TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079515
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192237
出願日
2023-11-10
発明の名称
アンコイラ及びマンドレル
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
弁理士法人きさらぎ国際特許事務所
主分類
B21C
47/32 20060101AFI20250515BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製造コストを抑えつつ、コイル押さえローラによるコイル体の押さえ力を安定化させることが可能なアンコイラ及びセグメントを提供する。
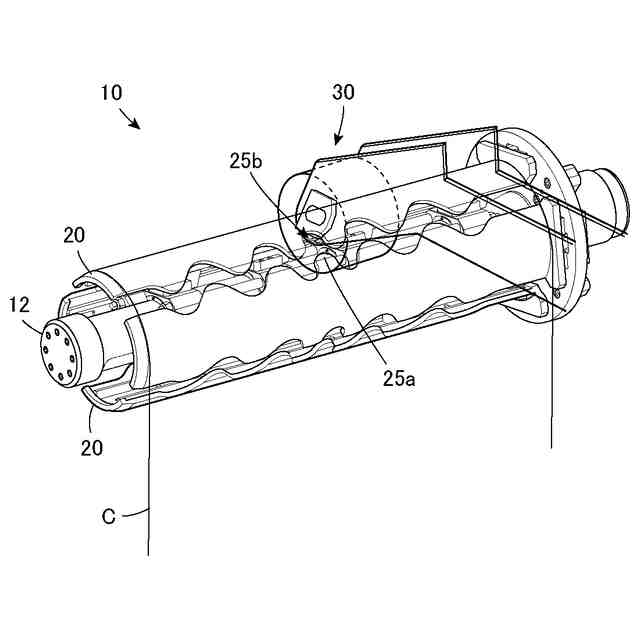
【解決手段】中心孔を有するコイル体の中心孔に挿入され、周面においてコイル体を保持可能に構成されたマンドレルと、マンドレルに装着されたコイル体の外周に当接可能に構成されたコイル押さえローラとを備え、マンドレルは、外周面を形成するセグメントを複数有し、複数のセグメントは、それぞれ半径方向に移動可能に構成されており、各セグメントは、側辺に軸方向に沿って凸部と凹部が交互に複数形成され、凸部及び凹部は、隣接するセグメントに形成された凹部及び凸部と相互に噛合うように構成されており、各セグメントにおいて、コイル押さえローラに対応する位置に形成された凹部又は凸部は、コイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部である。
【選択図】図7
特許請求の範囲
【請求項1】
中心孔を有するコイル体の前記中心孔に挿入され、周面において前記コイル体を保持可能に構成されたマンドレルと、
前記マンドレルに装着された前記コイル体の外周に当接可能に構成されたコイル押さえローラと
を備え、
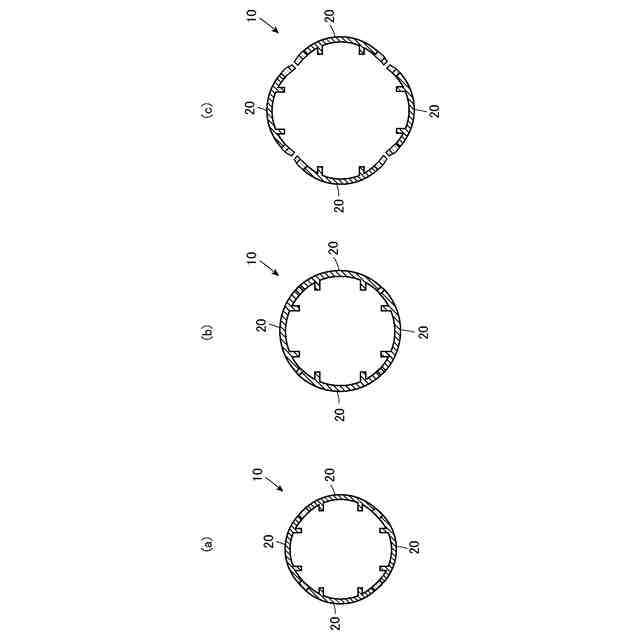
前記マンドレルは、外周面を形成するセグメントを複数有し、
複数の前記セグメントは、それぞれ半径方向に移動可能に構成されており、
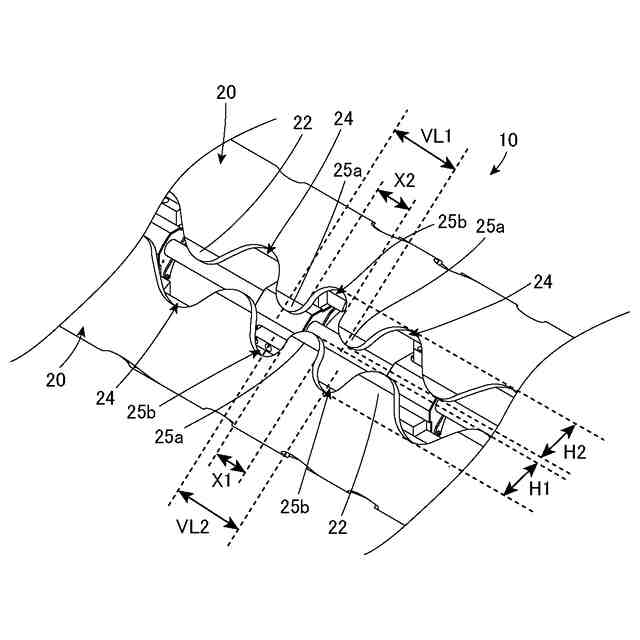
各セグメントは、側辺に軸方向に沿って凸部と凹部が交互に複数形成され、
前記凸部及び前記凹部は、隣接する前記セグメントに形成された前記凹部及び前記凸部と相互に噛合うように構成されており、各セグメントにおいて、前記コイル押さえローラに対応する位置に形成された前記凹部又は前記凸部は、前記コイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部である
アンコイラ。
続きを表示(約 800 文字)
【請求項2】
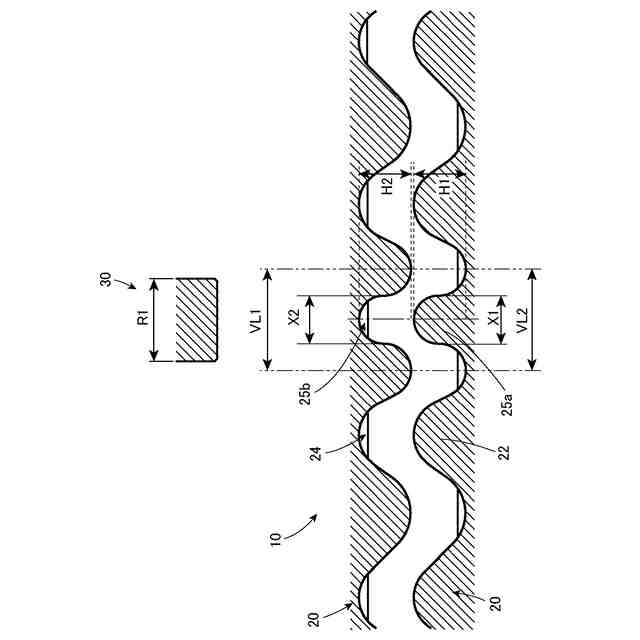
前記凸部及び前記凹部は、互いに連続する波形状に形成されている
請求項1に記載のアンコイラ。
【請求項3】
前記狭小凹部は、深さの1/2地点における幅が前記コイル押さえローラの幅よりも短い
請求項1又は2に記載のアンコイラ。
【請求項4】
前記狭小凹部の深さの1/2地点における幅は、前記コイル押さえローラの幅の50%以上110%未満である
請求項3に記載のアンコイラ。
【請求項5】
前記狭小凸部は、高さの1/2地点における幅が前記コイル押さえローラの幅よりも短い
請求項1又は2に記載のアンコイラ。
【請求項6】
前記狭小凸部の高さの1/2地点における幅は、前記コイル押さえローラの幅の50%以上110%未満である
請求項5に記載のアンコイラ。
【請求項7】
コイル体の外周に当接可能に構成されたコイル押さえローラを備えるアンコイラに装着可能なマンドレルであって、
前記コイル体の中心孔に挿入され、前記コイル体を保持可能な外周面を形成するセグメントを複数有し、
前記セグメントは、それぞれ半径方向に移動可能に構成されており、
各セグメントは、側辺に軸方向に沿って凸部と凹部が交互に複数形成され、
前記凸部及び前記凹部は、隣接する前記セグメントに形成された前記凹部及び前記凸部と相互に噛合うように構成されており、
各セグメントにおいて、前記コイル押さえローラに対応する位置に形成された前記凹部又は前記凸部は、前記コイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部である
マンドレル。
【請求項8】
前記凸部及び前記凹部は、互いに連続する波形状に形成されている
請求項7に記載のマンドレル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アンコイラ及びマンドレルに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
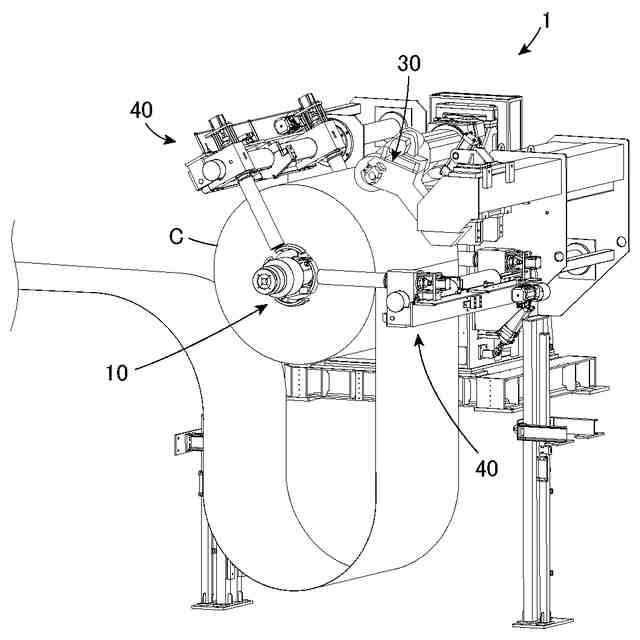
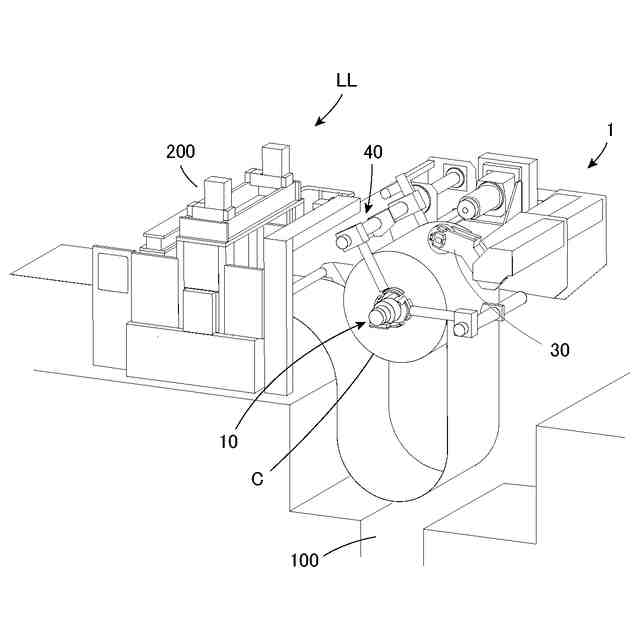
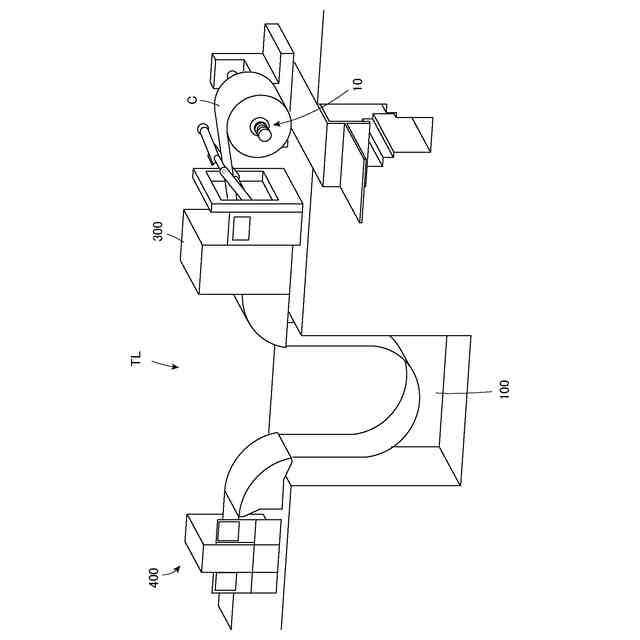
従来、金属板をコイル状に巻きつけ形成されたコイル体をレベラ装置を介してプレス装置に送出する際に、コイル体を繰り出す装置としてアンコイラが用いられている(特許文献1)。
【0003】
例えば、特許文献1には、コイル体が装架され、回転駆動可能に構成される保持部と、コイル体を上方から押さえるコイル押さえアームを備えるアンコイラが開示されている。特許文献1のアンコイラの保持部には、保持部の回転軸の半径方向にそれぞれ移動可能な複数のセグメントが設けられており、保持部に装架されたコイル体の空洞部内においてそれぞれのセグメントが半径方向に移動することによって、コイル体を保持している。
【0004】
また、特許文献1に記載のセグメントは、隣接するセグメントの側部に向けて延びる複数の突出部が、間隔を置いてくし歯状に設けられており、突出部は、隣接するセグメントの下方(すなわち、保持部の径方向内側)に向けて傾斜している。特許文献1に記載のセグメントでは、このように突出部が下方に向けて傾斜しているため、コイル体の巻き数が少なくなって空転したときに板材の末端がセグメント間に入り込んで巻き取られてしまうことを抑制している。
【先行技術文献】
【特許文献】
【0005】
特許第4297534号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、図10(a)及び図10(b)に示すように、コイル押さえローラRを備えるアンコイラにおいてセグメントSをくし歯状に形成した場合、隣接するセグメントS間に生じる空隙においてコイル体Cの押さえ力が低下するため、コイル体CがセグメントSから落脱する可能性があると共に、この空隙にコイル押さえローラRが落ち込み、コイル体Cに傷や折れ癖をつけてしまうおそれがある。一方、セグメント間の空隙を狭めるために凸部及び凹部の幅を狭くすると、切削加工の難度が高まると共に、加工時間が長くなるため、製造コストが高まるという問題もある。
【0007】
本発明の一態様は、製造コストを抑えつつ、コイル押さえローラによるコイル体の押さえ力を安定化させることが可能なアンコイラ及びセグメントである。
【課題を解決するための手段】
【0008】
本発明の一態様に係るアンコイラは、中心孔を有するコイル体の前記中心孔に挿入され、周面において前記コイル体を保持可能に構成されたマンドレルと、前記マンドレルに装着された前記コイル体の外周に当接可能に構成されたコイル押さえローラとを備え、前記マンドレルは、外周面を形成するセグメントを複数有し、複数の前記セグメントは、それぞれ半径方向に移動可能に構成されており、各セグメントは、側辺に軸方向に沿って凸部と凹部が交互に複数形成され、前記凸部及び前記凹部は、隣接する前記セグメントに形成された前記凹部及び前記凸部と相互に噛合うように構成されており、各セグメントにおいて、前記コイル押さえローラに対応する位置に形成された前記凹部又は前記凸部は、前記コイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部である。
【0009】
本発明の一態様に係るマンドレルは、コイル体の外周に当接可能に構成されたコイル押さえローラを備えるアンコイラに装着可能なマンドレルであって、前記コイル体の中心孔に挿入され、前記コイル体を保持可能な外周面を形成するセグメントを複数有し、前記セグメントは、それぞれ半径方向に移動可能に構成されており、各セグメントは、側辺に軸方向に沿って凸部と凹部が交互に複数形成され、前記凸部及び前記凹部は、隣接する前記セグメントに形成された前記凹部及び前記凸部と相互に噛合うように構成されており、各セグメントにおいて、前記コイル押さえローラに対応する位置に形成された前記凹部又は前記凸部は、前記コイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部である。
【発明の効果】
【0010】
本発明の一態様に係るアンコイラ及びマンドレルによれば、コイル押さえローラに対応する位置にコイル押さえローラの幅よりも短い幅の狭小凹部又は狭小凸部が設けられることにより、セグメント間の空隙に対するコイル押さえローラの落ち込みを抑制することが可能となると共に、凸部及び凹部の全てを狭小凹部及び狭小凸部とする場合よりも加工を簡素化することができるため、製造コストを抑えつつ、コイル押さえローラによるコイル体の押さえ力を安定化させることが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
板材保護シートの剥離用金型
9日前
株式会社アマダ
レーザ加工機
1日前
株式会社アマダ
デジタル投影機、工作機械及び投影像表示方法
15日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
8日前
日東精工株式会社
中空軸部品の製造方法
22日前
日伸工業株式会社
プレス加工装置
22日前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
18日前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
17日前
株式会社不二越
転造加工用平ダイス
3か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
16日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社エナテック
製品分離システム
4か月前
株式会社TMEIC
誘導加熱装置
25日前
本田技研工業株式会社
鍛造用金型
4か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社TMEIC
制御システム
23日前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ