TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084328
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198156
出願日
2023-11-22
発明の名称
レーザ加工機及び光学素子の中心位置補正方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/064 20140101AFI20250527BHJP(工作機械;他に分類されない金属加工)
要約
【課題】リアルタイムで光学素子の中心位置を補正することによって加工途中に光学素子の中心位置が変化しても加工品質の低下を防止する。
【解決手段】レーザ加工機1の制御部11は、検出部7で検出されたリングビームの光強度分布から光強度の最大値と最小値を検出し、リングビームの光強度分布の中心から最大値が検出された方向を光学素子の中心位置が変化した変化方向として検出し、検出された最大値と最小値の比率をリングビームの光強度比率として算出し、記憶部9に記憶されたガウシアンビームの光強度分布をガウシアンビームのビーム中心からの距離で2つの領域に分割し、分割された2つの領域の比率がリングビームの光強度比率と一致する距離を、光学素子の中心位置が変化した変化量として算出し、変化量と変化方向とに基づいて光学素子の中心位置がガウシアンビームのビーム中心と一致するように補正する。
【選択図】図1
特許請求の範囲
【請求項1】
ガウシアンビームをリングビームに変換する光学素子と、
前記リングビームの光強度分布を検出する検出部と、
前記ガウシアンビームの光強度分布を記憶する記憶部と、
前記光学素子の中心位置を補正する制御を実行する制御部と、を備え、
前記制御部は、
前記検出部で検出された前記リングビームの光強度分布から光強度の最大値と最小値を検出し、
前記リングビームの光強度分布の中心から前記最大値が検出された方向を、前記光学素子の中心位置が変化した変化方向として検出し、
検出された前記最大値と前記最小値の比率を、前記リングビームの光強度比率として算出し、
前記記憶部に記憶された前記ガウシアンビームの光強度分布を、前記ガウシアンビームのビーム中心からの距離で2つの領域に分割し、分割された2つの領域の比率が、前記リングビームの光強度比率と一致する前記距離を、前記光学素子の中心位置が変化した変化量として算出し、
前記変化量と前記変化方向とに基づいて、前記光学素子の中心位置が前記ガウシアンビームのビーム中心と一致するように補正する
レーザ加工機。
続きを表示(約 770 文字)
【請求項2】
前記制御部は、前記リングビームの光強度分布の中心から前記変化方向と反対方向になる光強度を、前記最小値として検出する
請求項1に記載のレーザ加工機。
【請求項3】
前記制御部は、前記リングビームの光強度分布を所定の角度間隔で分割し、前記角度間隔毎に前記光強度のピーク値を検出し、検出した前記ピーク値の中で最大のピーク値を前記最大値として検出する
請求項1に記載のレーザ加工機。
【請求項4】
前記制御部は、前記最大値から所定の割合だけ低い光強度を算出し、算出した前記光強度となる2つの方向の中央の方向を、前記変化方向として検出する
請求項1に記載のレーザ加工機。
【請求項5】
レーザ加工機のガウシアンビームを光学素子でリングビームに変換し、
前記リングビームの光強度分布を検出部で検出し、
前記検出部で検出された前記リングビームの光強度分布から光強度の最大値と最小値を検出し、
前記リングビームの光強度分布の中心から前記最大値が検出された方向を、前記光学素子の中心位置が変化した変化方向として検出し、
検出された前記最大値と前記最小値の比率を、前記リングビームの光強度比率として算出し、
記憶部に記憶された前記ガウシアンビームの光強度分布を、前記ガウシアンビームのビーム中心からの距離で2つの領域に分割し、分割された2つの領域の比率が、前記リングビームの光強度比率と一致する前記距離を、前記光学素子の中心位置が変化した変化量として算出し、
前記変化量と前記変化方向とに基づいて、前記光学素子の中心位置が前記ガウシアンビームのビーム中心と一致するように補正する
光学素子の中心位置補正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機及び光学素子の中心位置補正方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、レーザビームの光路にアキシコンレンズ等の光学素子を挿入して、レーザビームのビームプロファイルを変更するレーザ加工装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-116603号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来のレーザ加工装置では、レーザビームによる熱や外部環境の温度変化等によって、光学素子の中心位置がレーザビームのビーム中心から許容値以上に変化してしまうことがある。加工途中に光学素子の中心位置が変化すると、材料に照射されるレーザビームの特性が変化するので、加工品質が低下してしまうという問題点があった。
【課題を解決するための手段】
【0005】
一又はそれ以上の実施形態の第1の態様は、ガウシアンビームをリングビームに変換する光学素子と、前記リングビームの光強度分布を検出する検出部と、前記ガウシアンビームの光強度分布を記憶する記憶部と、前記光学素子の中心位置を補正する制御を実行する制御部と、を備え、前記制御部は、前記検出部で検出された前記リングビームの光強度分布から光強度の最大値と最小値を検出し、前記リングビームの光強度分布の中心から前記最大値が検出された方向を、前記光学素子の中心位置が変化した変化方向として検出し、検出された前記最大値と前記最小値の比率を、前記リングビームの光強度比率として算出し、前記記憶部に記憶された前記ガウシアンビームの光強度分布を、前記ガウシアンビームのビーム中心からの距離で2つの領域に分割し、分割された2つの領域の比率が、前記リングビームの光強度比率と一致する前記距離を、前記光学素子の中心位置が変化した変化量として算出し、前記変化量と前記変化方向とに基づいて、前記光学素子の中心位置が前記ガウシアンビームのビーム中心と一致するように補正するレーザ加工機である。
【0006】
一又はそれ以上の実施形態の第2の態様は、レーザ加工機のガウシアンビームを光学素子でリングビームに変換し、前記リングビームの光強度分布を検出部で検出し、前記検出部で検出された前記リングビームの光強度分布から光強度の最大値と最小値を検出し、前記リングビームの光強度分布の中心から前記最大値が検出された方向を、前記光学素子の中心位置が変化した変化方向として検出し、検出された前記最大値と前記最小値の比率を、前記リングビームの光強度比率として算出し、記憶部に記憶された前記ガウシアンビームの光強度分布を、前記ガウシアンビームのビーム中心からの距離で2つの領域に分割し、分割された2つの領域の比率が、前記リングビームの光強度比率と一致する前記距離を、前記光学素子の中心位置が変化した変化量として算出し、前記変化量と前記変化方向とに基づいて、前記光学素子の中心位置が前記ガウシアンビームのビーム中心と一致するように補正する光学素子の中心位置補正方法である。
【発明の効果】
【0007】
一又はそれ以上の実施形態に係るレーザ加工機及び光学素子の中心位置補正方法によれば、リアルタイムで光学素子の中心位置を補正できるので、加工途中に光学素子の中心位置が変化しても加工品質の低下を防止することができる。
【図面の簡単な説明】
【0008】
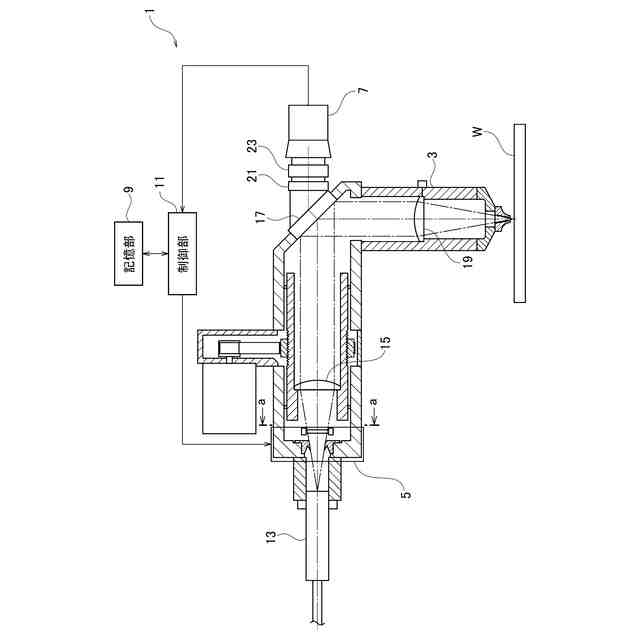
図1は、一実施形態に係るレーザ加工機が備える加工ヘッドの構成を示す断面図である。
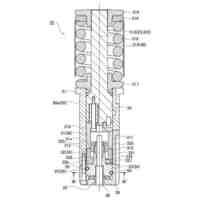
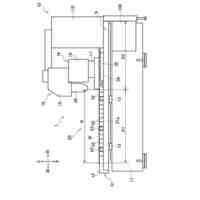
図2は、一実施形態に係るレーザ加工機のモード変換装置の構造を示す断面図である。
図3は、モード変換装置においてシリンダが移動した状態を示す断面図である。
図4は、一実施形態に係るレーザ加工機による光学素子の中心位置補正処理の処理手順を示すフローチャートである。
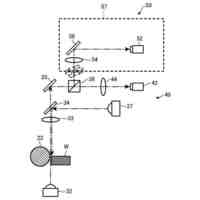
図5は、一実施形態に係るレーザ加工機の検出部で検出されたリングビームの光強度分布を示す図である。
図6は、リングビームの光強度分布の任意の断面における光強度を示す図である。
図7は、リングビームの光強度分布を所定の角度間隔で分割して検出した光強度のピーク値をプロットした図である。
図8は、リングビームの光強度分布を所定の角度間隔で分割して検出した光強度のピーク値をプロットした図である。
図9は、一実施形態に係るレーザ加工機の記憶部に記憶されたガウシアンビームの光強度分布を示す図である。
図10は、光学素子の中心位置の変化によるリングビームの光強度分布の変化を説明するための図である。
図11は、ガウシアンビームの光強度分布を表す関数を示す図である。
図12は、ガウシアンビームの光強度分布を表す関数を離散化して示す図である。
図13は、ガウシアンビームの光強度分布を表す関数を離散化して2つの領域に分割した図である。
図14は、光学素子の中心位置が変化した変化量と変化方向とをリングビームの光強度分布に示した図である。
図15は、光学素子の中心位置を補正した後のリングビームの光強度分布を示す図である。
図16は、変形例に係るレーザ加工機のモード変換装置の構造を示す断面図である。
【発明を実施するための形態】
【0009】
[レーザ加工機の構成]
以下、図面を参照し、本実施形態に係るレーザ加工機及び光学素子の中心位置補正方法について説明する。図1は、本実施形態に係るレーザ加工機が備える加工ヘッドの構成を示す断面図である。図1に示すように、本実施形態に係るレーザ加工機1は、加工ヘッド3と、モード変換装置5と、検出部7と、記憶部9と、制御部11とを備えている。
【0010】
レーザ加工機1は、ファイバレーザ発振器又はYAGレーザ発振器などのレーザビームを発振するレーザ発振器(図示省略)に、伝送ファイバ13を介して接続され、レーザ発振器から供給されたレーザビームを材料Wに向けて照射する。伝送ファイバ13から射出されるレーザビームは、ガウシアンビームである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
線材送り装置及び送材方法
1か月前
株式会社アマダ
板材保護シートの剥離用金型
12日前
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
1か月前
株式会社アマダ
レーザ加工機
4日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
18日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め装置
21日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
25日前
株式会社FUJI
工作機械
13日前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
接合方法
3か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接マスク
21日前
株式会社ダイヘン
溶接装置
14日前
有限会社 ナプラ
ソルダペースト
18日前
株式会社ダイヘン
溶接装置
14日前
住友重機械工業株式会社
加工装置
18日前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社ダイヘン
溶接装置
3か月前
大肯精密株式会社
自動送り穿孔機
3か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ