TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120518
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015332
出願日
2024-02-05
発明の名称
逐次成形装置および逐次成形方法
出願人
株式会社豊田中央研究所
代理人
個人
,
個人
,
個人
主分類
B21D
31/00 20060101AFI20250808BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】断面ハット状の成形品を製作できる逐次成形装置を提供する。
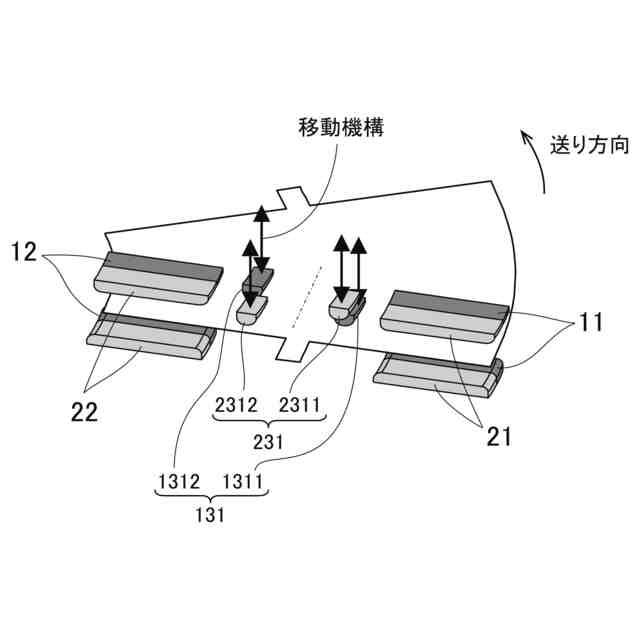
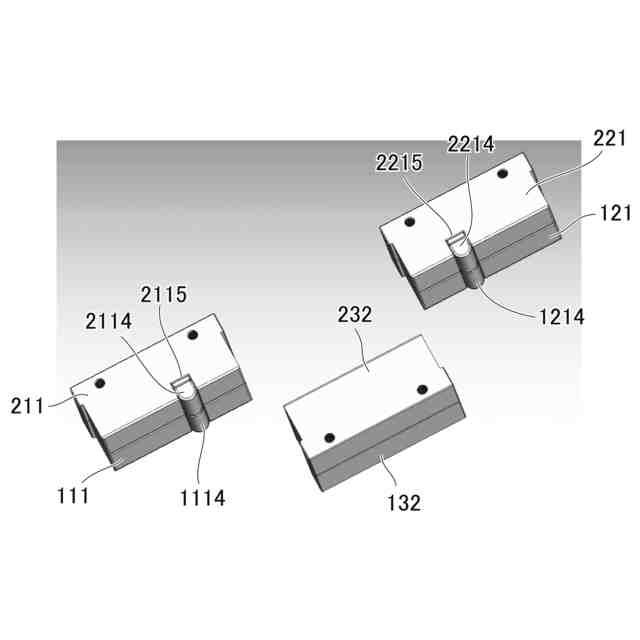
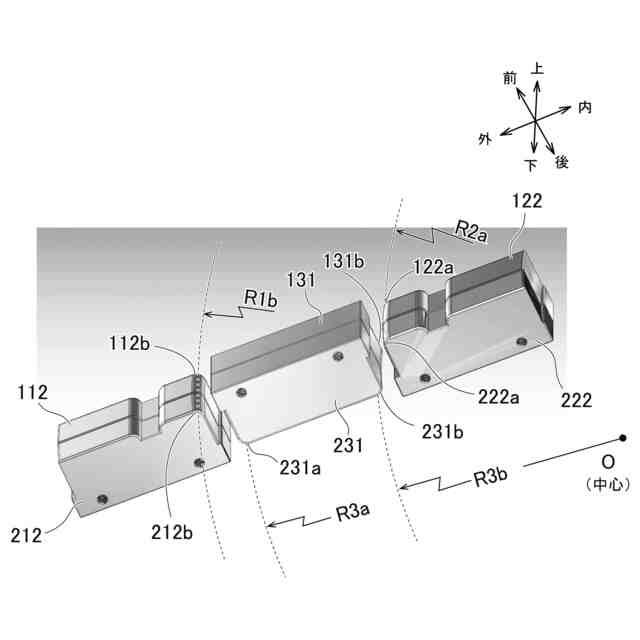
【解決手段】本発明は、板材(m)を断面ハット状に逐次成形する装置(D)であり、板材の送り方向に沿って前後に配設された前工具群(1)と後工具群(2)を備える。前工具群は、板材の内側を把持できる前内把持工具(12)と、板材の外側を把持できる前外把持工具(11)と、前内把持工具と前外把持工具の間で板材を押込成形できる前成形工具(131)とを備える。後工具群は、板材の内側を把持できる後内把持工具(22)と、板材の外側を把持できる後外把持工具(21)と、後内把持工具と後外把持工具の間で板材を把持または成形できる後成形工具(231)とを備える。少なくとも前成形工具は、板材の内側と外側で異なる押込量にできる。
【選択図】図6
特許請求の範囲
【請求項1】
板材を断面ハット状に逐次成形する装置であって、
該板材の送り方向に沿って前後に配設された前工具群と後工具群を備え、
該前工具群は、
該板材の内側を把持できる前内把持工具と、
該板材の外側を把持できる前外把持工具と、
該前内把持工具と該前外把持工具の間で該板材を押込成形できる前成形工具とを備え、
該後工具群は、
該板材の内側を把持できる後内把持工具と、
該板材の外側を把持できる後外把持工具と、
該後内把持工具と該後外把持工具の間で該板材を把持または成形できる後成形工具とを備え、
少なくとも該前成形工具は、該板材の内側と外側で異なる押込量にできる逐次成形装置。
続きを表示(約 820 文字)
【請求項2】
前記前成形工具は、前記送り方向に延びる軸まわりに回動できる請求項1に記載の逐次成形装置。
【請求項3】
前記前成形工具は、前記板材の内側にある前内成形工具と該板材の外側にある前外成形工具とを少なくとも備え、
該前内成形工具と該前外成形工具は、異なる押込量で該板材を成形できる請求項1に記載の逐次成形装置。
【請求項4】
さらに、前記後成形工具は、前記板材の内側にある後内成形工具と該板材の外側にある後外成形工具とを少なくとも備え、
該後内成形工具と該後外成形工具は、該板材の押込方向に異なる移動量をとり得る請求項3に記載の逐次成形装置。
【請求項5】
前記前内把持工具と前記前外把持工具、および/または前記後内把持工具と前記後外把持工具は、前記板材の押込方向に関して異なる位置で該板材を把持し得る請求項1に記載の逐次成形装置。
【請求項6】
さらに、前記前工具群と前記後工具群に対して前記板材を相対的に逐次移動させれる移送手段を備える請求項1に記載の逐次成形装置。
【請求項7】
前記前工具群と前記後工具群は、形態が共通しており、
前記移送手段は、前記板材を相対的に所定範囲内で往復動させる請求項6に記載の逐次成形装置。
【請求項8】
請求項1~7のいずれかに記載の逐次成形装置を用いて、前記板材を断面ハット状に逐次成形する方法。
【請求項9】
前記板材を所定位置まで逐次移送する移送工程と、
該移送された板材を逐次把持する把持工程と、
該把持された板材を逐次成形する成形工程と、
を順に繰り返し行なう請求項8に記載の逐次成形方法。
【請求項10】
内側壁部と天板部と外側壁部を有する湾曲した断面ハット状部材を得る請求項9に記載の逐次成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材を断面ハット状に成形する装置等に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
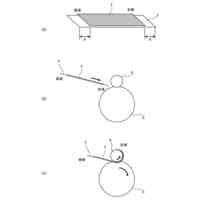
中央側にある天板部と、その両側にある(側)壁部およびフランジ部とを有する断面ハット状(つば付き帽子状)の成形品は、高い機械的性質(剛性、強度等)が求められる構造部材に用いられる。このような成形品は、平板(素材)を大きな専用金型でプレス成形して生産されることが多い。これに関連した記載が、例えば、下記の特許文献1や非特許文献1にある。
【先行技術文献】
【特許文献】
【0003】
特許第6733773号
WO2015/56351
【非特許文献】
【0004】
薄鋼板成形技術研究会編:プレス成形難易ハンドブック(第4版), (2017), p.326, 日刊工業新聞社.
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、形状が異なる成形品毎に専用金型を製作すると、成形品の製造コストが大幅に増大し得る。そこで金型を用いずに、多品種少量生産にも対応できる成形方法も提案されており、例えば、特許文献2に関連した記載がある。もっとも、そのような従来方法で得られる成形品の形状自由度は大きくない。
【0006】
本発明はこのような事情に鑑みて為されたものであり、所望する断面ハット状の成形品を製作できる逐次成形装置等を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者はこの課題を解決すべく鋭意研究した結果、成形品よりも小さい複数の工具(成形型)を協働させて、成形を少しづつ繰り返すことにより、所望する断面ハット状の成形品を製作できることを新たに見出した。この成果を発展させることにより、以降に述べる本発明を完成するに至った。
【0008】
《逐次成形装置》
(1)本発明は、板材を断面ハット状に逐次成形する装置であって、該板材の送り方向に沿って前後に配設された前工具群と後工具群を備え、該前工具群は、該板材の内側を把持できる前内把持工具と、該板材の外側を把持できる前外把持工具と、該前内把持工具と該前外把持工具の間で該板材を押込成形できる前成形工具とを備え、該後工具群は、該板材の内側を把持できる後内把持工具と、該板材の外側を把持できる後外把持工具と、該後内把持工具と該後外把持工具の間で該板材を把持または成形できる後成形工具とを備え、少なくとも該前成形工具は、該板材の内側と外側で異なる押込量にできる逐次成形装置である。
【0009】
(2)本発明の逐次成形装置(単に「装置」ともいう。)によれば、前工具群と後工具群を構成する各工具を協働させて板材を逐次成形することにより、断面ハット状の成形品を少量でも低コストで製作できる。
【0010】
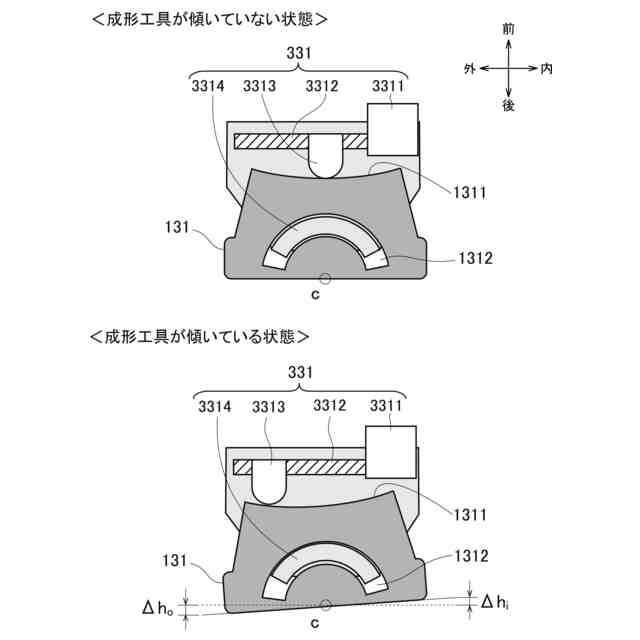
また本発明では、板材の相対的な送り方向の前方にある前成形工具は、板材の内側と外側で押込量を変えることができる。これにより、断面ハット状の成形品のフランジ部等に生じ得るうねり(たわみ)を抑制することもできる。なお、そのようなうねりは、例えば、板材を湾曲した断面ハット状に成形する際に、その長手方向(板材の送り方向)に沿って生じ易い。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
2か月前
株式会社不二越
NC転造盤
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
工機ホールディングス株式会社
ニブラ
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社TMEIC
監視装置
4か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社トラバース
パンチング加工装置
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
3か月前
株式会社吉野機械製作所
プレス機械
2か月前
ユニプレス株式会社
プレス加工装置
23日前
トヨタ紡織株式会社
プレス金型装置
3か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
株式会社不二越
転造加工用平ダイス
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
5か月前
株式会社アマダ
プレスブレーキ
26日前
株式会社TMEIC
制御システム
2か月前
株式会社TMEIC
誘導加熱装置
2か月前
JFEスチール株式会社
熱延鋼板の製造方法
26日前
トックス プレソテクニック株式会社
接合装置
5か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
4か月前
トヨタ紡織株式会社
パンチ及びプレス金型
3か月前
日産自動車株式会社
金属板の曲げ加工方法
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
3か月前
三協オイルレス工業株式会社
リフタユニット
1か月前
トリックス株式会社
セレーションの製造方法
11日前
株式会社マキタ
管拡径工具
3か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
3か月前
日産自動車株式会社
逐次成形方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ