TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110654
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004606
出願日
2024-01-16
発明の名称
金属製筐体の製造方法および押出成型用金型
出願人
株式会社アイシン
代理人
個人
主分類
B21C
23/18 20060101AFI20250722BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
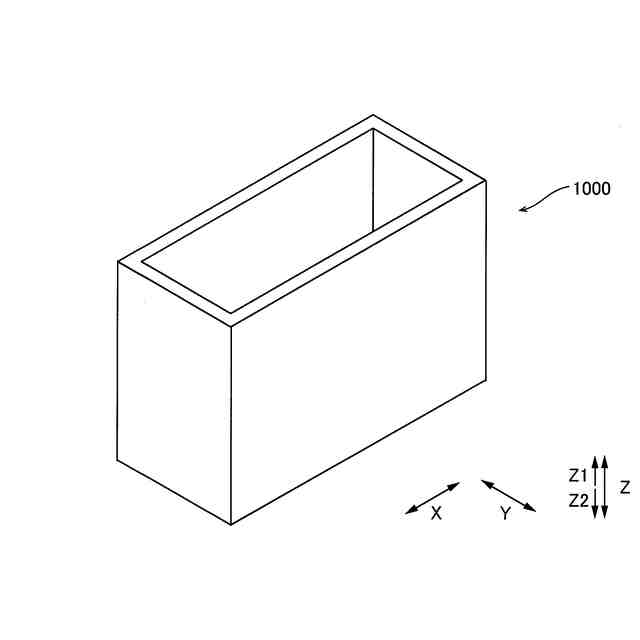
【課題】押出成型された被対象物の長辺側の側壁の中央付近に割れが生じることを抑制することが可能な金属製筐体の製造方法を提供する。
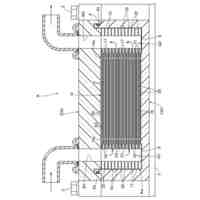
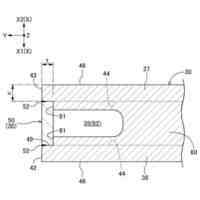
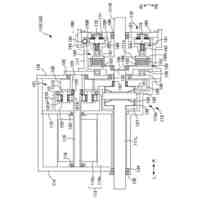
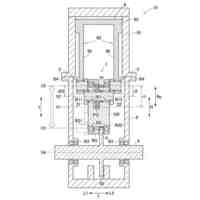
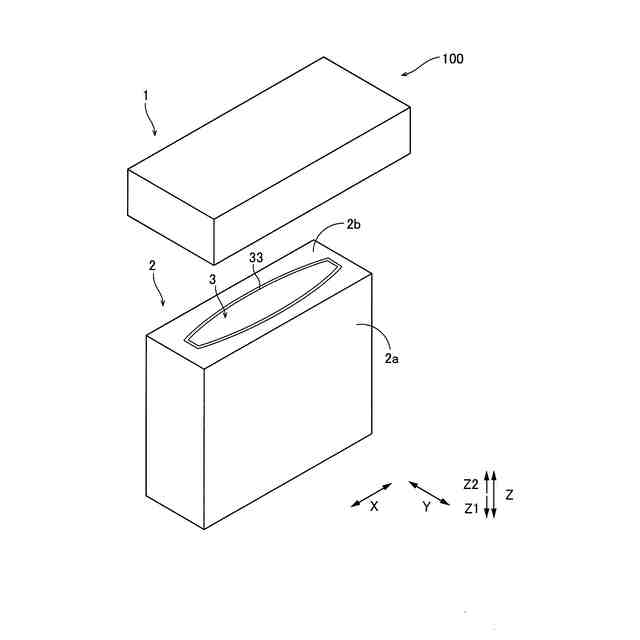
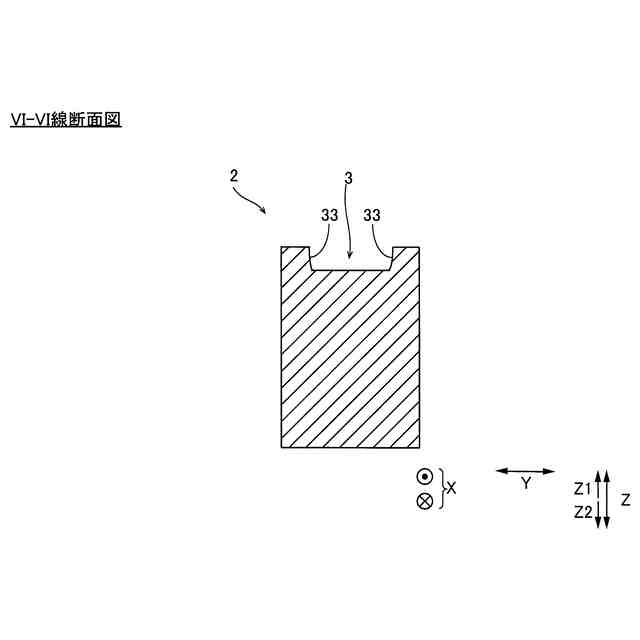
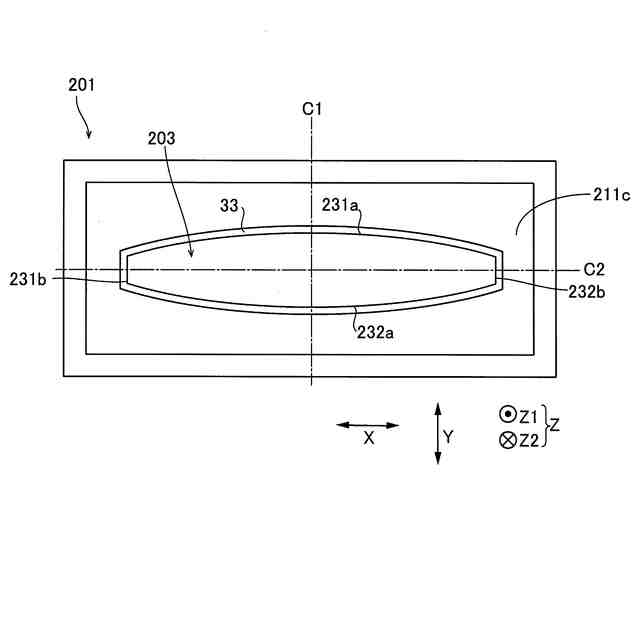
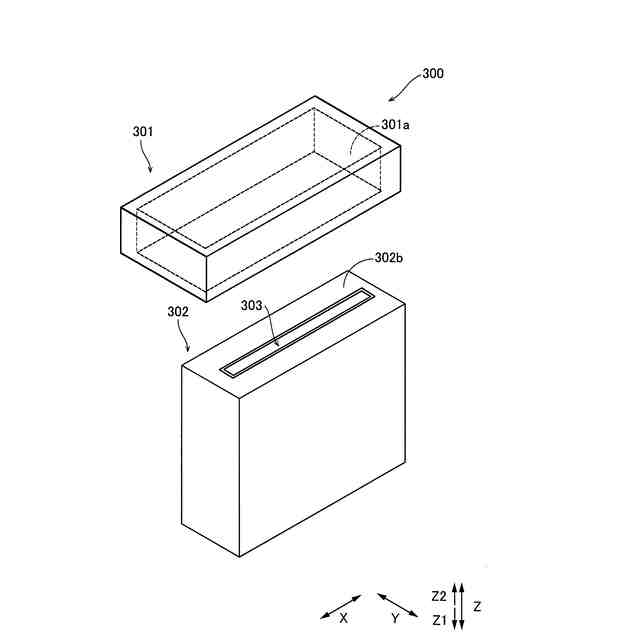
【解決手段】押出成型される金属製の被対象物50が配置され、押し出し方向から見て長方形状の凹部1aを有するダイ1と、凹部1aに沿った長方形状を有し、凹部1aに配置された被対象物50を押圧して、被対象物50を凹部1aに沿った形状に押出成型するパンチ2と、パンチ2の被対象物50を押圧する面である底面2b、または、凹部1aの被対象物50が配置される内底面11bの少なくとも一方の長手方向の中央部に設けられ、長辺の延びる方向に沿って延びる窪み部3を含む押出成型用金型を用いて、被対象物を押圧する。
【選択図】図1
特許請求の範囲
【請求項1】
押出成型される金属製の被対象物が配置され、押し出し方向から見て長方形状の凹部を有するダイと、前記凹部に沿った長方形状を有し、前記凹部に配置された前記被対象物を押圧するパンチと、前記パンチの前記被対象物を押圧する面である底面、または、前記凹部の前記被対象物が配置される内底面の少なくとも一方の長手方向の中央部に設けられ、長辺の延びる方向に沿って延びる窪み部と、を含む押出成型用金型を用いて、前記被対象物を押圧することにより前記凹部に沿った形状に押出成型する工程を備える、金属製筐体の製造方法。
続きを表示(約 710 文字)
【請求項2】
前記窪み部は、前記押し出し方向から見て弧状に形成されている湾曲部、または、長手方向に沿って延びる直線部のうち少なくとも一方を含む、請求項1に記載の金属製筐体の製造方法。
【請求項3】
前記窪み部は、長手方向の端部から中央部に向かうにつれて、短手方向の中心から前記窪み部の縁までの短手方向における距離が大きくなるように形成されている、請求項1に記載の金属製筐体の製造方法。
【請求項4】
前記窪み部は、少なくとも前記湾曲部を含み、
前記湾曲部は、前記押し出し方向から見て、一方の長辺側に向かって凸状である、短手方向の中央側から長辺側に向かって湾曲する第1湾曲部と、短手方向において前記第1湾曲部と対向し、他方の長辺側に向かって凸状である、前記第1湾曲部と反対側に向かって湾曲する第2湾曲部とを含み、
短手方向における前記第1湾曲部と前記第2湾曲部との間隔は、長手方向の端部側から中央側に向かって大きくなるように形成されている、請求項2に記載の金属製筐体の製造方法。
【請求項5】
押出成型される金属製の被対象物が配置され、押し出し方向から見て長方形状の凹部を有するダイと、
前記凹部に沿った長方形状を有し、前記凹部に配置された前記被対象物を押圧して、前記被対象物を前記凹部に沿った形状に押出成型するパンチと、
前記パンチの前記被対象物を押圧する面である底面、または、前記凹部の前記被対象物が配置される内底面の少なくとも一方の長手方向の中央部に設けられ、長辺の延びる方向に沿って延びる窪み部と、を備える、押出成型用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製筐体の製造方法および押出成型用金型に関し、特に、ダイとパンチとを備える金属製筐体の製造方法および押出成型用金型に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、ダイとパンチとを備える金属製筐体の製造方法および押出成型用金型が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、素材を載置する凹部を有する雌型と、雌型の凹部の内径よりも小さな外径を有する雄型とを備える押出成型用金型が開示されている。特許文献1では、雌型の凹部内に素材が載置され、雄型によって押圧することにより、素材が塑性変形するとともに、雄型の外周面と雌型の凹部の内側面との間の隙間から雄型の外周面に沿って素材が移動し、底面と側面とを有する筐体が形成される。
【先行技術文献】
【特許文献】
【0004】
実用新案出願公開昭58-147617号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
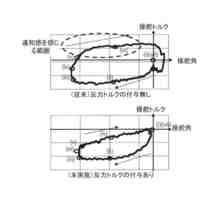
上記特許文献1には開示されていないが、押出成型用金型の雌型(ダイ)の凹部が平面視で長辺および短辺を有する長方形状であって、凹部に対応する長方形状を有する雄型が凹部内に侵入して、上方が開口した中空の直方体形状の成型体が形成される場合に、素材は、凹部の中心から雄型(パンチ)の外側面の短辺側および長辺側の両方に向かって、塑性変形して移動する。この際、素材に最初に接触する雄型の底面において、長辺の中央付近では、押圧された素材は近くの長辺側の外側面に向かって移動する。一方、雄型の底面において、短辺の近くである長辺の両端側では、押圧された素材は、長辺側の側面および短辺側の側面に向けて分散するように移動する。そのため、雄型の長辺側に沿って移動する素材の量は、短辺側に沿って移動する素材の量よりも多くなり、長辺側の側壁が形成される速度が、長辺側の側壁が形成される速度よりも大きくなる。このように速度差が生じることに起因して、凹部の中心から長辺側に移動する素材と、凹部の中心から短辺側に移動する素材とが互いに引っ張り合い、押出成型された素材の長辺側の側壁の中央付近に割れが生じるという問題点がある。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、押出成型された被対象物の長辺側の側壁の中央付近に割れが生じることを抑制することが可能な金属製筐体の製造方法および押出成型用金型を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の第1の局面における金属製筐体の製造方法は、押出成型される金属製の被対象物が配置され、押し出し方向から見て長方形状の凹部を有するダイと、凹部に沿った長方形状を有し、凹部に配置された被対象物を押圧するパンチと、パンチの被対象物を押圧する面である底面、または、凹部の被対象物が配置される内底面の少なくとも一方の長手方向の中央部に設けられ、長辺の延びる方向に沿って延びる窪み部と、を含む押出成型用金型を用いて、被対象物を押圧することにより凹部に沿った形状に押出成型する工程を備える。
【0008】
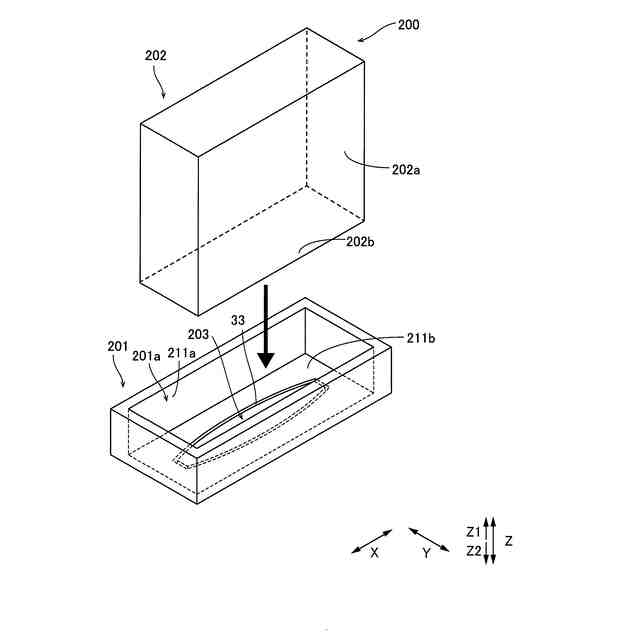
この発明の第1の局面における金属製筐体の製造方法では、上記のように、パンチの被対象物を押圧する面である底面、または、凹部の被対象物が配置される内底面の少なくとも一方の長手方向の中央部に設けられ、長辺の延びる方向に沿って延びる窪み部を含む押出成型用金型を用いて、被対象物を押圧することにより凹部に沿った形状に押出成型する工程を備える。これにより、凹部の短辺側に移動する場合と比べて、被対象物が移動する速度が大きくなる凹部の長手方向に延びる内側面の中央側、または、被対象物が移動する速度が大きくなるパンチの長手方向に延びる外側面の中央側では、被対象物は、長辺側と窪み部の内部とに向けて分散して流れる。そのため、凹部の内側面とパンチの外側面との間を移動する被対象物の移動量が少なくなり、押出成型時の被対象物が凹部の長手方向の内側面に沿って移動する速度を小さくすることができるため、被対象物が凹部の短手方向の内側面に沿って移動する速度との差を小さくすることができる。この結果、押出成型時に速度差による引張応力が発生することを抑制することができるため、押出成型された被対象物の長辺側の側壁の中央付近に割れが生じることを抑制することができる。なお、本明細書では、「長方形状」とは、「正確な長方形」のみならず全体としてみた場合に「長方形状」と言えるものも含むとともに正方形を含まない概念である。
【0009】
上記第1の局面による押出成型用金型において、好ましくは、窪み部は、押し出し方向から見て弧状に形成されている湾曲部、または、長手方向に沿って延びる直線部のうち少なくとも一方を含む。
【0010】
このように構成すれば、湾曲部を設けることにより、窪み部の幅を大きくすることができるため、たとえば、上面視で、長手方向の中央に向けて凸形状を有する窪み部を設けることにより、押出成型時に窪み部に流れる被対象物の量がより多くなり、長手方向の中央に向かう被対象物の移動速度をより小さくすることができる。また、直線部を設けることにより窪み部を容易に設けることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
加湿器
今日
株式会社アイシン
加湿器
今日
株式会社アイシン
駆動装置
4日前
株式会社アイシン
流路部材
1か月前
株式会社アイシン
MRAM
1か月前
株式会社アイシン
監視装置
1か月前
株式会社アイシン
温度調節器
21日前
株式会社アイシン
温度調節器
1か月前
株式会社アイシン
乗員検知装置
5日前
株式会社アイシン
車両制御装置
1か月前
株式会社アイシン
電力変換装置
1か月前
株式会社アイシン
電子制御装置
1か月前
株式会社アイシン
動力伝達装置
1か月前
株式会社アイシン
乗員検知装置
5日前
株式会社アイシン
運転支援装置
今日
株式会社アイシン
動力変換装置
1か月前
株式会社アイシン
車体下部構造
1か月前
株式会社アイシン
車両制御装置
1か月前
株式会社アイシン
動力変換装置
1か月前
株式会社アイシン
車両用駆動装置
1か月前
株式会社アイシン
非接触充電装置
13日前
株式会社アイシン
パーキング装置
13日前
株式会社アイシン
トルク伝達装置
15日前
株式会社アイシン
往復動内燃機関
1か月前
株式会社アイシン
往復動内燃機関
1か月前
株式会社アイシン
車両用駆動装置
1か月前
株式会社アイシン
車両用駆動装置
1か月前
株式会社アイシン
有機酸除去方法
1か月前
株式会社アイシン
車両用駆動装置
1か月前
株式会社アイシン
燃焼ガス出力装置
1か月前
株式会社アイシン
燃料電池システム
1か月前
株式会社アイシン
燃料電池システム
1か月前
株式会社アイシン
経路提案システム
1か月前
株式会社アイシン
飲酒検知システム
15日前
株式会社アイシン
回転電機用ロータ
1か月前
株式会社アイシン
回転電機駆動装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ