TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025039188
公報種別
公開特許公報(A)
公開日
2025-03-21
出願番号
2023146090
出願日
2023-09-08
発明の名称
アシスト絞り成形装置
出願人
アイダエンジニアリング株式会社
代理人
個人
主分類
B21D
24/04 20060101AFI20250313BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 アシスト絞り成形中にアシスト圧力をきめ細かく制御可能とすることで、肉痩せや割れ等を抑制しつつより深さの深い製品を成形することができるアシスト絞り成形装置を提供する。
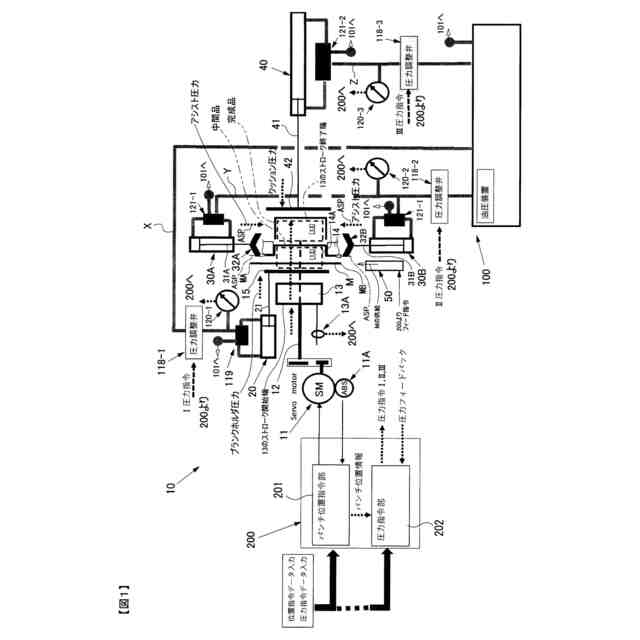
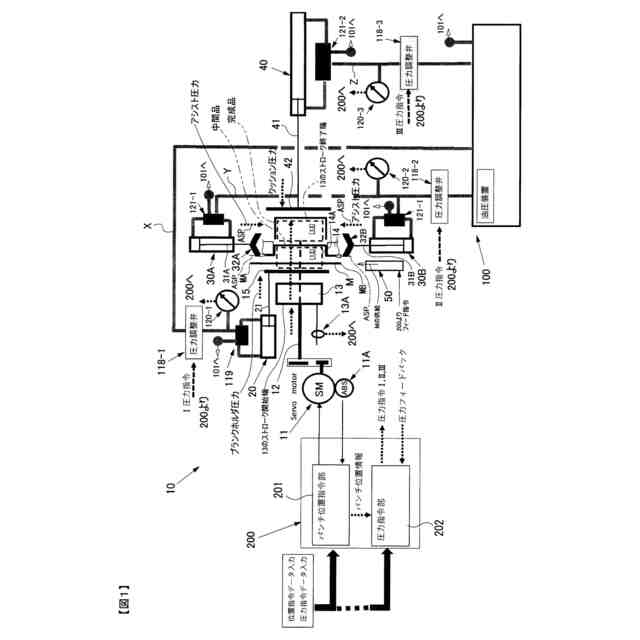
【解決手段】 本発明は、制御装置200からのパンチ駆動部への指令に従いパンチ13をストローク開始端からストローク終了端へ向けて移動させ、絞り成形ダイ14との協働により絞り成形を行う際に、ブランクホルダ15によりブランク材Mを絞り成形ダイ14に押圧すると共に、ブランク材Mの両端面をアシストパンチ32A、32Bで押圧しながらアシスト絞り成形を行うアシスト絞り成形装置10であって、制御装置200は、アシスト絞り成形を行う際に、アシストパンチ32A、32Bのアシスト圧力が、パンチ13の位置に応じた目標アシスト圧力となるように、アシストパンチ駆動部を制御するアシスト圧力制御部を備える。
【選択図】図1
特許請求の範囲
【請求項1】
製品形状に対応した形状を有し、ストローク開始端とストローク終了端の間で往復直線移動されるパンチと、
製品形状に対応した開口を有し、前記パンチと協働して板状のブランク材を絞り成形する絞り成形ダイと、
前記絞り成形ダイに対して前記ブランク材をブランクホルダ圧力にて押さえ付けるブランクホルダと、
前記絞り成形ダイと、前記ブランクホルダと、の間に移動可能に挿入され、前記ブランク材の端面を対向する方向からアシスト圧力にて押圧可能に対向配置された一対のアシストパンチと、
前記パンチを駆動するパンチ駆動部と、
前記一対のアシストパンチにアシスト圧力を供給するアシストパンチ駆動部と、
を備え、
制御装置からの前記パンチ駆動部への指令に従い前記パンチをストローク開始端からストローク終了端へ向けて移動させ、前記絞り成形ダイとの協働により、絞り成形を行う際に、前記ブランクホルダにより前記ブランク材を前記絞り成形ダイに押圧すると共に、前記ブランク材の両端面を前記一対のアシストパンチで押圧しながらアシスト絞り成形を行うアシスト絞り成形装置であって、
前記制御装置は、前記アシスト絞り成形を行う際に、前記一対のアシストパンチのアシスト圧力が、パンチの位置に応じた目標アシスト圧力となるように、前記アシストパンチ駆動部を制御するアシスト圧力制御部を備える
ことを特徴とするアシスト絞り成形装置。
続きを表示(約 1,000 文字)
【請求項2】
前記パンチの位置情報を取得するパンチ位置情報取得手段が備えられ、
前記アシスト圧力制御部は、前記パンチ位置情報取得手段により取得された実際のパンチの位置情報に基づいて、前記一対のアシストパンチのアシスト圧力が、前記パンチの位置に応じた目標アシスト圧力となるように、前記アシストパンチ駆動部を制御すること
を特徴とする請求項1に記載のアシスト絞り成形装置。
【請求項3】
前記一対のアシストパンチのアシスト圧力情報を取得するアシスト圧力情報取得手段が備えられ、
前記アシスト圧力制御部は、前記アシスト圧力情報取得手段により取得された実際のアシスト圧力情報に基づいて、前記一対のアシストパンチのアシスト圧力が、前記パンチの位置に応じた目標アシスト圧力となるように、前記アシストパンチ駆動部を制御すること
を特徴とする請求項1又は請求項2に記載のアシスト絞り成形装置。
【請求項4】
前記制御装置は、前記パンチ駆動部への指令により、前記パンチを現在の位置から移動させ、
前記アシスト圧力制御部は、
前記パンチの位置に応じた目標アシスト圧力を、前記パンチの現在の位置から、前記制御装置からの前記パンチ駆動部への指令に従って移動した後の位置における目標アシスト圧力とすると共に、
現在のパンチの位置における目標アシスト圧力から、前記移動した後の位置における目標アシスト圧力まで、パンチの位置に応じて変化させる圧力同調制御を行うこと
を特徴とする請求項1又は請求項2に記載のアシスト絞り成形装置。
【請求項5】
前記ブランクホルダにブランクホルダ圧力を供給するブランクホルダ駆動部を備えると共に、
前記アシスト絞り成形を行う際に、パンチの移動と対向する方向からブランク材をクッション圧力で押圧するクッションパッドと、
前記クッションパッドにクッション圧力を供給するクッションパッド駆動部と、
を備え、
前記制御装置は、前記アシスト絞り成形を行う際に、前記ブランクホルダ圧力或いは前記クッション圧力の少なくとも一方が、パンチの位置に応じた目標ブランクホルダ圧力或いは目標クッション圧力となるように、前記ブランクホルダ駆動部或いは前記クッションパッド駆動部の少なくとも一方を制御することを特徴とする請求項1に記載のアシスト絞り成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アシスト絞り成形を行うアシスト絞り成形装置の制御技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
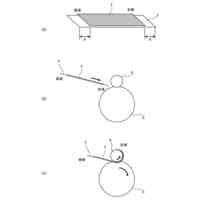
一般的な絞り成形は、製品形状に係わらず、例えば、特許文献1に記載されているように、ブランク(素材)3に対して、パンチ2、ダイス1、板押さえ(しわ押さえ)4を用いて成形がなされる(図8(A)参照)。
【0003】
そして、図8(B)に示したような角筒絞り成形では、パンチ2の4つのコーナーR(四隅)部2Rで材料に大きな引張応力が作用するために、当該部分には材料の割れや肉痩せが発生し易く、コーナーR(四隅)部2Rや肩R部(肩半径部)2rやダイ1の肩R部RdのR取り半径を小さくすることや絞り深さを深くすることは難しいといった実情があった。
【0004】
このようなことから、本出願人は、特許文献2や特許文献3にて、絞り成形の際に、図7(A)、図7(B)に示すように、ブランク材5の長手方向の円弧状の両端部5A、5Bをそれぞれ中心に向けてアシストパンチ(加圧プレート)6によりアシスト圧力ASPで押圧しながらパンチ7とダイ8にて絞り成形するアシスト絞り成形方法や装置を提案した。なお、図中符号9は、ブランク材1のしわを抑制するためのブランク材押え(ブランクホルダ)である。
当該アシスト絞り成形方法や装置は、絞り成形において、肉痩せや割れ等の発生原因は材料が受ける引張応力であると考えられることから、成形中の材料の引張応力が作用する場所に圧縮応力場を作ることにより、肉痩せや割れ等を抑制し成形限界を上げることができるようにしたものである。
【0005】
かかるアシスト絞り成形方法によれば、製品幅(絞り深さ方向に直交する断面略長方形の短軸側)と製品高さ(絞り深さ)の比が金属素材の絞り限界を超えた製品であっても、絞り成形にて、肉痩せや割れ等を発生させることなく良好に成形することが可能となる。
【先行技術文献】
【特許文献】
【0006】
特開2009-90318号公報
特許第5968298号公報
特許第6218895号公報
特開2021-158014号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、例えば、アルミ合金を素材とする場合などにおいて、アシスト絞り成形によっても肉痩せや割れ等が発生してしまう絞り製品(製品幅と製品高さの比が比較的大きい製品)があるといった実情がある。
【0008】
特許文献2、3などの従来装置では、例えば油圧等の流体圧などを利用した加圧装置によりアシストパンチ(加圧プレート)6を、肉痩せや割れ等が発生しないように予め定められたアシスト圧力(押圧力)ASPで押圧していたが、アシスト絞り成形中に所定のアシスト圧力で押圧するだけでは肉痩せや割れ等が発生してしまう場合があることが確認された。
【0009】
また、アルミ合金の深絞りなどを行おうとする場合は、特許文献4に開示されているトランスファープレスマシンを用いて、絞り成形の回数を増加する、あるいは、絞り成形後にしごき加工を複数回行う方法(複数回の工程に分けて所定深さまで加工する方法)が考えられる。しかし、加工回数に応じてパンチを加工品から複数回抜き差しすることになるために多量の加工油(潤滑油)が必要となるだけでなく、加工中に素材が発熱してしまうために多量の冷却油も必要となる。その結果、生産設備の高コスト化、複雑化、生産時間の増大など、生産コストが嵩むことになる。
【0010】
本発明は、かかる実情に鑑みなされたもので、比較的簡単、低コストな構成としながら、アシスト絞り成形中にアシスト圧力をきめ細かく制御可能とすることで、肉痩せや割れ等を抑制しつつより深さの深い製品(製品幅と製品高さの比が所定以上大きい製品)を成形することができるアシスト絞り成形装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
10日前
日伸工業株式会社
プレス加工装置
10日前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
6日前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス装置
1か月前
株式会社西田製作所
パンチャーヘッド
1か月前
株式会社トラバース
パンチング加工装置
2か月前
株式会社アマダ
曲げ加工機
20日前
株式会社TMEIC
監視装置
2か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社吉野機械製作所
プレス機械
18日前
浙江飛剣工貿有限公司
二重片口の製造方法
24日前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
5日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
ユニオンツール株式会社
転造ダイスセット
4日前
株式会社TMEIC
制御システム
11日前
株式会社エナテック
製品分離システム
3か月前
株式会社TMEIC
誘導加熱装置
13日前
本田技研工業株式会社
鍛造用金型
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
4か月前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
トヨタ紡織株式会社
パンチ及びプレス金型
1か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ