解決手段】線材送り装置STは、線材mが巻かれたボビンから線材mを張力Tを付与して送り出す送出装置91と、ボビンから送りだされた線材mを直線状に矯正する矯正装置92と、矯正装置92で矯正された線材mを所定の挟持力Faで挟持するグリッパ3G及びグリッパ3Gを送出装置91とは反対方向にフィード力Ftを付与して移動させるフィーダ3Fを有するフィード装置93とを備える。フィード力Ftは、線材mを挟持していない状態のフィーダ3Fを移動させる際に生じる抵抗力F1Fと線材mの質量に関わる慣性力m1Fと線材mにかかる抵抗力Fn1と各部位に生じる摩擦力eFとの合力よりも大きく、かつ線材mにかかる抵抗力Fn1と各部位に生じる摩擦力eFとの合力は、挟持力Faで生じる線材mとグリッパ3Gとの間の最大静止摩擦力FNmよりも小さい。
【選択図】図8
特許請求の範囲
【請求項1】
線材が巻かれたボビンから、前記線材を、張力を付与して送り出す送出装置と、
前記ボビンから送りだされた前記線材を直線状に矯正する矯正装置と、
前記矯正装置で矯正された前記線材を所定の挟持力で挟持するグリッパ及び前記グリッパを前記送出装置とは反対方向にフィード力を付与して移動させるフィーダを有するフィード装置と、
を備え、
前記フィード力は、前記線材を挟持していない状態の前記フィーダを移動させる際に生じる抵抗力と、前記線材の質量に関わる慣性力と、前記線材にかかる抵抗力と各部位に生じる摩擦力との合力よりも大きく、かつ、前記線材にかかる抵抗力と各部位に生じる摩擦力との合力は、前記挟持力で生じる前記線材と前記グリッパとの間の最大静止摩擦力よりも小さい、線材送り装置。
続きを表示(約 310 文字)
【請求項2】
前記線材を前記グリッパで挟持していないときに固定する線材押さえ部を備え、
前記線材押さえ部での最大静止摩擦力は、前記フィーダを移動させる際に生じる前記抵抗力と、前記抵抗力を弱める負の抵抗力との合力を超える請求項1記載の線材送り装置。
【請求項3】
前記線材を搬送中に、前記グリッパで挟持されている前記線材の挟持面及び前記線材を挟持している前記グリッパの挟持面は、相対移動しない請求項1又は請求項2記載の線材送り装置。
【請求項4】
線材を線材送り装置で移送する送材方法であって、
前記線材送り装置を請求項2記載の線材送り装置とする送材方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、線材送り装置及び送材方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1に、リールに巻かれた線材をフィードローラによってリールから巻き出して線材加工装置に供給する線材送り装置が記載されている。この線材送り装置は、リールとフィードローラとの間に線材が掛けられる可動ローラが配置されており、供給側の張力変動に対し可動ローラの位置が移動して線材の経路長を調整することで線材の弛みを抑制し、線材を安定した張力でリールから連続的に送り出すことができる。
【先行技術文献】
【特許文献】
【0003】
特許第4044409号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
加工装置が線材に対し曲げ加工或いはコイリング加工などを施す場合に、線材送り装置は加工装置に対し間欠的に線材を供給する必要がある。この場合、特許文献1に記載されたようなフィードローラではなく、グリッパによって線材を挟持して加工装置に向け送るフィード装置が用いられるが、このフィード装置に対し線材を滑りなく確実に間欠的に送出できることが望まれている。
【課題を解決するための手段】
【0005】
上記の課題を解決するために、本発明の1又はそれ以上の実施形態の第1の態様は、線材が巻かれたボビンから、前記線材を、張力を付与して送り出す送出装置と、前記ボビンから送りだされた前記線材を直線状に矯正する矯正装置と、前記矯正装置で矯正された前記線材を所定の挟持力で挟持するグリッパ及び前記グリッパを前記送出装置とは反対方向にフィード力を付与して移動させるフィーダを有するフィード装置と、を備え、前記フィード力は、前記線材を挟持していない状態の前記フィーダを移動させる際に生じる抵抗力と、前記線材の質量に関わる慣性力と、前記線材にかかる抵抗力と各部位に生じる摩擦力との合力よりも大きく、かつ、前記線材にかかる抵抗力と各部位に生じる摩擦力との合力は、前記挟持力で生じる前記線材と前記グリッパとの間の最大静止摩擦力よりも小さい、線材送り装置である。
よりも小さい、線材送り装置である。
【0006】
本発明の1又はそれ以上の実施形態の第2の態様は、線材を線材送り装置で移送する送材方法であって、前記線材送り装置を、第1の態様において、前記線材を前記グリッパで挟持していないときに固定する線材押さえ部を備え、前記線材押さえ部での最大静止摩擦係数は、前記フィーダを移動させる際に生じる前記抵抗力と、前記抵抗力を弱める負の抵抗力との合力を超える請求項2記載の線材送り装置とする送材方法である。
【発明の効果】
【0007】
本発明の1又はそれ以上の実施形態に係る線材送り装置によれば、線材を滑りなく確実に間欠的に送出できる。
【図面の簡単な説明】
【0008】
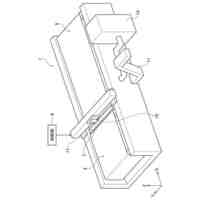
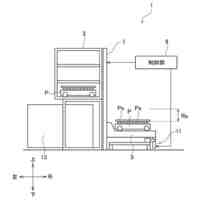
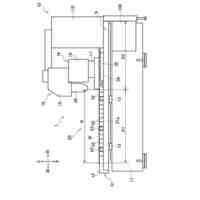
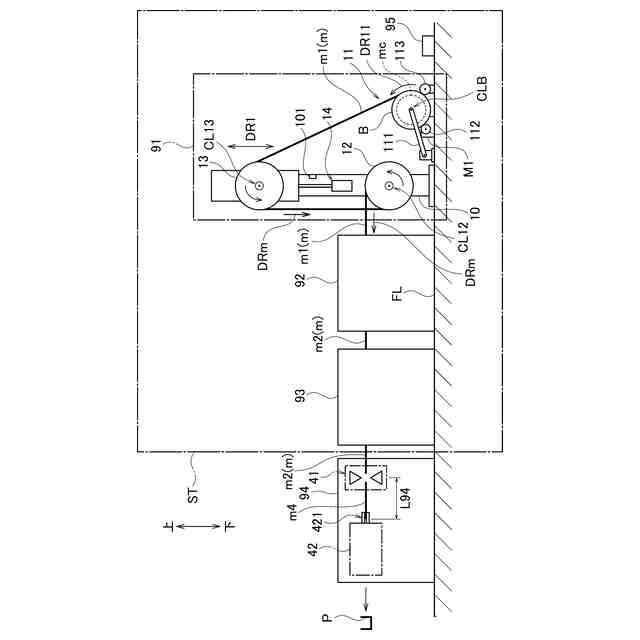
図1は、本発明の一態様の線材送り装置STの概略構成を示す側面図である。
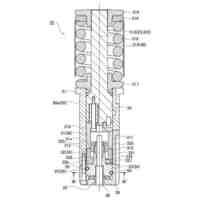
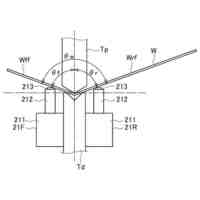
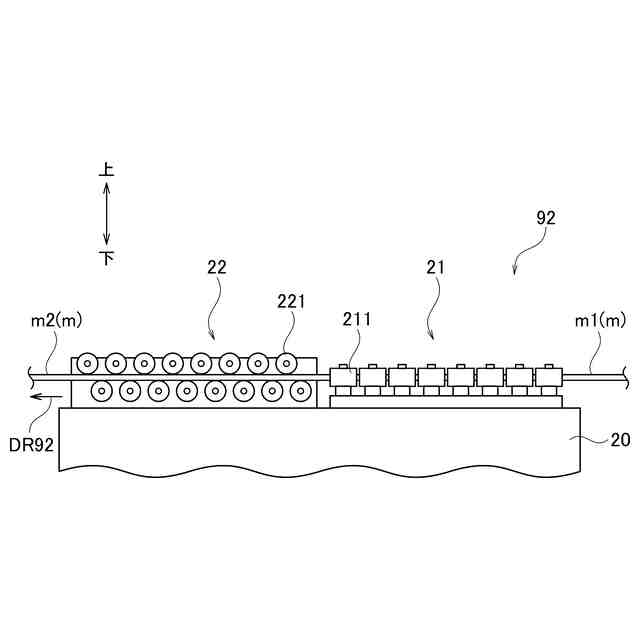
図2は、線材送り装置STが備える矯正装置92を示す側面図である。
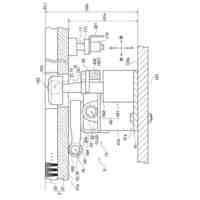
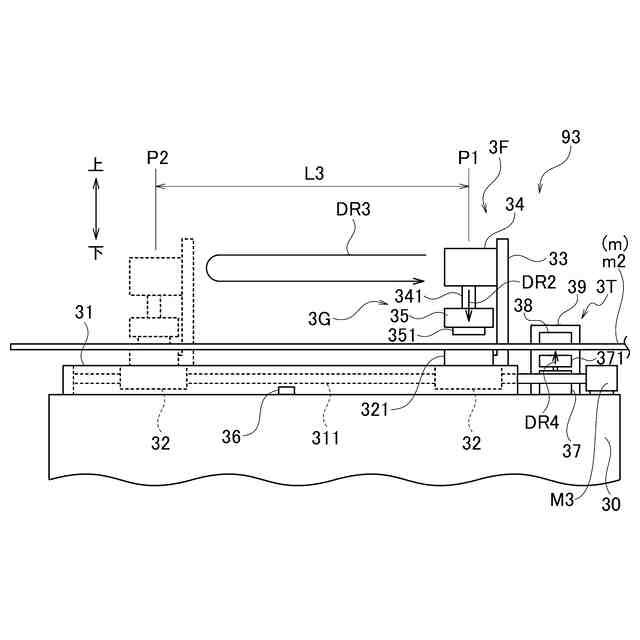
図3は、線材送り装置STが備えるフィード装置93を示す側面図である。
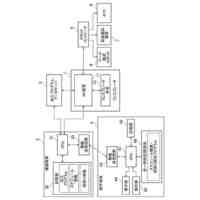
図4は、線材送り装置STのブロック図である。
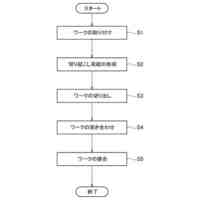
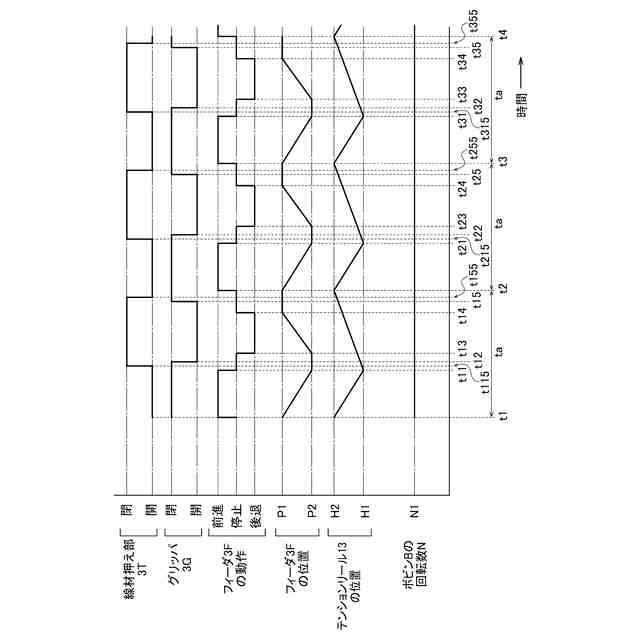
図5は、線材送り装置STの動作を説明するためのタイミング図である。
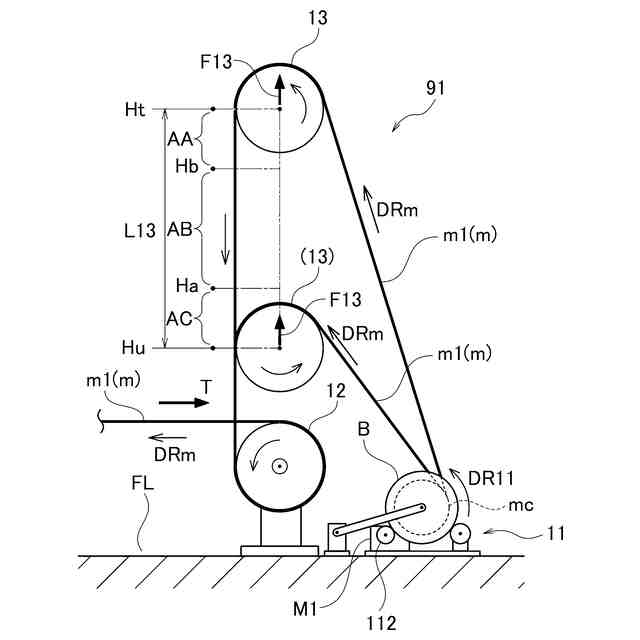
図6は、線材送り装置STが備える送出装置91の動作を説明するための側面図である。
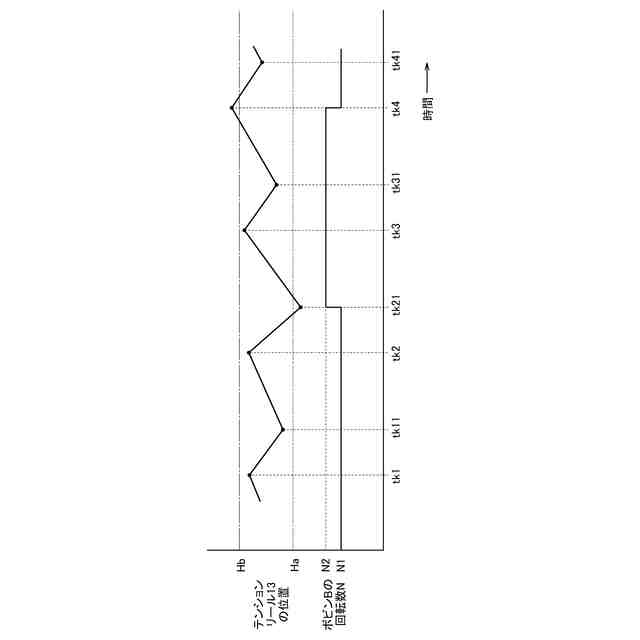
図7は、送出装置91のテンションリール13の位置推移とボビンBの回転数との関係を説明するためのグラフである。
図8は、フィード装置93のフィード力を説明するための模式図である。
【発明を実施するための形態】
【0009】
本発明の実施形態の一態様である線材送り装置STの概略構成について、図1を参照して説明する。線材送り装置STは、加工装置94に対して線材を供給する装置である。図1において、上下方向を図に矢印で示した方向とする。この例における上下方向は鉛直方向である。線材は例えば平角線であるが、これに限定されない。
【0010】
図1において、加工装置94は、切断部41及び加工部42を備えている。切断部41は、線材送り装置STから概ね水平姿勢で供給された線材mを所定長さで切断し切断線材m4とする。加工部42は、切断線材m4に対し曲げ加工などを施して製品Pとして外部に排出する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
プレスブレーキ
7日前
株式会社アマダ
レーザ切断加工機
今日
株式会社アマダ
レーザ加工システム
1日前
株式会社アマダ
板材加工機のテーブル構造
今日
株式会社アマダ
加工スケジュール設定装置
6日前
株式会社アマダ
線材送り装置及び送材方法
1か月前
株式会社アマダ
板材保護シートの剥離用金型
27日前
株式会社アマダ
ワーク接合方法及びワーク接合体
8日前
株式会社アマダ
プレスブレーキ及びプレスブレーキ制御方法
14日前
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
2か月前
株式会社アマダ
レーザ加工機
19日前
株式会社アマダ
板金の溶接方法、加工プログラムの作成方法及び加工プログラム作成装置
2か月前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
6か月前
トヨタ自動車株式会社
金型装置
6か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
7か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
株式会社不二越
NC転造盤
26日前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ