TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025107458
公報種別
公開特許公報(A)
公開日
2025-07-17
出願番号
2025081019,2021156555
出願日
2025-05-14,2021-09-27
発明の名称
レーザ加工機
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/08 20140101AFI20250710BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工機本体周囲へ影響を与えることなく、加工範囲よりも大きいサイズのワークを加工する。
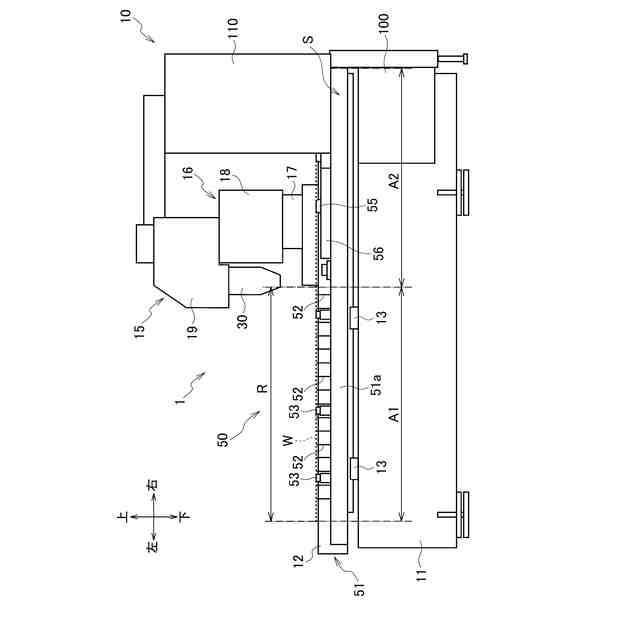
【解決手段】レーザ加工機1は、加工機本体10と、加工機本体10によって支持されて、ワークWが載置されるパレット50と、パレット50に載置されたワークWの上方からレーザビームを照射して、ワークWに対してレーザ加工を行う加工ヘッド30と、を備えている。パレット50は、加工ヘッド30によってレーザ加工が可能な加工範囲においてワークWを支持する加工領域A1と、加工範囲よりも大きいサイズのワークWを支持するために、加工領域A1から第1方向に向かって拡張された拡張領域A2と、を含み、パレット50の拡張領域A2は、加工機本体10において加工範囲Rよりも第1方向側に形成されている空間部Sに収容されている。
【選択図】図1
特許請求の範囲
【請求項1】
加工機本体と、
前記加工機本体によって支持されて、ワークが載置されるパレットと、
前記パレットに載置された前記ワークの上方からレーザビームを照射して、前記ワークに対してレーザ加工を行う加工ヘッドと、を備え、
前記パレットは、
前記加工ヘッドによって前記レーザ加工が可能な加工範囲において前記ワークを支持する加工領域と、
前記加工範囲よりも大きいサイズの前記ワークを支持するために、前記加工領域から第1方向に向かって拡張された拡張領域と、を含み、
前記パレットの前記拡張領域は、前記加工機本体において前記加工範囲よりも前記第1方向側に形成されている空間部に収容されている
レーザ加工機。
続きを表示(約 1,100 文字)
【請求項2】
前記加工機本体は、前記第1方向及び前記第1方向と反対方向である第2方向に沿って前記パレットを移動自在に支持し、
前記パレットは、前記加工領域が前記加工範囲よりも前記第2方向側に引き出される引出位置と、前記加工領域が前記加工範囲にある正規位置との間で移動する
請求項1記載のレーザ加工機。
【請求項3】
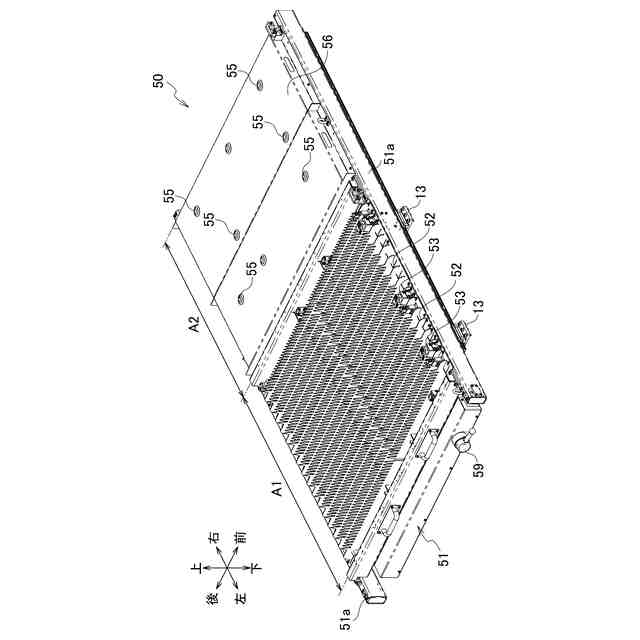
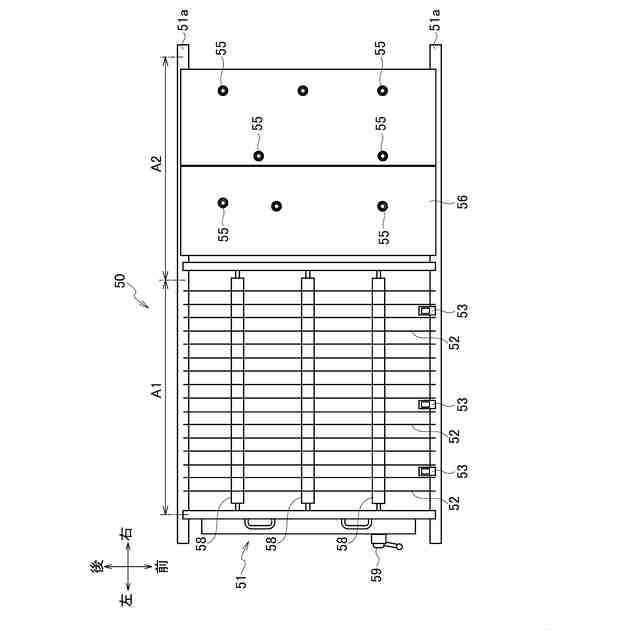
前記パレットは、矩形状の枠体で構成され、
前記加工領域は、
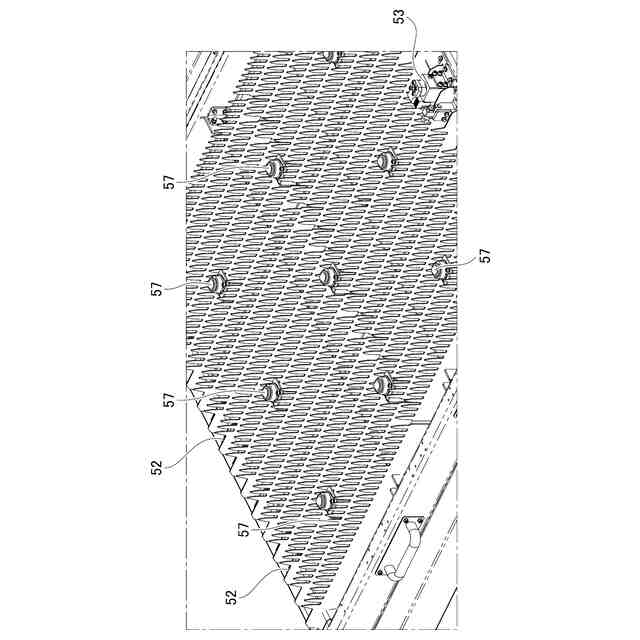
前記枠体を構成する一対のフレーム部材間に跨がるようにそれぞれ配置されて、前記ワークを支持する複数の山形の突出部が設けられた複数の板状部材を有し、
前記拡張領域は、
前記一対のフレーム部材間を覆うように配置されたパレットカバーと
前記パレットカバーよりも上方に突出して前記ワークを支持する複数の第1ワーク支持部と、を有する
請求項1又は2記載のレーザ加工機。
【請求項4】
前記複数の第1ワーク支持部のそれぞれは、
回転自在な球体を備えるフリーベアリングにより構成されている
請求項3記載のレーザ加工機。
【請求項5】
前記複数の第1ワーク支持部のそれぞれの上端の高さは、前記複数の板状部材によって支持される前記ワークのパスラインと同じ高さに設定されている
請求項3又は4記載のレーザ加工機。
【請求項6】
前記加工領域は、
起立した状態と傾倒した状態とが切り替え可能に構成されて、前記ワークを支持する複数の第2ワーク支持部を有し、
前記複数の第2ワーク支持部のそれぞれは、起立した状態で前記突出部の頂点よりも上方へと突出し、傾倒した状態で前記突出部の前記頂点よりも下方へと退避し、
前記複数の第2ワーク支持部のそれぞれは、
回転自在な球体を備えるフリーベアリングにより構成されている
請求項3から5いずれか一項記載のレーザ加工機。
【請求項7】
前記複数の第1ワーク支持部は、
予めサイズが定められている前記ワークである定尺材のサイズに対応して配置されている
請求項3から6いずれか一項記載のレーザ加工機。
【請求項8】
前記加工機本体は、
前記加工範囲よりも前記第1方向側に配置され、前記加工ヘッドに対して前記レーザビームを供給するレーザ発振器と、
前記加工範囲よりも前記第1方向側に配置され、前記レーザ発振器を制御する制御盤と、を含み、
前記空間部は、
前記レーザ発振器と前記制御盤との間に形成されている
請求項1から7いずれか一項に記載されたレーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
レーザ加工が可能な最大サイズのワークサイズとして、4'×4'(1219mm×1219mm)サイズが設定されている小型のレーザ加工機が知られている。この類の小型のレーザ加工機は、例えば4'×8'(1219mm×2438mm)サイズといった大きいサイズのワークであってもレーザ加工が可能な大型のレーザ加工機と比較して、装置全体も小型となる。小型のレーザ加工機は、限られたスペースに対してレーザ加工機を設置できるという点において優れている。
【0003】
例えば特許文献1には、加工テーブルの上面のうち、ワーク以外の領域を散乱防止カバーで塞いでレーザ加工を行うことが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第3623306号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
小型のレーザ加工機を保有するユーザは、4'×4'サイズといった、レーザ加工機の加工範囲以下のサイズのワークを用いることは勿論であるが、4'×8'サイズといった、加工範囲よりも大きいサイズのワークを用いなければならないときがある。小型のレーザ加工機のパレットに対して大きいサイズのワークを載置することはできるが、ワークの一部が加工機本体の外側にはみ出してしまう。加工機本体の外側へとはみ出したワークの領域を補助的に支持する部材が別途必要であったり、ワークが加工機本体の外側へとはみ出した状態で加工を行ったりしなければならない。このため、ワーク加工時における加工機本体周囲への影響が大きいという問題がある。
【課題を解決するための手段】
【0006】
本発明の一態様のレーザ加工機は、加工機本体と、加工機本体によって支持されて、ワークが載置されるパレットと、パレットに載置されたワークの上方からレーザビームを照射して、ワークに対してレーザ加工を行う加工ヘッドと、を備えている。パレットは、加工ヘッドによってレーザ加工が可能な加工範囲においてワークを支持する加工領域と、加工範囲よりも大きいサイズのワークを支持するために、加工領域から第1方向に向かって拡張された拡張領域と、を含み、パレットの拡張領域は、加工機本体において加工範囲よりも第1方向側に形成されている空間部に収容されている。
【0007】
本発明の一態様のレーザ加工機によれば、ワークを支持するパレットが拡張領域によって拡張されているので、加工範囲よりも大きいサイズのワークをパレット上に載置することができる。パレットの拡張領域は加工機本体の空間部に収容されているので、ワーク加工時においてワークが加工機本体の外側へとはみ出すことを抑制することができる。
【発明の効果】
【0008】
本発明の一態様によれば、ワーク加工時における加工機本体周囲への影響を抑制しつつ、加工範囲よりも大きいサイズのワークを加工することができる。
【図面の簡単な説明】
【0009】
図1は、本実施形態に係るレーザ加工機の要部を模式的に示す側面図である。
図2は、レーザ加工機が備えるパレットを示す斜視図である。
図3は、図2に示すパレットを模式的に示す上面図である。
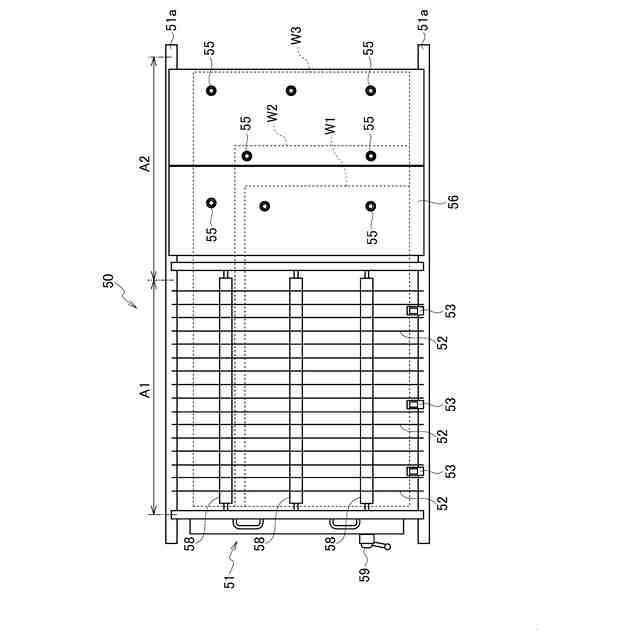
図4は、パレットとワークのサイズとの関係を説明する図である。
図5は、パレットにおいて第2ワーク支持部が起立した状態を示す説明図である。
図6は、第1ワーク支持部及び第2ワーク支持部によってそれぞれ支持されるワークの高さを説明する図である。
図7は、パレットを引出位置まで引き出した状態を示す説明図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本実施形態に係るレーザ加工機について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
無人搬送車
9日前
株式会社アマダ
工作機械制御装置
9日前
株式会社アマダ
見積り作成システム
10日前
株式会社アマダ
加工システム及び加工性判定システム
2日前
株式会社アマダ
生産管理システム、生産管理方法及び生産管理プログラム
9日前
株式会社アマダ
生産管理システム、生産シミュレーション装置、生産シミュレーション方法及び生産シミュレーションプログラム
11日前
個人
フライス盤
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
9日前
株式会社北川鉄工所
回転装置
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
29日前
株式会社FUJI
工作機械
8日前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
15日前
個人
型枠製造装置のフレーム
19日前
中国電力株式会社
養生シート
2日前
キヤノン電子株式会社
加工システム
2か月前
株式会社アンド
半田付け方法
1か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
3か月前
有限会社 ナプラ
ソルダペースト
3か月前
津田駒工業株式会社
センタリングバイス
2か月前
住友重機械工業株式会社
加工装置
3か月前
トヨタ自動車株式会社
溶接マスク
3か月前
株式会社不二越
ブローチ盤
2か月前
株式会社不二越
ブローチ盤
29日前
ビアメカニクス株式会社
レーザ加工装置
9日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ