TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090971
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023205895
出願日
2023-12-06
発明の名称
プレス金型及び筒形部品の製造方法
出願人
旭精機工業株式会社
代理人
個人
,
個人
主分類
B21D
51/26 20060101AFI20250611BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】非円形の底壁を有する一端有底の筒形ワークから形状品質が高い両端開放の筒形部品を製造可能にする技術を開示する。
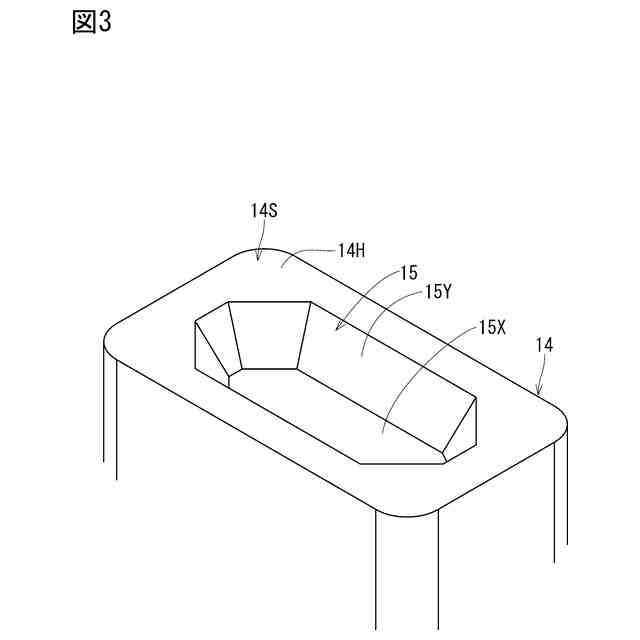
【解決手段】本開示のプレス金型10は、一端有底の筒形ワーク90の外縁角部93のR形状を尖った角形状に近づけるように底壁91を加圧するものであり、筒形ワーク90の内側に押し込まれるパンチ11と、パンチ11によって筒形ワーク90が押し込まれるワーク受容孔12を有するダイ13と、ワーク受容孔12内でパンチ11と協働して底壁91を挟んで加圧し、底壁91の肉を外縁角部93側に流動させるカウンターパンチ14と、カウンターパンチ14及びパンチ11の加圧面の少なくとも一方に形成され、加圧により流動する余肉を受容するための凹部15と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
一端有底の筒形ワークの非円形の底壁の外面と前記筒形ワークの外側面とが交差する外縁角部のR形状を尖った角形状に近づけるように前記底壁を加圧するプレス金型であって、
前記筒形ワークの内側に押し込まれるパンチと、
前記パンチによって前記筒形ワークが押し込まれるワーク受容孔を有するダイと、
前記ワーク受容孔内で前記パンチと協働して前記底壁を挟んで加圧し、前記底壁の肉を前記外縁角部側に流動させるカウンターパンチと、
前記カウンターパンチ及び前記パンチの加圧面の少なくとも一方に形成され、加圧により流動する余肉を受容するための凹部と、
を備えるプレス金型。
続きを表示(約 1,100 文字)
【請求項2】
前記底壁は、多角形であり、
前記カウンターパンチ及び前記パンチの加圧面の外縁は、前記底壁に対応する多角形であり、
前記カウンターパンチ又は前記パンチの外縁のうち前記多角形の角部分より直線部分の方が前記凹部の開口縁に近くなるように前記凹部が形成されている請求項1に記載のプレス金型。
【請求項3】
前記多角形は、四角形であり、
前記凹部は、四角形の角部を面取りした形状をなしている請求項2に記載のプレス金型。
【請求項4】
前記筒形ワークの外周長は20[mm]以下である請求項1に記載のプレス金型。
【請求項5】
前記筒形ワークの外周長で、側壁の肉厚を除して求めることができる肉厚・外周長比は、0.025以上である請求項1に記載のプレス金型。
【請求項6】
前記カウンターパンチ及び前記パンチの加圧面の外縁は、前記底壁に対応する非円形であり、
前記カウンターパンチ又は前記パンチの前記非円形の外縁に対し、外縁形状の曲率半径が大きい場所ほど、前記凹部の開口縁が近くなるように前記凹部が形成されている請求項1に記載のプレス金型。
【請求項7】
一端有底の筒形ワークの非円形の底壁の外面と前記筒形ワークの外側面とが交差する外縁角部のR形状を尖った角形状に近づけるために、パンチにて前記筒形ワークがダイのワーク受容孔に押し込まれて、カウンターパンチと前記パンチとに前記底壁が挟まれて加圧される加圧工程と、前記筒形ワークから前記底壁が打ち抜かれる打抜工程とを行って、前記筒形ワークから両端開放の筒形部品が製造される製造方法において、
前記カウンターパンチ及び前記パンチの加圧面の少なくとも一方に、加圧により流動する余肉を受容するための凹部が形成されている筒形部品の製造方法。
【請求項8】
前記底壁は、多角形であり、
前記カウンターパンチ及び前記パンチの加圧面の外縁は、前記底壁に対応する多角形であり、
前記カウンターパンチ又は前記パンチの外縁のうち前記多角形の角部分より直線部分の方が前記凹部の開口縁に近くなるように前記凹部が形成されている請求項7に記載の筒形部品の製造方法。
【請求項9】
前記多角形は、四角形であり、
前記凹部は、四角形の角部を面取りした形状をなしている請求項8に記載の筒形部品の製造方法。
【請求項10】
前記筒形ワークの外周長は20[mm]以下である請求項7に記載の筒形部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一端有底の筒形ワークの外縁角部のR形状を尖った角形状に近づけるように底壁を加圧するプレス金型及び、一端有底の筒形ワークから両端開放の筒形部品を製造する製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来の筒形部品の製造方法として、一端有底の筒形ワークの底壁を加圧することで筒形ワークの外縁角部のR形状を尖った角形状に近づけてから底壁を打ち抜いて両端開放の筒形部品を製造する製造方法が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開昭63-194824号公報(図1、3頁左上欄及び右上欄)
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来の筒形部品の製造方法では、筒形ワークの底壁が円形である場合には、筒形ワークの外縁角部の全体に均等に加圧された底壁の肉が供給され、底壁が打ち抜かれた後の筒形部品の形状品質が良好になる。しかしながら、筒形ワークの底壁が非円形である場合には、外縁角部において肉が多く供給される部位と少なく供給される部位との差が生じ、底部を加圧された筒形ワークの外縁角部の形状品質が低下する。このため、底壁が打ち抜かれた後の筒形部品の形状品質の不良の発生率が高くなることが問題になる。
【0005】
そこで、本願では、非円形の底壁を有する一端有底の筒形ワークから形状品質が高い両端開放の筒形部品を製造可能にする技術を開示する。
【課題を解決するための手段】
【0006】
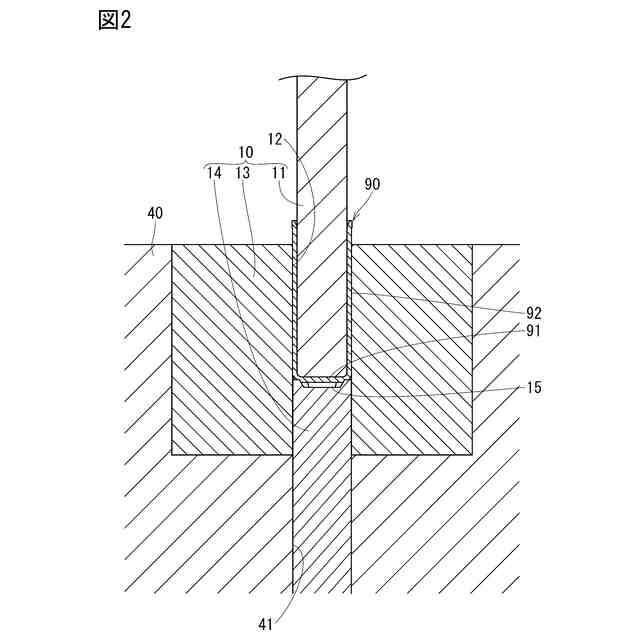
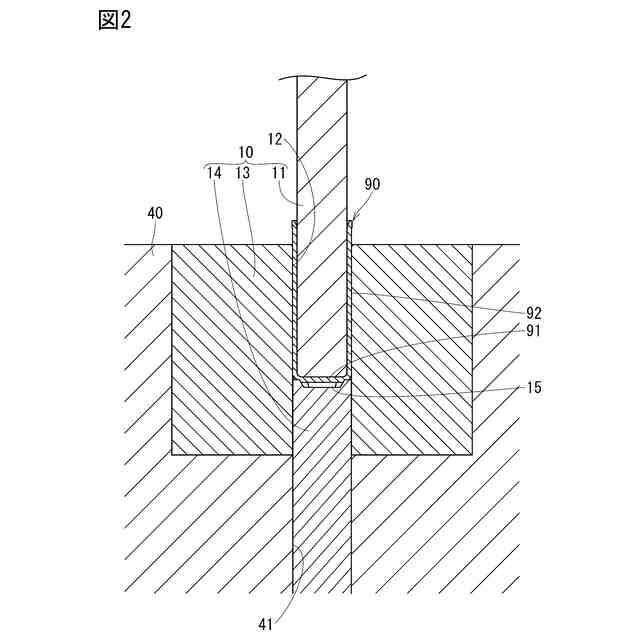
上記課題を解決するためになされた本開示の発明の第1の態様は、一端有底の筒形ワークの非円形の底壁の外面と前記筒形ワークの外側面とが交差する外縁角部のR形状を尖った角形状に近づけるように前記底壁を加圧するプレス金型であって、前記筒形ワークの内側に押し込まれるパンチと、前記パンチによって前記筒形ワークが押し込まれるワーク受容孔を有するダイと、前記ワーク受容孔内で前記パンチと協働して前記底壁を挟んで加圧し、前記底壁の肉を前記外縁角部側に流動させるカウンターパンチと、前記カウンターパンチ及び前記パンチの加圧面の少なくとも一方に形成され、前記加圧により流動する余肉を受容するための凹部と、を備えるプレス金型である。
【0007】
また、上記課題を解決するためになされた本開示の発明の第2の態様は、一端有底の筒形ワークの非円形の底壁の外面と前記筒形ワークの外側面とが交差する外縁角部のR形状を尖った角形状に近づけるために、パンチにて前記筒形ワークがダイのワーク受容孔に押し込まれて、カウンターパンチと前記パンチとに前記底壁が挟まれて加圧される加圧工程と、前記筒形ワークから前記底壁が打ち抜かれる打抜工程とを行って、前記筒形ワークから両端開放の筒形部品が製造される製造方法において、前記カウンターパンチ及び前記パンチの加圧面の少なくとも一方に、前記加圧により流動する余肉を受容するための凹部が形成されている筒形部品の製造方法である。
【発明の効果】
【0008】
本開示の発明の第1及び第2の態様では、パンチとカウンターパンチとにより筒形ワークの底壁が加圧されたときに、その加圧により流動する肉のうち余肉が、パンチ又はカウンターパンチの凹部に受容される。これにより、底壁が非円形であっても筒形ワークの外縁角部への肉の供給量の差が従来より抑えられ、筒形ワークの外縁角部の形状品質が従来より良好になる。そして、筒形ワークの底壁を好適に打ち抜くことができ、非円形の底壁を有する一端有底の筒形ワークから形状品質が高い両端開放の筒形部品を製造することが可能になる。
【図面の簡単な説明】
【0009】
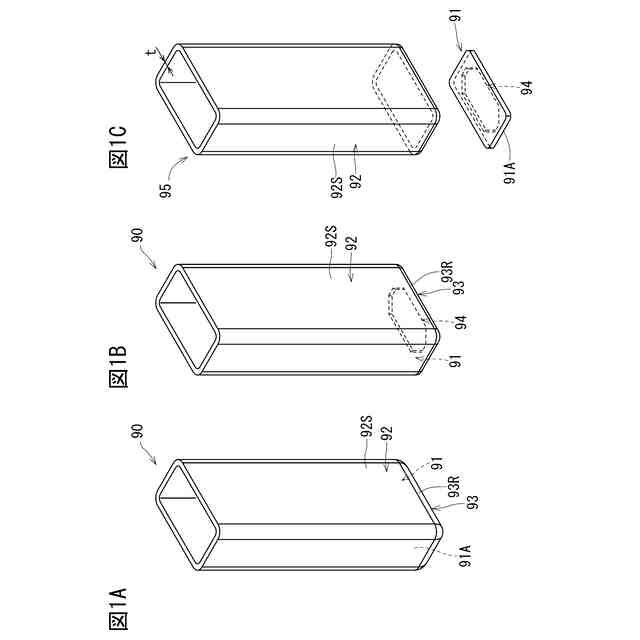
図1A,図1Bは、筒形ワークの斜視図、図1Cは、筒形部品及び打ち抜かれた底壁の斜視図
図2は、加圧金型の側断面図
図3は、カウンターパンチの斜視図
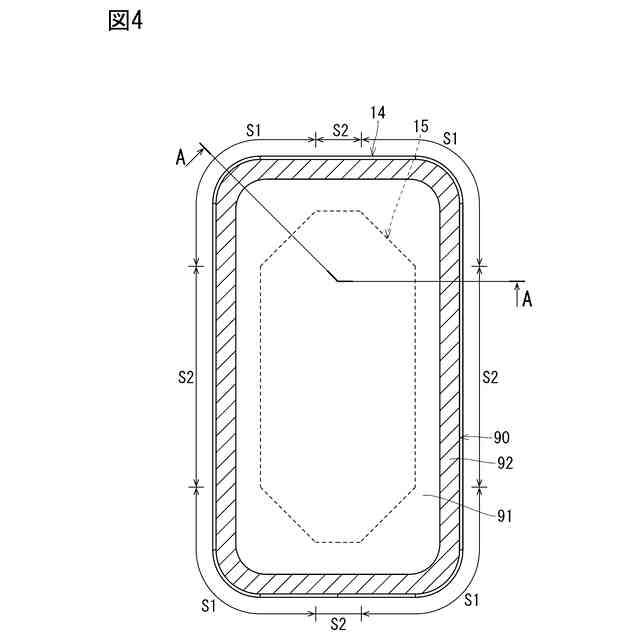
図4は、カウンターパンチに筒形ワークを重ねた平断面図
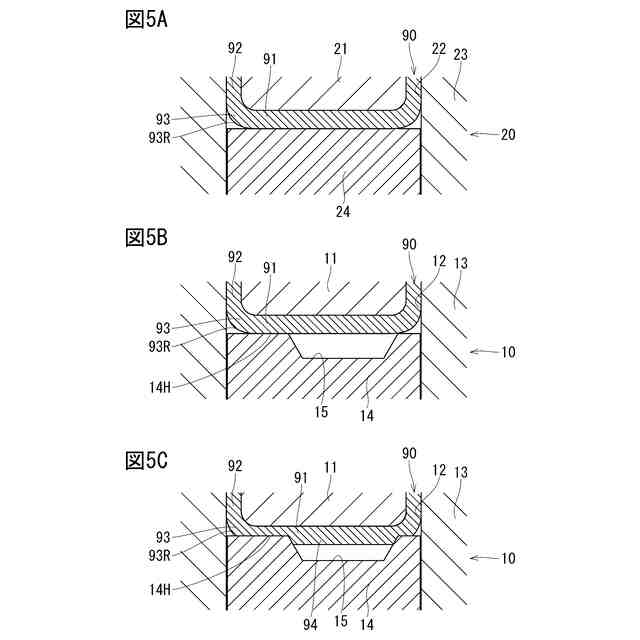
図5Aは、筒形ワークと成形金型の側断面図、図5Bと図5Cは、図4のA-A断面における筒形ワークと加圧金型の側断面図
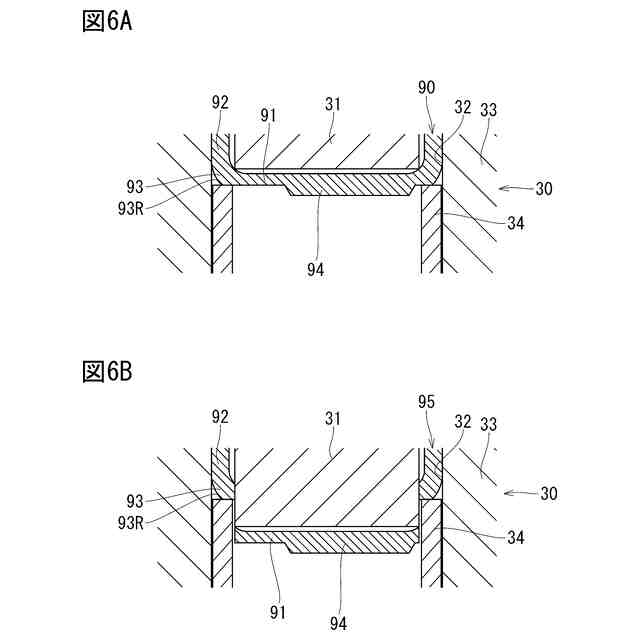
図6Aと図6Bは、筒形ワークと打抜金型の側断面図
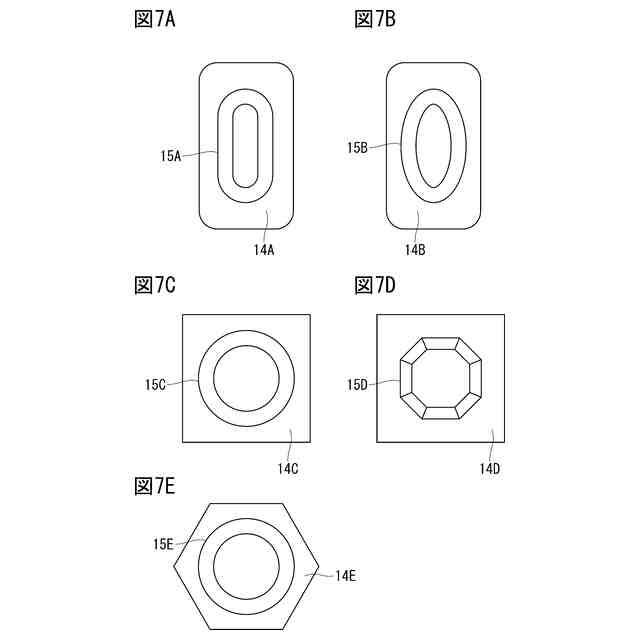
図7A~図7Eは、変形例に係るカウンターパンチの平面図
【発明を実施するための形態】
【0010】
図1~図6を参照して、本開示に係るプレス金型10及び筒形部品95の製造方法の一実施形態について説明する。本実施形態の筒形部品95は、図1Cに示すように、例えば、断面形状が長方形の四隅をR面取りした形状をなして延びる両端開放の筒体である。その筒形部品95を構成する金属は、例えば、銅(銅合金を含む)、アルミニウム(アルミニウム合金を含む),モリブデン(モリブデン合金を含む)等である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
旭精機工業株式会社
プレス金型及び筒形部品の製造方法
3か月前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
9日前
トヨタ紡織株式会社
プレス金型
5か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
4か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス装置
4か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社アマダ
曲げ加工機
3か月前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
ユニプレス株式会社
プレス加工装置
1か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
2か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社吉野機械製作所
プレス機械
3か月前
株式会社三明製作所
転造装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
株式会社エナテック
製品分離システム
6か月前
本田技研工業株式会社
鍛造用金型
6か月前
東京精密発條株式会社
金属板の曲げ加工装置
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ